一种超高强钢激光熔覆修复工艺方法与流程
本发明涉及航空维修与再制造,具体地说是一种超高强钢激光熔覆修复工艺方法。
背景技术:
1、超高强度钢具有较高的断裂韧性,可以承受较高的应力,因此被广泛用于航空航天飞行器的连杆、传动轴和起落架等材料,如aermet100超高强钢锻件。这些部件在运行过程中接触区域面临广泛的磨损,导致性能损失和频繁的部件更换,因此,对这类部件进行修复,可以延长其使用寿命,降低更换成本。
2、传统弧焊、等离子增材修复方法由于热输入较大,对超高强钢的强度损伤很大。而激光熔覆热输入小,在超高强钢增材修复上存在优势和可行性,如申请号为202210852347.3,名称为《一种起落架裂纹激光修复方法》,在修复区域进行激光冲击强化处理预制压应力,再采用同轴激光环形送粉的方式由下至上、逐层逐道扫描激光熔覆修复裂纹缺陷。再如申请号为201611031700.2,名称为《超高强低碳合金钢表面激光熔覆层的制备方法与应用》也公开了一种飞机起落架用超高强钢30crmnsini2a激光熔覆方法,所提出的激光熔覆工艺为直接沉积同质合金层。
3、但上述方法中激光熔覆直接沉积层具有外延生长柱状晶特征,其横向(垂直于沉积方向)的服役抗裂性较差,导致超高强钢部件激光熔覆增材修复存在局限性和技术瓶颈。
4、基于以上原因,本发明设计了一种超高强钢激光熔覆修复工艺方法,填补该型材料部件损伤修复国内空白,通过激光熔覆的方式修复其磨损或其它缺陷的工艺方法,解决了超高强钢修复层强韧性下降的问题。
技术实现思路
1、本发明的目的是克服现有技术的不足,提供一种超高强钢激光熔覆修复工艺方法,填补该型材料部件损伤修复国内空白,通过激光熔覆的方式修复其磨损或其它缺陷的工艺方法,解决了超高强钢修复层强韧性下降的问题。
2、为了达到上述目的,本发明提供一种超高强钢激光熔覆修复工艺方法,包括以下步骤:
3、s1,检测损伤位置特征;根据损伤特征对损伤区域进行疲劳层机加工、清洗;
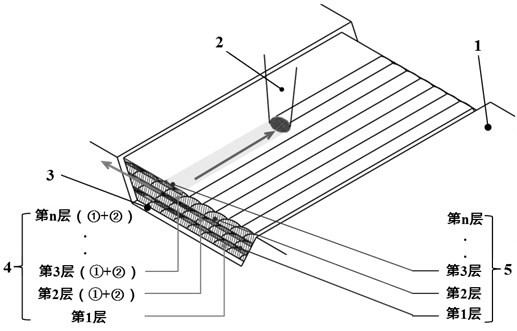
4、s2,采用同质材料,在损伤区域同轴或旁轴送粉方式高功率激光熔覆,每熔覆2层,再激光重熔熔覆层,交替进行2层熔覆、1层重熔;激光熔覆功率约为激光重熔2~3倍;
5、s3,每2层激光熔覆层中,第1层激光熔覆扫描速度为17~24mm/s,第2层激光熔覆扫描速度为5~12mm/s;激光重熔扫描速度为2~6mm/s;针对平面缺陷修复,激光熔覆层与激光重熔层的焊道方向需相差30~90°;
6、s4,针对轴类零件表面整体磨损修复,采用螺旋轨迹激光熔覆修复,再反方向螺旋轨迹激光重熔该熔覆层;堆焊层数增加时以此类推,直至堆焊至修复尺寸。
7、同现有技术相比,本发明具备以下有益效果:
8、采用同质材料在超高强钢的损伤区域进行预置、同轴或旁轴送粉方式高功率激光熔覆,每熔覆2层,再激光重熔该熔覆层,交替进行2层激光熔覆、1层激光重熔,有效解决了因熔覆过程外延生长柱状晶导致的横向拉伸强度和韧性低从而影响抗裂性的问题。
技术特征:
1.一种超高强钢激光熔覆修复工艺方法,其特征在于,包括以下步骤:
技术总结
本发明涉及航空维修与再制造技术领域,具体地说是一种超高强钢激光熔覆修复工艺方法,包括检测损伤位置特征,采用同质材料在超高强钢的损伤区域进行预置、同轴或旁轴送粉方式高功率激光熔覆,每熔覆2层,再激光重熔该熔覆层,交替进行2层激光熔覆、1层激光重熔,有效解决了因熔覆过程外延生长柱状晶导致的横向拉伸强度和韧性低从而影响抗裂性的问题。
技术研发人员:龚群甫,姚成武
受保护的技术使用者:上海海鹰机械厂
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!