一种无粘粉高光泽3D打印多孔金属骨植入体及其制造方法
本发明属于金属增材制造骨科医疗器械领域,具体涉及一种无残留金属粘粉和高光泽表面的多孔金属骨植入体及其制造方法。
背景技术:
1、近年来,医疗3d打印技术的发展正推动传统骨外科手术由通用型治疗向精准修复的方向不断发展。3d打印多孔金属骨植入体是治疗骨缺损相关疾病的有效方案之一,具有可定制、重量轻、力学性能好等优点,同时其可控的多孔网格结构设计不仅能有效防止传统实心植入体带来的应力遮挡问题,还能为体液的传输和新骨的长入提供合适的空间以促进植入体和宿主骨之间的整合。
2、目前用于骨科金属植入体的增材制造技术主要包括激光选区熔化技术和电子束选区熔化技术两种。两者均是依照cad辅助切片模型中预先规划好的路径对金属粉末床层进行扫描,利用金属粉末在激光或电子束可控照射下的熔化-凝固转变从而达到冶金结合的效果,并通过逐层叠加的方式实现金属植入体的三维制造。
3、然而,现阶段基于金属粉末床选区熔化的增材制造技术在打印过程中不可避免的会在熔池内部和边缘形成内高外低的温度梯度,使得现有3d打印多孔金属骨植入体的表面均会附着一层不良粘附的金属粉末(粘粉现象)。传统振动、气吹、水洗、超声等工艺仅能去除3d打印多孔金属骨植入体内部残留的游离型金属粉末;而机械抛光和喷砂等处理工艺受几何加工空间的限制,只能去除3d打印多孔金属骨植入体最表层附着的残留金属粉末,而无法去除植入体内部孔壁上的粘粉。这一现状使得现有3d打印多孔金属骨植入体在手术操作过程中,以及植入人或动物体内后,易受摩擦、碰撞、体液腐蚀等原因而造成表面不良粘附金属粉末的剥离和脱落,从而给植入体的长期使用埋下极大安全隐患。
技术实现思路
1、本发明的目的在于解决现有技术中3d打印多孔金属骨植入体在手术操作和植入体内后面临的金属残留粉末脱落、引发后续并发症等问题,而提供一种无粘粉高光泽3d打印多孔金属骨植入体及其制造方法。基于金属粉末床选区熔融增材制造产品表面不同残留金属粉末的几何形态和特殊放电效应,通过集成了一系列振动、水洗、气吹、超声和表面等离子抛光等后处理工艺,以去除多孔金属骨植入体表面的残余金属粉末,并赋予植入体高光泽的表面特性。
2、为达到上述目的,本发明是通过如下手段得以实现的:
3、本发明第一方面提供了一种无粘粉高光泽3d打印多孔金属骨植入体的制备方法,包括如下步骤:
4、(1)设计植入体的结构模型,填充多孔网格阵列并设计打印支撑结构;
5、(2)对植入体填充过程中产生的缺陷进行修复;
6、(3)利用金属粉末床选区熔融成型工艺打印多孔金属骨植入体模型的实体;
7、(4)将打印好的多孔金属骨植入体实体网格骨架与支撑结构分离;
8、(5)对分离得到的多孔金属骨植入体网格骨架进行预处理;
9、(6)去除已完成预处理的多孔金属骨植入体金属网格骨架上的不良粘附残留金属粉末,并进行清洗,即得。
10、作为优选地,步骤(1)中所述设计植入体的结构模型具体包括如下步骤:
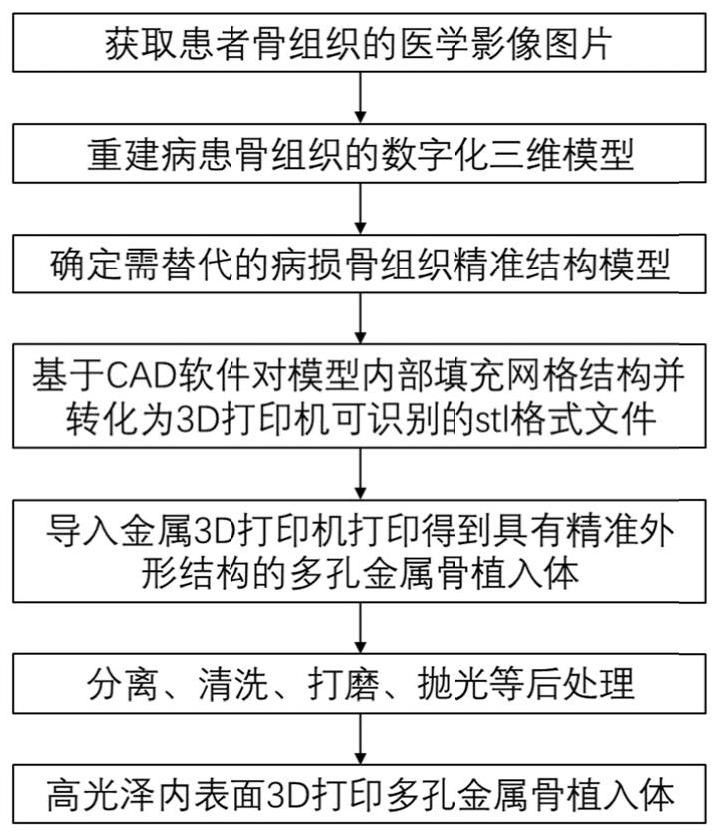
11、a.获取患者骨组织医学影像照片;
12、b.重建患者骨组织的数字化三维模型;
13、c.设计并确定与缺损骨组织精准匹配的结构模型。
14、作为优选地,步骤(2)中所述缺陷包括但不限于破面、碎片中的一种或多种。
15、作为优选地,步骤(4)中所述分离的方式选自线切割、钳工处理中的一种或多种。
16、作为优选地,步骤(5)中所述预处理具体为:依次通过振动、气吹、超声、水洗工艺去除游离金属粉末,通过手工抛光、喷砂去除多孔金属植入体表面尖锐毛刺和异常凸起结构。
17、作为优选地,所述气吹为压缩空气吹扫。
18、作为优选地,步骤(6)中通过液相等离子抛光去除多孔金属骨植入体金属网格骨架上的不良粘附残留金属粉末,并将表面粗糙度ra抛至小于0.1μm。
19、作为优选地,所述液相等离子抛光的条件具体为:温度为60-100℃,电压为180-240v,电流为3-5a,时间为400-800s;最优选地,所述液相等离子抛光的条件具体为:温度为80℃,电压为220v,电流为4a,时间为600s。
20、作为优选地,步骤(6)中所述清洗为超声清洗。
21、本发明第二方面提供了一种根据上述制备方法制备得到的无粘粉高光泽3d打印多孔金属骨植入体。
22、作为优选地,所述无粘粉高光泽3d打印多孔金属骨植入体,包括金属基材、与缺损骨组织精准匹配的外形结构、多孔网格阵列结构和高光泽金属网格骨架。
23、作为优选地,所述金属基材选自医用钛、钛合金、钴铬合金、钽、316l不锈钢中的一种或多种。
24、作为优选地,所述与缺损骨组织精准匹配的外形结构是通过计算机辅助医学影像处理技术经三维重建和医工交互设计确定的与缺损部位或手术拟截取部位骨组织外形精准匹配的外形结构,包括但不限于长骨、颌面骨、关节和椎骨中的一种或多种。
25、作为优选地,所述多孔网格阵列是通过将建模软件中制作得到的最小网格单元结构模型导入网格填充软件后,经三维方向上重复阵列形成的连续贯通多孔网络结构。
26、作为优选地,所述建模软件选自3ds max;所述网格填充软件选自magics。
27、作为优选地,所述多孔网格阵列的内部最小连通孔径至少为金属基材粉末平均直径的3倍。
28、作为优选地,所述高光泽金属网格骨架为多孔网格阵列结构经3d打印得到的实体,且所述金属网格骨架实体的表面呈平整、无残留金属粉末附着的高光泽形态。
29、本发明相对于现有技术具有如下有益效果:
30、(1)与传统金属植入体加工方式(铸造、锻造、数控铣削)相比,本发明利用三维数字化骨科技术和金属增材制造技术,能够实现与患者缺损骨组织外形精准适配植入体的快速生产,并赋予植入体可控的三维多孔结构。
31、(2)与现有3d打印多孔金属骨植入体相比,本发明通过集成水洗、气吹、超声和表面等离子抛光等后处理工艺,能够高效去除3d打印金属植入体表面和内部附着的残留金属粉末,并赋予多孔植入体高光泽的整饰表面,避免了传统3d打印多孔金属骨植入体在操作过程中和植入体内后的残留金属粉末脱落问题,提高了3d打印多孔金属骨植入体长期植入时的安全性和可靠性。
32、(3)本发明无粘粉高光泽3d打印多孔金属骨植入体加工技术表面粗糙度小于0.1μm,适用于对表面粗糙要求较高的植入体样品的加工,如膝关节植入体、髋关节植入体等关节类植入体,光滑的表面可以减小磨损和磨屑。为关节部位提供更好的润滑效果,保护关节面。恢复关节原有运动能力,减小运动不适感。
技术特征:
1.一种无粘粉高光泽3d打印多孔金属骨植入体的制备方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的制备方法,其特征在于,步骤(1)中所述设计植入体的结构模型具体包括如下步骤:
3.根据权利要求1所述的制备方法,其特征在于,步骤(2)中所述缺陷包括但不限于破面、碎片中的一种或多种。
4.根据权利要求1所述的制备方法,其特征在于,步骤(4)中所述分离的方式选自线切割、钳工处理中的一种或多种。
5.根据权利要求4所述的制备方法,其特征在于,依次通过振动、气吹、超声、水洗工艺去除游离金属粉末,通过手工抛光、喷砂去除多孔金属植入体表面尖锐毛刺和异常凸起结构。
6.根据权利要求5所述的制备方法,其特征在于,所述气吹为压缩空气吹扫。
7.根据权利要求1所述的制备方法,步骤(6)中通过液相等离子抛光去除多孔金属骨植入体金属网格骨架上的不良粘附残留金属粉末,并将表面粗糙度ra抛至小于0.1μm。
8.根据权利要求7所述的制备方法,其特征在于,所述液相等离子抛光的条件具体为:温度为60-100℃,电压为180-240v,电流为3-5a,时间为400-800s。
9.根据权利要求1所述的制备方法,其特征在于,步骤(6)中所述清洗为超声清洗。
10.根据权利要求1-9任一项所述制备方法制备得到的无粘粉高光泽3d打印多孔金属骨植入体。
技术总结
本发明涉及一种无粘粉高光泽3D打印多孔金属骨植入体及其制作方法,属于增材制造骨科医疗器械领域。该金属植入体具有与病变切除部位精准匹配的外形结构,内部互相连通的多孔网格阵列,以及无粘粉高光泽的金属网格骨架。所述多孔网状金属植入体经振动、水洗、气吹、超声和等离子抛光等净化处理后,植入体网格骨架表面和内部不良附着的残余金属粉末可以被高效去除;显微镜下观察可发现,多孔金属骨植入体网格骨架由处理前金属粉末粘附堆积形成的粗糙结构转向处理后的无粘粉高光泽结构。本发明植入体在植入人体后可避免因摩擦和体液腐蚀等原因引起的植入体表面不良粘附粉体脱落问题,减少有害金属离子的溶出,提高植入体的长期使用安全性。
技术研发人员:王迎军,张恒,况宇迪,柯俊华
受保护的技术使用者:华南理工大学
技术研发日:
技术公布日:2024/5/9
- 还没有人留言评论。精彩留言会获得点赞!