一种高牌号无取向硅钢加热炉控制方法与流程
本发明属于冶金,具体涉及一种高牌号无取向硅钢加热炉控制方法。
背景技术:
1、高牌号无取向硅钢是电工钢品种,在热连轧轧制时工艺窗口窄,过程要求精度高,主要的热加工工艺过程分为加热、粗轧往复轧制、七机架精轧机连轧、卷取成卷、包装发运。
2、目前,高牌号无取向硅钢通常采用步进式加热炉进行加热,1549线加热炉为8段6点供热步进式连续加热炉,烧咀布置在炉顶与侧墙,加热炉按纵向布局依次分为预热段、一热热段、二加热段、均热段,各段按立体剖面又分上部段和下部段。
3、由于高牌号无取向硅钢钢种特性,在成分设计上一般以含si和al为主要元素,而si和al本身在加工塑性方面非常差,延伸性能不足,变形抗力大,容易在轧制时产生开裂、头部轧烂、过负荷报警、厚度超差等一系列问题,造成故障停机、产品质量不合标等等,不仅降低作业率,而且增加质量成本。
4、目前,通常情况下,钢在热加工时一般选择温度较高、塑性相对较好的区间进行轧制生产(一般钢的加热温度1200-1250℃,加热时间180-200min)。然而,对于高牌号无取向硅钢而言,为保证成品磁性能满足要求,往往要降低加热温度。如此一来,二者相互矛盾,所以对于高牌号无取向硅钢的加热温度选择及过程精细化控制至关重要。
技术实现思路
1、为了解决上述全部或部分问题,本发明的目的在于提供一种高牌号无取向硅钢加热炉控制方法,可以提高高牌号无取向硅钢加热温度均匀性,降低高牌号无取向硅钢头部轧烂、废钢故障,提高作业率,降低成本。
2、本发明提供了一种高牌号无取向硅钢加热炉控制方法,包括如下步骤:
3、s1,控制一加热段炉温1010-1080℃,控制高牌号无取向硅钢目标温度1050℃;
4、s2,控制二加热段炉温1070-1120℃,控制高牌号无取向硅钢目标温度1100℃;
5、s3,控制均热段炉温1060-1110℃,控制高牌号无取向硅钢目标温度1090℃。
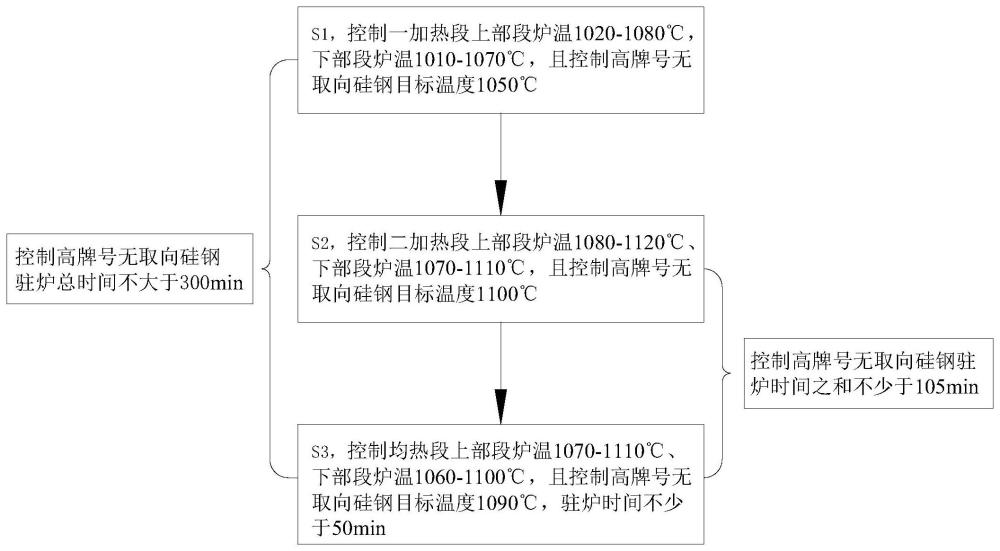
6、可选地,在s1中,控制一加热段的上部段炉温1020-1080℃、下部段炉温1010-1070℃。
7、可选地,在s2中,控制二加热段的上部段炉温1080-1120℃、下部段炉温1070-1110℃。
8、可选地,在s3中,控制均热段的上部段炉温1070-1110℃、下部段炉温1060-1100℃。
9、可选地,一加热段炉温与二加热段炉温的温度梯度为30-70℃。
10、可选地,二加热段炉温与均热段炉温的温度梯度为10-20℃。
11、可选地,高牌号无取向硅钢目标的总驻炉时间不大于300min。
12、可选地,均热段驻炉时间不少于50min。
13、可选地,二加热段与均热段的驻炉时间之和不少于105min。
14、由上述技术方案可知,本发明提供的高牌号无取向硅钢加热炉控制方法,具有以下优点:
15、该控制方法通过对高牌号无取向硅钢在各加热段的停留时间、均热段时间、过程控制温度、温度差、加热时间等方面进行优化与细化,相较于传统轧制车间的高温,该控制方法降低了高牌号无取向硅钢加热温度,并且优化各项数据,有效提升了高牌号无取向硅钢加热温度均匀性,克服了高牌号无取向硅钢头部跑偏、轧烂、甩尾、废钢停机故障,不仅提升了高牌号无取向硅钢轧制稳定性,又能提高作业率,还能降低成本。
16、本发明的其它特征和优点将在随后的说明书中阐述。
技术特征:
1.一种高牌号无取向硅钢加热炉控制方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的控制方法,其特征在于,在s1中,控制一加热段的上部段炉温1020-1080℃、下部段炉温1010-1070℃。
3.根据权利要求1所述的控制方法,其特征在于,在s2中,控制二加热段的上部段炉温1080-1120℃、下部段炉温1070-1110℃。
4.根据权利要求1所述的控制方法,其特征在于,在s3中,控制均热段的上部段炉温1070-1110℃、下部段炉温1060-1100℃。
5.根据权利要求1所述的控制方法,其特征在于,一加热段炉温与二加热段炉温的温度梯度为30-70℃。
6.根据权利要求5所述的控制方法,其特征在于,二加热段炉温与均热段炉温的温度梯度为10-20℃。
7.根据权利要求1所述的控制方法,其特征在于,高牌号无取向硅钢目标的总驻炉时间不大于300min。
8.根据权利要求7所述的控制方法,其特征在于,均热段驻炉时间不少于50min。
9.根据权利要求8所述的控制方法,其特征在于,二加热段与均热段的驻炉时间之和不少于105min。
技术总结
本发明公开了一种高牌号无取向硅钢加热炉控制方法,解决了高牌号无取向硅钢加热温度均匀性较差、作业率低、成本高的技术问题。该控制方法包括如下步骤:S1,控制一加热段炉温1010‑1080℃,控制高牌号无取向硅钢目标温度1050℃;S2,控制二加热段炉温1070‑1120℃,控制高牌号无取向硅钢目标温度1100℃;S3,控制均热段炉温1060‑1110℃,控制高牌号无取向硅钢目标温度1090℃;高牌号无取向硅钢目标的总驻炉时间不大于300min,均热段驻炉时间不少于50min,二加热段与均热段的驻炉时间之和不少于105min。本发明可以提高高牌号无取向硅钢加热温度均匀性,降低高牌号无取向硅钢头部轧烂、废钢故障,提高作业率,降低成本。
技术研发人员:张怀富,胡海晋,秦波
受保护的技术使用者:山西太钢不锈钢股份有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!