铸件用旋翼式高效打磨装置的制作方法
本发明涉及铸件打磨设备,尤其是铸件用旋翼式高效打磨装置。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件。
2、熔模铸造是铸件生产的方式之一,在实际生产中,通过熔模铸造的方式批量生产中小型衬套是常用的生产手段,在铸件铸造完成后,需通过人工对铸件的浇注结合处进行毛刺飞边的打磨,一般的飞边通常由外端向圆弧面两侧呈辐射状态,在人工打磨时需对衬套往复旋转一定的角度使打磨后的衬套在打磨处与衬套外壁结合从而更为圆滑,现有的打磨方式存在以下较大的缺陷:
3、1、人工打磨需手持衬套,在打磨过程中操作人员易与打磨头接触,造成生产事故,安全性较低;
4、2、普通的打磨头打磨效率较低,不具备切削的功能,在对较厚的飞边毛刺进行打磨时耗时较长,并且需要手动调整打磨角度,从而致使零件的生产效率会大大降低。
5、因此,本发明提供了一种采用旋翼式的打磨头进行零件打磨的打磨装置来提升零件的生产效率。
技术实现思路
1、本发明针对现有技术中的不足,提供了铸件用旋翼式高效打磨装置。
2、为解决上述技术问题,本发明通过下述技术方案得以解决:铸件用旋翼式高效打磨装置,包括旋翼打磨机及用于夹持铸件的夹具。
3、上述方案中,优选的,夹具包括架体、第一定位块及第二定位块,第一定位块转动设于架体上,第二定位块穿设架体后转动连接有夹具气缸;
4、第一定位块一端用于与铸件顶靠,另一端穿设架体后设置有摆动板;
5、架体上设有与摆动板相连并驱使第一定位块实现往复转动的摆动气缸;
6、摆动板上设有摆动槽,摆动气缸上设有与摆动槽相配合的摆动销;
7、铸件被夹具上的定位块夹紧后,通过摆动气缸驱动摆动销往复滑动实现对第一定位块的往复转动,从而使铸件在与旋翼打磨机打磨时往复摆动,使毛刺飞边实现清除。
8、上述方案中,优选的,架体上设有直线模组,直线模组的滑块上设置有升降推杆,旋翼打磨机设于升降推杆上,直线模组、升降推杆、摆动气缸及夹具气缸均与plc控制器相连。
9、上述方案中,优选的,架体上设有用于固定第二定位块的定位组件,定位组件包括定位架,定位架上滑动设有定位套,定位套上设有第一齿部,第二定位块上设有滑动后与第一齿部相啮合的第二齿部,定位架上设有与定位套相吸附的电磁铁,定位套与定位架之间设有第一弹簧。
10、上述方案中,优选的,旋翼打磨机上设有感应块,架体上设有与滑动后感应块相配合的感应开关,感应开关与电磁铁通过plc控制器电连接。
11、上述方案中,优选的,升降推杆上设有检测组件,检测组件包括滑动设于升降推杆推杆端的检测板,升降推杆推杆端设有限位板,检测板与限位板之间设有第二弹簧,检测板上设有与拉绳,拉绳穿设限位板及架体后与定位套相连,当检测板下降至对应高度时,感应开关触发使电磁铁吸附定位套,并驱使检测板向上滑动停止检测。
12、上述方案中,优选的,检测板上对称设有检测飞边辐射宽度的检测杆组,检测杆组与检测板之间设有第三弹簧,检测杆组上设有与检测板相配合的导向杆。
13、上述方案中,优选的,检测板上设有可感应检测杆组滑动距离的检测开关,检测开关与plc控制器相连。
14、上述方案中,优选的,架体上设有驱动摆动气缸升降的驱动推杆,驱动推杆与检测开关相连,通过plc控制器将检测开关的检测距离反馈至驱动推杆上使其上升。
15、上述方案中,优选的,检测杆组包括设于旋翼打磨机的旋翼头两侧的检测杆,检测板上设有供检测杆滑动的滑槽,检测杆端部设有圆弧过渡。
16、上述方案中,优选的,摆动气缸为滑台气缸,摆动销设于滑台气缸的滑台上。
17、本发明的有益效果是:本发明提供了一种采用旋翼式打磨机对衬套铸件进行自动打磨的装置,并根据飞边向圆弧侧的辐射宽度对夹具的摆动角度进行调整,达到与手工打磨同等的效果,并且打磨精度高于手工打磨,提升打磨效率的同时大幅降低了人工劳动力。
技术特征:
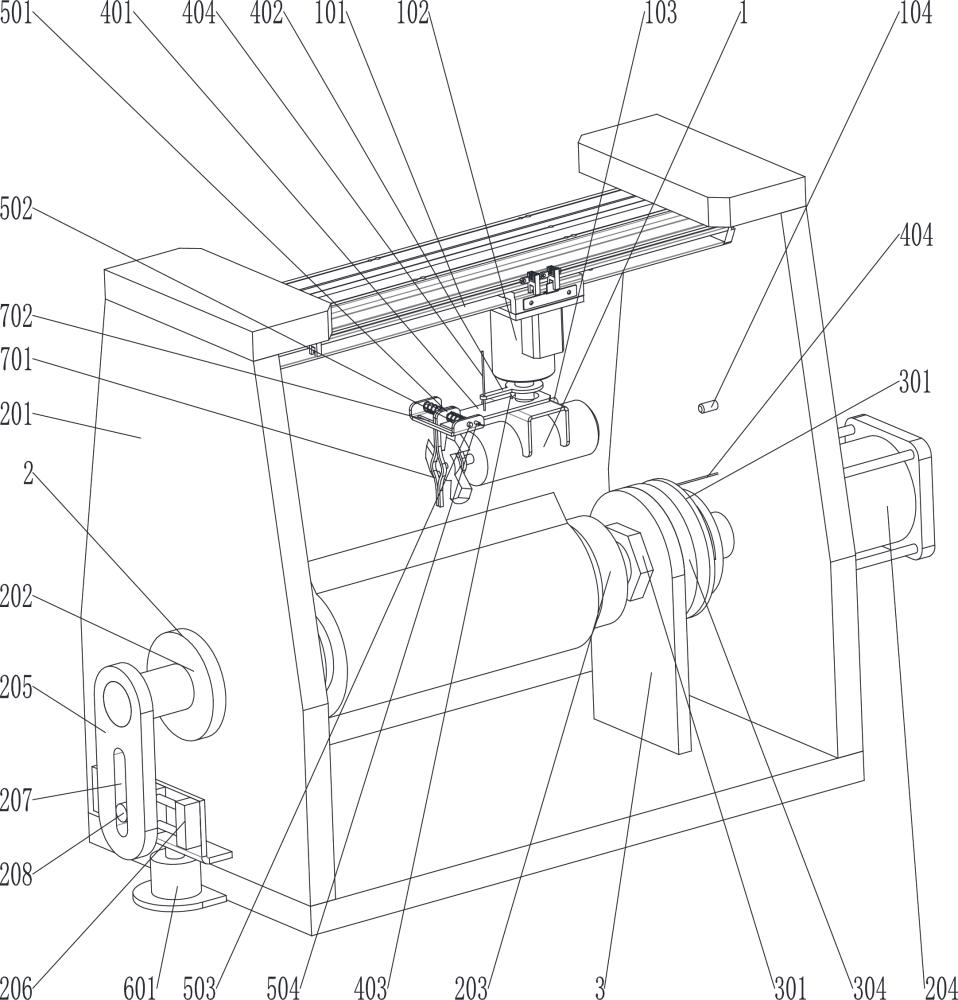
1.铸件用旋翼式高效打磨装置,包括旋翼打磨机(1)及用于夹持铸件的夹具(2),其特征在于:夹具(2)包括架体(201)、第一定位块(202)及第二定位块(203),第一定位块(202)转动设于架体(201)上,第二定位块(203)穿设架体(201)后转动连接有夹具气缸(204);
2.根据权利要求1所述的铸件用旋翼式高效打磨装置,其特征在于:架体(201)上设有直线模组(101),直线模组(101)的滑块上设置有升降推杆(102),旋翼打磨机(1)设于升降推杆(102)上,直线模组(101)、升降推杆(102)、摆动气缸(206)及夹具气缸(204)均与plc控制器相连。
3.根据权利要求2所述的铸件用旋翼式高效打磨装置,其特征在于:架体(1)上设有用于固定第二定位块(203)的定位组件,定位组件包括定位架(3),定位架(3)上滑动设有定位套(301),定位套(301)上设有第一齿部(302),第二定位块(203)上设有滑动后与第一齿部(302)相啮合的第二齿部(303),定位架(3)上设有与定位套(301)相吸附的电磁铁(304),定位套(301)与定位架(3)之间设有第一弹簧(305)。
4.根据权利要求3所述的铸件用旋翼式高效打磨装置,其特征在于:旋翼打磨机(1)上设有感应块(103),架体(201)上设有与滑动后感应块(103)相配合的感应开关(104),感应开关(104)与电磁铁(304)通过plc控制器电连接。
5.根据权利要求4所述的铸件用旋翼式高效打磨装置,其特征在于:升降推杆(102)上设有检测组件,检测组件包括滑动设于升降推杆(102)推杆端的检测板(401),升降推杆(102)推杆端设有限位板(402),检测板(401)与限位板(402)之间设有第二弹簧(403),检测板(401)上设有与拉绳(404),拉绳(404)穿设限位板(402)及架体(201)后与定位套(301)相连,当检测板(401)下降至对应高度时,感应开关(104)触发使电磁铁(304)吸附定位套(301),并驱使检测板(401)向上滑动停止检测。
6.根据权利要求5所述的铸件用旋翼式高效打磨装置,其特征在于:检测板(401)上对称设有检测飞边辐射宽度的检测杆组(501),检测杆组(501)与检测板(401)之间设有第三弹簧(502),检测杆组(501)上设有与检测板(401)相配合的导向杆(503)。
7.根据权利要求6所述的铸件用旋翼式高效打磨装置,其特征在于:检测板(401)上设有可感应检测杆组(501)滑动距离的检测开关(504),检测开关(504)与plc控制器相连。
8.根据权利要求7所述的铸件用旋翼式高效打磨装置,其特征在于:架体(201)上设有驱动摆动气缸(206)升降的驱动推杆(601),驱动推杆(601)与检测开关(504)相连,通过plc控制器将检测开关(504)的检测距离反馈至驱动推杆(601)上使其上升。
9.根据权利要求6所述的铸件用旋翼式高效打磨装置,其特征在于:检测杆组(501)包括设于旋翼打磨机(1)的旋翼头两侧的检测杆(701),检测板(401)上设有供检测杆(701)滑动的滑槽(702),检测杆(701)端部设有圆弧过渡。
10.根据权利要求1所述的铸件用旋翼式高效打磨装置,其特征在于:摆动气缸(206)为滑台气缸,摆动销(208)设于滑台气缸的滑台上。
技术总结
本发明公开了铸件用旋翼式高效打磨装置,包括旋翼打磨机及用于夹持铸件的夹具;夹具包括架体、第一定位块及第二定位块,第一定位块转动设于架体上,第二定位块穿设架体后转动连接有夹具气缸;第一定位块一端用于与铸件顶靠,另一端穿设架体后设置有摆动板;架体上设有与摆动板相连并驱使第一定位块实现往复转动的摆动气缸;摆动板上设有摆动槽,摆动气缸上设有与摆动槽相配合的摆动销;本发明提供了一种采用旋翼式打磨机对衬套铸件进行自动打磨的装置,并根据飞边向圆弧侧的辐射宽度对夹具的摆动角度进行调整,达到与手工打磨同等的效果,并且打磨精度高于手工打磨,提升打磨效率的同时大幅降低了人工劳动力。
技术研发人员:赖可峰,张成龙
受保护的技术使用者:浙江浩悦自动化科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!