一种下水井篦子浇铸砂箱成型模具及方法与流程
本发明涉及浇铸砂箱成型模具,尤其涉及一种下水井篦子浇铸砂箱成型模具及方法。
背景技术:
1、城市大多是依靠下水井来解决排水问题,下水井可以解决雨季路面积水,从而方便人们出行。下水井的井盖有圆形井盖和井篦子两种,井盖和井篦子在排水的同时还能够保证人们的人身安全,以免路面积水影响人们的视线,防止人们掉入井内,而圆形井盖的排水能力有限,容易被杂质堵塞,井篦子的排水能力较强,能够避免污物和杂物进入下水井,因此,下水井口通常设置井篦子以阻挡污物。
2、目前,常用的下水井篦子多采用砂箱来进行浇筑成型,首先需要制作一个井篦子模具,将井篦子模型放在砂箱内,随后填满型砂,再将型砂压紧,使得型砂印出井篦子的模子,随后将井篦子模型取出,再将浇筑溶液倒入砂箱的凹槽内,冷却后即可得到井篦子,在对井篦子的模具制作期间,需要将型砂压紧实,否则型砂松散容易导致印出的模子过于松散,进而影响后续浇筑井篦子的品质,在压制型砂时,是通过人工对沙子进行压制,如此,会出现压制力度不均衡的问题,导致制作出的模子有深有浅,从而影响后续对井篦子模型脱模,进而会影响井篦子的浇筑品质。
3、综上所述,需研发一种型砂在压制时受力均匀的下水井篦子浇铸砂箱成型模具及方法。
技术实现思路
1、为了克服现有技术,通过人工压制型砂会出现压制力度不均衡的缺点,针对现有技术的不足,本发明提供一种型砂在压制时受力均匀的下水井篦子浇铸砂箱成型模具及方法。
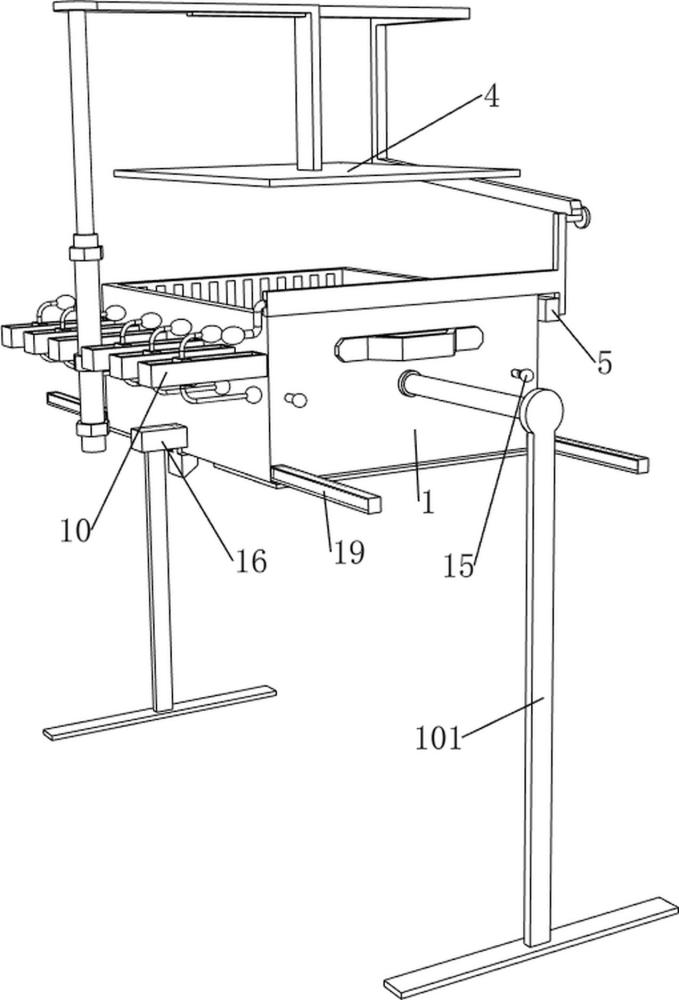
2、为实现以上目的,本发明通过以下方案予以实现:一种下水井篦子浇铸砂箱成型模具,包括有砂箱、支撑架、固定杆、气缸和紧压件,所述砂箱转动式连接有对称设置的所述支撑架,所述砂箱固接有所述固定杆,所述固定杆固接有所述气缸,所述气缸的伸缩杆顶部固接有所述紧压件。
3、在本发明一个较佳实施例中,还包括有第一滑轨、第一压缩弹簧、刮动件和斜杆,所述砂箱远离所述气缸的一侧固接有所述第一滑轨,所述第一滑轨内滑动式连接有所述刮动件,所述刮动件与所述第一滑轨内壁之间连接有所述第一压缩弹簧,所述紧压件固接有所述斜杆。
4、在本发明一个较佳实施例中,所述斜杆与所述刮动件接触,所述斜杆移动挤压所述刮动件移动,所述刮动件对型砂进行刮平。
5、在本发明一个较佳实施例中,还包括有凸杆、第二滑轨、敲击杆和拉伸弹簧,所述刮动件靠近所述气缸的一侧固接有所述凸杆,所述砂箱靠近所述气缸的一侧固接有均匀设置的所述第二滑轨,均匀设置的所述第二滑轨内均滑动式连接有所述敲击杆,均匀设置的所述敲击杆均与相邻的所述第二滑轨内壁之间连接有所述拉伸弹簧。
6、在本发明一个较佳实施例中,所述凸杆移动与所述敲击杆接触,所述凸杆移动挤压所述敲击杆移动,所述敲击杆移动对所述砂箱进行敲击。
7、在本发明一个较佳实施例中,还包括有导向杆、凸板和螺纹杆,所述砂箱滑动式连接有对称设置的所述导向杆,对称设置的所述导向杆相向的一侧均固接有所述凸板,对称设置的所述凸板远离所述导向杆的一侧均转动式连接有所述螺纹杆,对称设置的所述螺纹杆均与所述砂箱螺纹式连接。
8、在本发明一个较佳实施例中,还包括有第三滑轨、限制件和第二压缩弹簧,所述砂箱固接有对称设置的所述第三滑轨,对称设置的所述第三滑轨内均滑动式连接有所述限制件,对称设置的所述限制件均与相邻的所述第三滑轨之间连接有所述第二压缩弹簧。
9、在本发明一个较佳实施例中,所述限制件底部为斜面。
10、在本发明一个较佳实施例中,还包括有第四滑轨、第三压缩弹簧和支撑板,所述砂箱固接有对称设置的所述第四滑轨,相近的所述第四滑轨之间均滑动式连接有所述支撑板,对称设置的所述第四滑轨内壁均与相邻的所述支撑板之间连接有所述第三压缩弹簧。
11、一种下水井篦子浇铸砂箱成型模具的方法,其步骤如下:
12、s1:首先将井篦子模型放在成型底板上,然后将所述砂箱放置在工作台上与成型底板接触,使所述砂箱罩住井篦子;
13、s2:其次将型砂填入所述砂箱内;
14、s3:接着启动所述气缸带动所述紧压件移动对型砂进行压制;
15、s4:压制期间,所述紧压件带动所述斜杆移动挤压所述刮动件移动对多余的型砂进行刮除,便于所述紧压件对型砂进行压制;
16、s5:刮料期间,所述刮动件带动所述凸杆移动挤压所述敲击杆,使所述敲击杆对所述砂箱进行敲击,所述砂箱产生震动使型砂更加紧实;
17、s6:最后将所述砂箱移动与工作台分离,再翻转所述砂箱,人工再将井篦子模型从型砂内取出即可。
18、本发明具有以下至少一个优点:本发明通过启动气缸,带动紧压件往下移动对型砂进行压制,紧压件下降期间带动斜杆往下移动,使得斜杆挤压刮动件往后移动对溢出的型砂进行刮除,使型砂表面保持平整,如此,能够避免型砂不平整,在压制时型砂会受力不均,从而能够提高压制的平整度,进而能够保证压制出的模子的品质。
19、通过凸杆挤压敲击杆移动,在拉伸弹簧的作用下,使得敲击杆对砂箱进行敲击,进而使得砂箱产生震动,如此,能够使砂箱内的型砂更加密实,以免在取井篦子模型时,型砂过于松散会破坏印出的模子,导致人工需要对制成的模子进行修补,增添麻烦。
20、通过转动螺纹杆带动凸板相向移动,使得凸板稍微凸出砂箱内壁,随后再填入型砂,如此,在型砂被压实后,凸板能够卡住型砂,从而能够达到增大摩擦力的效果,给型砂增添阻力,降低型砂会掉出的可能性。
21、通过限制件对成型底板进行夹持,如此,能够对砂箱进行固定,提高砂箱的稳定性,以免砂箱移动会与成型底板偏移,从而导致型砂会泄露,影响型砂的紧实度,进而影响后续的浇筑效果。
22、在第三压缩弹簧的复位作用下,带动支撑板相向移动对砂箱底部进行遮挡,如此,便可对型砂进行支撑,降低型砂会掉出的可能性。
技术特征:
1.一种下水井篦子浇铸砂箱成型模具,其特征在于,包括有砂箱(1)、支撑架(101)、固定杆(2)、气缸(3)和紧压件(4),所述砂箱(1)转动式连接有对称设置的所述支撑架(101),所述砂箱(1)固接有所述固定杆(2),所述固定杆(2)固接有所述气缸(3),所述气缸(3)的伸缩杆顶部固接有所述紧压件(4)。
2.根据权利要求1所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,还包括有第一滑轨(5)、第一压缩弹簧(6)、刮动件(7)和斜杆(8),所述砂箱(1)远离所述气缸(3)的一侧固接有所述第一滑轨(5),所述第一滑轨(5)内滑动式连接有所述刮动件(7),所述刮动件(7)与所述第一滑轨(5)内壁之间连接有所述第一压缩弹簧(6),所述紧压件(4)固接有所述斜杆(8)。
3.根据权利要求2所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,所述斜杆(8)与所述刮动件(7)接触,所述斜杆(8)移动挤压所述刮动件(7)移动,所述刮动件(7)对型砂进行刮平。
4.根据权利要求3所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,还包括有凸杆(9)、第二滑轨(10)、敲击杆(11)和拉伸弹簧(12),所述刮动件(7)靠近所述气缸(3)的一侧固接有所述凸杆(9),所述砂箱(1)靠近所述气缸(3)的一侧固接有均匀设置的所述第二滑轨(10),均匀设置的所述第二滑轨(10)内均滑动式连接有所述敲击杆(11),均匀设置的所述敲击杆(11)均与相邻的所述第二滑轨(10)内壁之间连接有所述拉伸弹簧(12)。
5.根据权利要求4所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,所述凸杆(9)移动与所述敲击杆(11)接触,所述凸杆(9)移动挤压所述敲击杆(11)移动,所述敲击杆(11)移动对所述砂箱(1)进行敲击。
6.根据权利要求5所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,还包括有导向杆(13)、凸板(14)和螺纹杆(15),所述砂箱(1)滑动式连接有对称设置的所述导向杆(13),对称设置的所述导向杆(13)相向的一侧均固接有所述凸板(14),对称设置的所述凸板(14)远离所述导向杆(13)的一侧均转动式连接有所述螺纹杆(15),对称设置的所述螺纹杆(15)均与所述砂箱(1)螺纹式连接。
7.根据权利要求6所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,还包括有第三滑轨(16)、限制件(17)和第二压缩弹簧(18),所述砂箱(1)固接有对称设置的所述第三滑轨(16),对称设置的所述第三滑轨(16)内均滑动式连接有所述限制件(17),对称设置的所述限制件(17)均与相邻的所述第三滑轨(16)之间连接有所述第二压缩弹簧(18)。
8.根据权利要求7所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,所述限制件(17)底部为斜面。
9.根据权利要求8所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,还包括有第四滑轨(19)、第三压缩弹簧(20)和支撑板(21),所述砂箱(1)固接有对称设置的所述第四滑轨(19),相近的所述第四滑轨(19)之间均滑动式连接有所述支撑板(21),对称设置的所述第四滑轨(19)内壁均与相邻的所述支撑板(21)之间连接有所述第三压缩弹簧(20)。
10.一种下水井篦子浇铸砂箱成型方法,使用权利要求1-9任意所述的一种下水井篦子浇铸砂箱成型模具,其特征在于,其步骤如下:
技术总结
本发明涉及浇铸砂箱成型模具技术领域,尤其涉及一种下水井篦子浇铸砂箱成型模具及方法。本发明提供一种型砂在压制时受力均匀的下水井篦子浇铸砂箱成型模具及方法。一种下水井篦子浇铸砂箱成型模具,包括有砂箱、支撑架、固定杆、气缸和紧压件,所述砂箱转动式连接有所述支撑架,所述砂箱固接有所述固定杆,所述固定杆固接有所述气缸,所述气缸的伸缩杆顶部固接有所述紧压件。本发明通过启动气缸,带动紧压件移动对型砂进行压制,紧压件下降期间带动斜杆移动,使得斜杆挤压刮动件往后移动对溢出的型砂进行刮除,使型砂表面保持平整,如此,能够避免型砂不平整,在压制时型砂会受力不均,从而提高压制的平整度,进而保证压制出的模子的品质。
技术研发人员:高雨,候任超
受保护的技术使用者:邯郸市恒壹金属制品有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!