一种多功能玻璃加工砂轮棒刀具的制作方法
本发明公开的是一种玻璃加工砂轮棒刀具,属于玻璃加工磨具。
背景技术:
1、砂轮棒是磨削行业中常用的磨削工具,在对玻璃盖板进行cnc加工时,通常采用砂轮棒进行磨削,现有技术中的砂轮棒通常包括棒体和设于棒体一端的砂轮磨削部位,加工时,主要采用砂轮棒的磨削面对玻璃进行磨削,而玻璃侧面镂孔、槽位一直是行业痛点。因此,研发一种多功能玻璃加工砂轮棒刀具即可加工平面又可在不换刀的情况下加工侧面孔、槽来实现可行性。
技术实现思路
1、本发明所要解决的技术问题是提供一种多功能玻璃加工砂轮棒刀具,解决现有刀具只能选择一种加工模式的不足,该砂轮棒能够在不使用五轴精雕机的情况下,直接用于水平精雕机机上使用,可先后加工平后再加工侧面;节省制造加工成本及加工时间。
2、为了解决上述技术问题,采用了以下技术方案:一种多功能玻璃加工砂轮棒刀具,包括刀柄,刀柄中部设置有左连接杆、右连接杆,左连接杆、右连接杆的末端分别设置侧面孔槽切削部,刀柄下部依次设置平面开粗切削部、平面精修切削部、平面开孔精修倒角切削部、平面开孔开粗切削部;所述刀柄和平面开粗切削部、平面精修切削部、平面开孔精修倒角切削部、平面开孔开粗切削部是同一圆心轴上的不同直径的圆柱体;平面精修切削部、平面开孔精修倒角切削部圆柱表面上分别开有槽。
3、所述槽的上下槽壁夹角60°~90°,槽深为0.3-0.4mm。
4、左连接杆、右连接杆位于同一直线,侧面孔槽切削部呈球状。
5、所述刀柄、左连接杆、右连接杆、侧面孔槽切削部、平面开粗切削部、平面精修切削部、平面开孔精修倒角切削部、平面开孔开粗切削部所用材料为45#钢,用车床车铣成形。
6、所述侧面孔槽切削部、平面开粗切削部、平面精修切削部、平面开孔精修倒角切削部、平面开孔开粗切削部采用电镀金钢砂至表面组成一体组件。
7、所述平面开粗切削部、平面开孔开粗切削部使用粗金刚砂,颗粒尺寸为250um-500um,镀砂厚度0.2mm~0.4mm;平面精修切削部、平面开孔精修倒角切削部使用细金刚砂,细砂为800um-1500um,镀砂厚度0.2mm~0.4mm。
8、侧面孔槽切削部的表面镀层工艺分为两种,任选其一,一种电镀金钢砂,金钢砂砂号:250~800#,镀层厚度为0.1~0.2mm;一种烧结金钢石,金钢砂砂号:250~500#,镀层厚度为0.1~0.2mm。
9、有益效果:本发明提供一种玻璃多功能加工砂轮棒,刀柄、左连接杆、右连接杆,左连接杆、侧面孔槽切削部、平面开粗切削部、平面精修切削部、平面开孔精修倒角切削部、平面开孔开粗切削部组成一体,适用于玻璃或微晶等脆性材料的cnc深加工,可以使用一支砂轮棒从平面至侧面一次加工成型,无需更换砂轮棒,只需要调整加工部位配合cnc加工程序即可实现。同时解决玻璃深加工行业,产品侧面开槽、孔等问题。
技术特征:
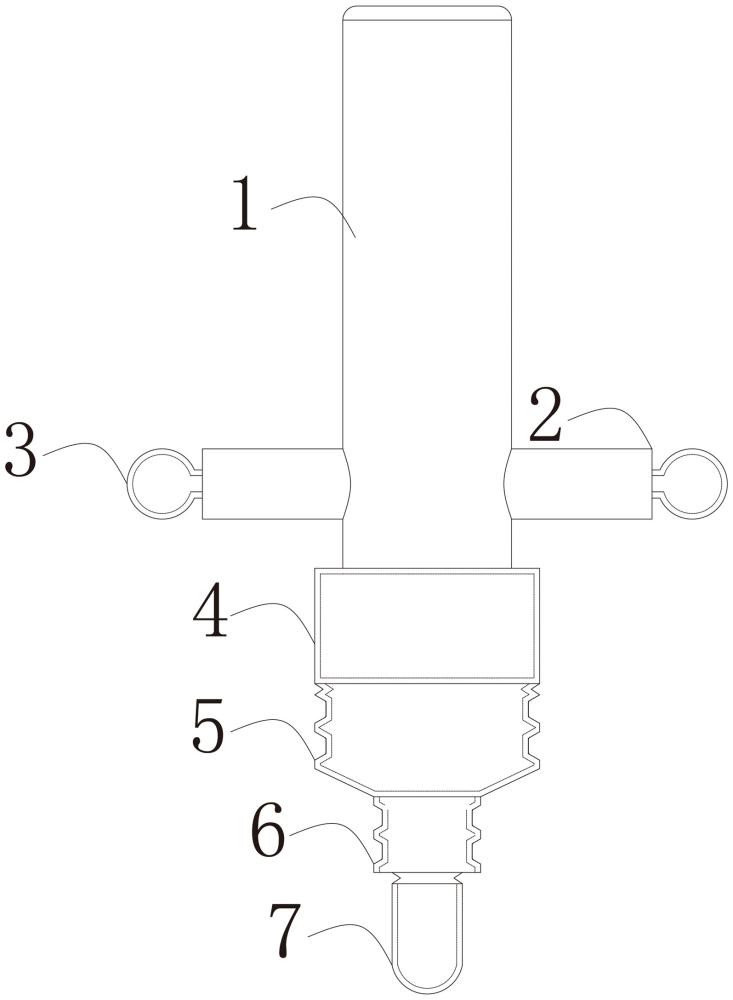
1.一种多功能玻璃加工砂轮棒刀具,包括刀柄(1),其特征在于:刀柄(1)中部设置有左连接杆(2)、右连接杆(3),左连接杆(2)、右连接杆(3)的末端分别设置侧面孔槽切削部(8),刀柄(1)下部依次设置平面开粗切削部(4)、平面精修切削部(5)、平面开孔精修倒角切削部(6)、平面开孔开粗切削部(7);所述刀柄(1)和平面开粗切削部(4)、平面精修切削部(5)、平面开孔精修倒角切削部(6)、平面开孔开粗切削部(7)是同一圆心轴上的不同直径的圆柱体;平面精修切削部(5)、平面开孔精修倒角切削部(6)圆柱表面上分别开有槽;所述槽的上下槽壁夹角60°~90°,槽深为0.3-0.4mm。
2.如权利要求1所述的一种多功能玻璃加工砂轮棒刀具,其特征在于:左连接杆(2)、右连接杆(3)位于同一直线,侧面孔槽切削部(8)呈球状。
3.如权利要求2所述的一种多功能玻璃加工砂轮棒刀具,其特征在于:所述刀柄(1)、左连接杆(2)、右连接杆(3)、侧面孔槽切削部(8)、平面开粗切削部(4)、平面精修切削部(5)、平面开孔精修倒角切削部(6)、平面开孔开粗切削部(7)所用材料为45#钢,用车床车铣成形。
4.如权利要求3所述的一种多功能玻璃加工砂轮棒刀具,其特征在于:所述侧面孔槽切削部(8)、平面开粗切削部(4)、平面精修切削部(5)、平面开孔精修倒角切削部(6)、平面开孔开粗切削部(7)采用电镀金钢砂至表面组成一体组件。
5.如权利要求4所述的一种多功能玻璃加工砂轮棒刀具,其特征在于:所述平面开粗切削部(4)、平面开孔开粗切削部(7)使用粗金刚砂,颗粒尺寸为250um-500um,镀砂厚度0.2mm~0.4mm;平面精修切削部(5)、平面开孔精修倒角切削部(6)使用细金刚砂,细砂为800um-1500um,镀砂厚度0.2mm~0.4mm。
6.如权利要求4所述的一种多功能玻璃加工砂轮棒刀具,其特征在于:侧面孔槽切削部(8)的表面镀层工艺分为两种,任选其一,一种电镀金钢砂,金钢砂砂号:250~800#,镀层厚度为0.1~0.2mm;一种烧结金钢石,金钢砂砂号:250~500#,镀层厚度为0.1~0.2mm。
技术总结
本发明公开了一种多功能玻璃加工砂轮棒刀具,包括刀柄,刀柄中部设置有左连接杆、右连接杆,左连接杆、右连接杆的末端分别设置侧面孔槽切削部,刀柄下部依次设置平面开粗切削部、平面精修切削部、平面开孔精修倒角切削部、平面开孔开粗切削部;所述刀柄和平面开粗切削部、平面精修切削部、平面开孔精修倒角切削部、平面开孔开粗切削部是同一圆心轴上的不同直径的圆柱体;平面精修切削部、平面开孔精修倒角切削部圆柱表面上分别开有槽。本发明适用于玻璃或微晶等脆性材料的CNC深加工,可从平面至侧面一次加工成型,无需更换砂轮棒,只需要调整加工部位配合CNC加工程序即可实现。同时解决玻璃深加工行业,产品侧面开槽、孔等问题。
技术研发人员:吴建飞,石大恒
受保护的技术使用者:北海市龙浩光电科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!