一种基于纳秒激光及复合离子束蚀刻的CVD金刚石抛光方法
本发明属于材料表面抛光,具体涉及一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法。
背景技术:
1、cvd多晶金刚石材料具有良好的光、电、热性能,而随着cvd制备金刚石技术的成熟,cvd多晶金刚石的制造成本也随之降低。这些优势使得cvd金刚石现被广泛应用于半导体材料领域,航空航天领域和量子计算领域等。但是cvd工艺制备的多晶金刚石,不仅由于工艺制法导致的金刚石晶粒生长程度不均,还由于多晶金刚石内部通常含有少量的非晶碳、氢元素等,使得晶体沿不同晶面生长,最终薄膜表面变得非常粗糙,不通过抛光处理,很难满足应用需求。但是由于金刚石具有很高的硬度和化学惰性,传统的各类抛光方法例如机械抛光、化学抛光等,不仅抛光效果不好,效率低还有着材料浪费,形状表面控制困难,环境污染等问题。
2、因此,如何兼顾金刚石抛光效率和表面质量控制成为急需解决的问题。
技术实现思路
1、针对现有技术的不足,本发明要解决的技术问题是:提供一种基于纳秒激光及复合离子束蚀刻抛光多晶cvd金刚石的方法。本发明采用纳秒激光加工系统和离子束蚀刻仪器,通过调节激光加工参数和离子束加工参数来解决金刚石高效抛光的问题;本发明的原理如下:通过纳秒激光先将金刚石表面的一部分凹凸结构进行烧蚀去除,同时利用激光的高能量将表面石墨化,之后再通过离子束蚀刻技术进行去石墨层并且减小激光抛光导致的微裂痕和热损伤,从而达到优异的抛光效果。
2、本发明通过如下技术方案实现:
3、一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法,具体包括如下步骤:
4、步骤一、金刚石样品的清理:
5、利用丙酮、乙醇、去离子水溶液依次在超声清洗机对样品进行超声清洗1-10分钟,去除样品表面的浮尘颗粒,再对金刚石表面粗糙度和形貌进行表征;
6、步骤二、采用纳秒激光对样品进行抛光;
7、步骤三、离子束蚀刻抛光样品:
8、首先,对激光抛光后的样品进行超声清洗1-10分钟,去除表面的杂质颗粒;之后将样品放入离子束蚀刻仪器中,调整氩离子束的流速、通入量、离子束加速电压及离子束入射角度,设置离子束抛光时间后关闭腔室对样品进行离子束蚀刻。利用离子束的特点减小激光抛光产生的热影响和微裂痕,达到更优异的抛光效果。
9、进一步地,步骤一中,金刚石表面粗糙度为6.542-8.892μm。
10、进一步地,步骤二具体包括如下内容:
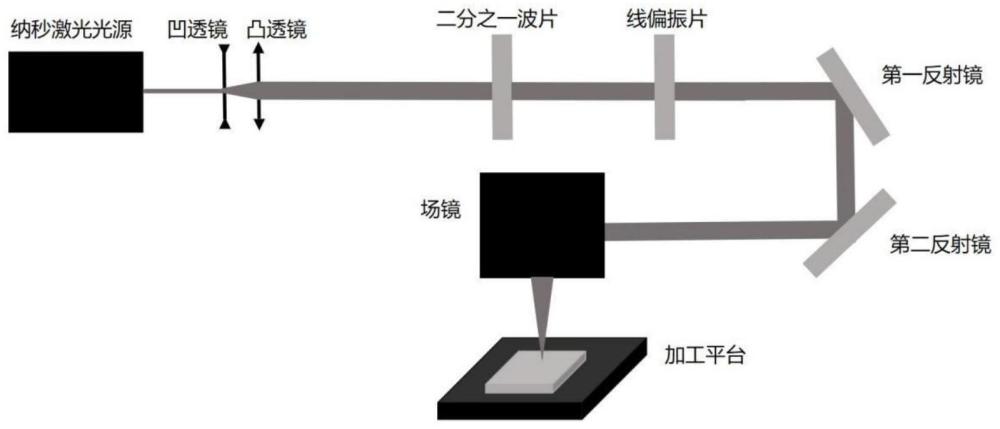
11、首先,激光器射出的纳秒激光先后入射凹透镜和凸透镜进行扩束,将光斑扩大后,依次通过波片和线偏振片,可通过波片和线偏振片的组合来调节激光功率,最后分别经第一反射镜、第二反射镜反射后通过场镜聚焦垂直入射在样品台上的样品表面,其中,通过场镜调节激光扫描速度;通过调整不同的激光工艺参数,利用激光的瞬时能量将cvd金刚石表面大结构突起进行烧蚀去除。
12、进一步地,步骤二中,所述纳秒激光的波长为355nm,脉冲宽度为8-12ns,重频为100-1000khz;通过控制波片和线偏振片的组合调整激光功率,加工时激光功率为250-1200mw。
13、进一步地,步骤二中,所述激光扫描速度为0.1-15mm/s。
14、进一步地,步骤三中,所述离子束加速电压为100-6kev,氩离子束的流速为0.1-1.0sccm,离子束入射角度为0°-10°,离子束加工平台转速为1-10rpm,抛光结束后对复合抛光后的金刚石表面进行粗糙度和表面形貌表征。
15、进一步地,步骤三中,复合抛光后的金刚石表面粗糙度为0.807-2.1μm。
16、与现有技术相比,本发明的优点如下:
17、(1)、本发明的抛光方法采用纳秒激光抛光系统,不仅具有飞秒激光加工系统同样的高效率及高精度特点,并且成本更低,可以说是兼顾了抛光效率和抛光成本;
18、(2)、本发明的抛光方法还通过离子束蚀刻对激光抛光后的金刚石表面进一步精密抛光,不仅减少了使用抛光液所产生的环境污染及工艺复杂等问题,也解决了使用机械磨盘方法所产生的材料损伤及材料浪费等问题;
19、(3)、本发明所采用的抛光方法使cvd多晶金刚石表面粗糙度下降了6倍,具有非常优异的抛光效果。
技术特征:
1.一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法,其特征在于,具体包括如下步骤:
2.如权利要求1所述的一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法,其特征在于,步骤一中,金刚石表面粗糙度为6.542-8.892μm。
3.如权利要求1所述的一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法,其特征在于,步骤二具体包括如下内容:
4.如权利要求1所述的一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法,其特征在于,步骤二中,所述纳秒激光的波长为355nm,脉冲宽度为8-12ns,重频为100-1000khz;通过控制波片和线偏振片的组合调整激光功率,加工时激光功率为250-1200mw。
5.如权利要求1所述的一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法,其特征在于,步骤二中,所述激光扫描速度为0.1-15mm/s。
6.如权利要求1所述的一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法,其特征在于,步骤三中,所述离子束加速电压为100-6kev,氩离子束的流速为0.1-1.0sccm,离子束入射角度为0°-10°,离子束加工平台转速为1-10rpm,抛光结束后对复合抛光后的金刚石表面进行粗糙度和表面形貌表征。
7.如权利要求1所述的一种基于纳秒激光及复合离子束蚀刻的cvd金刚石抛光方法,其特征在于,步骤三中,复合抛光后的金刚石表面粗糙度为0.807-2.1μm。
技术总结
本发明公开了一种基于纳秒激光及复合离子束蚀刻的CVD金刚石抛光方法,属于材料表面抛光技术领域,包括:步骤一、金刚石样品的清理;步骤二、采用纳秒激光对样品进行抛光;步骤三、离子束蚀刻抛光样品:对激光抛光后的样品进行超声清洗,去除表面的杂质颗粒;之后将样品放入离子束蚀刻仪器中对样品进行离子束蚀刻。本发明采用纳秒激光加工系统和离子束蚀刻仪器,通过调节激光加工参数和离子束加工参数来解决金刚石高效抛光的问题;本发明通过纳秒激光先将金刚石表面的一部分凹凸结构进行烧蚀去除,同时利用激光的高能量将表面石墨化,之后再通过离子束蚀刻技术进行去石墨层并且减小激光抛光导致的微裂痕和热损伤,从而达到优异的抛光效果。
技术研发人员:陈岐岱,冯昱森,刘学青
受保护的技术使用者:吉林大学
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!