等离子喷涂系统及方法与流程
本发明涉及喷涂,尤其涉及一种等离子喷涂系统及方法。
背景技术:
1、电解水制氢具有技术成熟,原料来源广,制氢纯度高等优点,易于实现工业化的生产。在电解水的过程中,制约制氢效率的一个重要原因是阴极析氢反应和阳极析氧反应的过电位较高。这势必会导致电解槽能耗高,制约电解水制氢的产业发展。为降低析氢过电位,需要开发具有高催化活性的阴极材料。
2、目前,析氢电极采用的催化涂层多为二元合金涂层,如常见的镍铝(雷尼镍)涂层,以及在镍铝的基础上增加新的合金元素制备三元合金涂层(如ni-mo-al,ni-fe-al等)。由于第三种元素与镍、铝的协同作用,三元合金涂层往往具有比二元合金涂层更高的催化活性,多元合金催化涂层(如四元涂层,ni-fe-co-mo)也表现出良好的催化性能。
3、析氢催化涂层多经由等离子喷涂技术制备,但若采用等离子喷涂技术制备多元涂层,若采用单送粉的等离子喷涂装置,则需要定制合金粉,成本高昂,而且因送丝送料的范围问题,容易导致丝粉分布不均,影响喷涂效果,降低涂层质量的问题。
技术实现思路
1、本发明提供一种等离子喷涂系统及方法,用以解决现有技术中的缺陷之一,结构更加简单易于实现,对喷涂装置和喷涂工艺的要求相对较低。送粉口围绕送丝口设置,能够使丝料与粉料在熔融时各元素分散相对均匀,提高喷涂前的材料均和效果,保证喷涂后催化涂层的形成质量。
2、本发明提供一种等离子喷涂系统,包括:
3、送料装置,所述送料装置设有送丝口和送粉口,所述送丝口的送料方向与所述送粉口的送料方向相同,且所述送粉口围绕所述送丝口设置;
4、喷涂装置,所述喷涂装置设有喷气口,所述喷气口的喷气方向与所述送料方向垂直。
5、根据本发明提供的一种等离子喷涂系统,所述送丝口与所述送粉口可同步出料。
6、根据本发明提供的一种等离子喷涂系统,所述送料装置包括:
7、内套筒,所述内套筒的内侧形成送丝通道,所述送丝通道与所述送丝口连通;
8、外套筒,所述外套筒套设于所述内套筒的外侧,所述内套筒与所述外套筒之间形成送粉通道,所述送粉通道与所述送粉口连通。
9、根据本发明提供的一种等离子喷涂系统,所述外套筒还设有进气孔,所述进气孔适于进入气体平衡所述外套筒内的压力,所述外套筒还设有送料槽,所述送料槽围设于所述送粉口的外侧,适于对所述送粉口的粉料和所述送丝口的丝料进行聚拢。
10、根据本发明提供的一种等离子喷涂系统,所述喷气口适于距离待喷涂基板介于80至150毫米。
11、根据本发明提供的一种等离子喷涂系统,所述喷涂装置包括:
12、喷枪,所述喷枪设有所述喷气口;
13、机械臂,所述机械臂与所述喷枪连接。
14、根据本发明提供的一种等离子喷涂系统,所述等离子喷涂系统还包括:
15、粉源,所述粉源与所述送料装置的进粉口连通;
16、丝源,所述丝源与所述送料装置的进丝口连通;
17、气源,所述气源与所述喷涂装置的进气口连通;
18、控制装置,所述控制装置分别与所述粉源、所述丝源和所述气源连接,适于控制所述送料装置的送丝速度和送粉速度以及所述气源的送气压力和流量。
19、根据本发明提供的一种等离子喷涂系统,所述送丝口与所述送粉口同轴设置。
20、本发明还提供一种等离子喷涂方法,应用如上所述等离子喷涂系统,包括:
21、根据涂层的各元素比例以及丝料与粉料的元素组成比例,调节送料装置的送丝速度与送粉速度,调节喷涂装置的主气体喷气压力和流量;
22、基于所述喷涂装置的功率和喷气流量,通过调节电源调节器和喷涂装置的辅助气体喷气流量对工作电压和电流进行调节,直至涂层的电化学性,涂层厚度及涂层结合力均满足需求。
23、根据本发明提供的一种等离子喷涂方法,所述喷涂装置的输入功介于40至80千瓦之间,所述喷涂装置的工作电压介于100至200伏之间,所述喷涂装置的工作电流介于200至800安培之间,所述喷涂装置的送丝速度为10至80厘米每秒之间,所述喷涂装置的送粉速度介于50-150克每分钟之间。
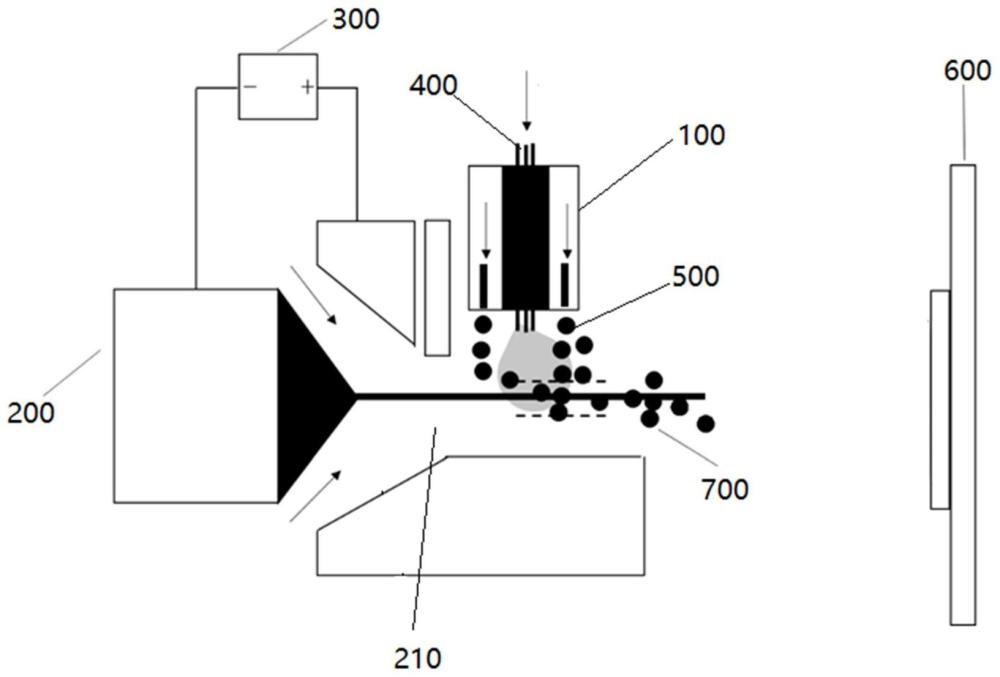
24、本发明提供的等离子喷涂系统,用于对析氢电极进行催化涂层喷涂。送料装置通过送粉口向外部输送粉料,通过送丝口向外部输送丝料,粉料的输送方向与丝料的输送方向相同,且均与喷涂装置的喷气方向垂直,喷涂装置为等离子喷涂装置,采用由直流电驱动的等离子电弧作为热源,将送料装置输送出的粉料和丝料加热到熔融或半熔融状态,并以高速气体喷向经过预处理的基板表面形成附着牢固的表面层,实现析氢电极的催化涂层喷涂。
25、喷涂装置与送料装置相对独立设置,即将送料装置外置于喷涂装置,无需对原本的等离子喷涂装置做结构改变,与现有技术中将送料装置结合到等离子喷涂装置内部的喷涂系统相比,本发明实施例的结构更加简单易于实现,对喷涂装置和喷涂工艺的要求相对较低。送粉口围绕送丝口设置,能够使丝料与粉料在熔融时各元素分散相对均匀,提高喷涂前的材料均和效果,保证喷涂后催化涂层的形成质量。
26、通过本发明实施例的等离子喷涂系统喷涂催化涂层的电极具有高温稳定性,良好的导电性和导热性,催化涂层能够在电极的最大使用寿命内提供可靠的表现。另外,等离子喷涂系统在工作时的各工艺参数都可定量控制,涂层再现性好。
技术特征:
1.一种等离子喷涂系统,其特征在于,包括:
2.根据权利要求1所述的等离子喷涂系统,其特征在于,所述送丝口与所述送粉口可同步出料。
3.根据权利要求1所述的等离子喷涂系统,其特征在于,所述送料装置包括:
4.根据权利要求3所述的等离子喷涂系统,其特征在于,所述外套筒还设有进气孔,所述进气孔适于进入气体平衡所述外套筒内的压力,所述外套筒还设有送料槽,所述送料槽围设于所述送粉口的外侧,适于对所述送粉口的粉料和所述送丝口的丝料进行聚拢。
5.根据权利要求1所述的等离子喷涂系统,其特征在于,所述喷气口适于距离待喷涂基板介于80至150毫米之间。
6.根据权利要求1所述的等离子喷涂系统,其特征在于,所述喷涂装置包括:
7.根据权利要求1至6任意一项所述的等离子喷涂系统,其特征在于,所述等离子喷涂系统还包括:
8.根据权利要求1至6任意一项所述的等离子喷涂系统,其特征在于,所述送丝口与所述送粉口同轴设置。
9.一种等离子喷涂方法,其特征在于,应用如权利要求1至8任意一项所述等离子喷涂系统,包括:
10.根据权利要求9所述的等离子喷涂方法,其特征在于,所述喷涂装置的输入功介于40至80千瓦之间,所述喷涂装置的工作电压介于100至200伏之间,所述喷涂装置的工作电流介于200至800安培之间,所述喷涂装置的送丝速度为10至80厘米每秒之间,所述喷涂装置的送粉速度介于50-150克每分钟之间。
技术总结
本发明涉及喷涂技术领域,尤其涉及一种等离子喷涂系统及方法,等离子喷涂系统包括:送料装置,送料装置设有送丝口和送粉口,送丝口的送料方向与送粉口的送料方向相同,且送粉口围绕送丝口设置;喷涂装置,喷涂装置设有喷气口,喷气口的喷气方向与送料方向垂直。与现有技术中将送料装置结合到等离子喷涂装置内部的喷涂系统相比,本发明实施例的结构更加简单易于实现,对喷涂装置和喷涂工艺的要求相对较低。送粉口围绕送丝口设置,能够使丝料与粉料在熔融时各元素分散相对均匀,提高喷涂前的材料均和效果,保证喷涂后催化涂层的形成质量。
技术研发人员:陈婉清,尹思佳,彭宏程
受保护的技术使用者:三一氢能有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!