一种TRT叶片涂层的自动化高速熔覆方法与流程
本发明涉及trt叶片表面处理,更具体地讲,涉及一种trt叶片涂层的自动化高速熔覆方法。
背景技术:
1、trt机组,也叫高炉煤气余压透平发电装置,主要用于钢厂行业内高温煤气余气的回收利用。其原理是使用高炉煤气的余压进行发电,以降低能源的浪费。
2、由于高炉煤气含有很多腐蚀性气体介质和固体颗粒物以及水蒸气,其对trt透平叶片的腐蚀和磨损一直是行业内的一个顽疾。常规的叶片在没有任何防护涂层的情况下,其使用寿命非常短;
3、为解决上述技术问题,现有技术中目前较为可靠的方案是采用高能束熔覆工艺方案,来对叶片进行表面处理,以有效延长叶片的服役寿命。
4、理论上讲,熔覆涂层硬度越高越耐磨,因此一般采用熔覆高硬度且耐腐蚀的合金材料来形成熔覆涂层进而来提高叶片的耐磨性和耐腐蚀性能,以达到延长叶片使用寿命的目的。但高硬度合金熔覆材料由于硬度较高,脆性强、韧性差,熔覆前一般需要预热才能获得良好的熔覆涂层。但由于叶片材料特殊,对温度较为敏感,预热将影响叶片材料性能。因此,常规的熔覆工艺方法几乎很难在具有复杂曲面相接构成的叶片上获得硬度超过hrc40以上的均匀、完好的熔覆涂层。
5、就目前行业内情况而言,正是由于缺乏叶片表面改性熔覆的好的工艺方法而使得叶片在熔覆过程中表现为,搭接部位多,厚度不均匀,熔覆速度低、效率低,周期长、涂层成型及表面质量差;且在熔覆过程中未有效控制各区域熔覆路径导致叶片受热温度不均,处理后的叶片变形大,频频出现开裂。
技术实现思路
1、本发明所要解决的技术问题是,提供一种trt叶片涂层的自动化高速熔覆方法;
2、本发明解决技术问题所采用的解决方案是:
3、一种trt叶片涂层的自动化高速熔覆方法,具体包括以下步骤:
4、步骤s1:对于叶片基体进行建模,形成三维模型;
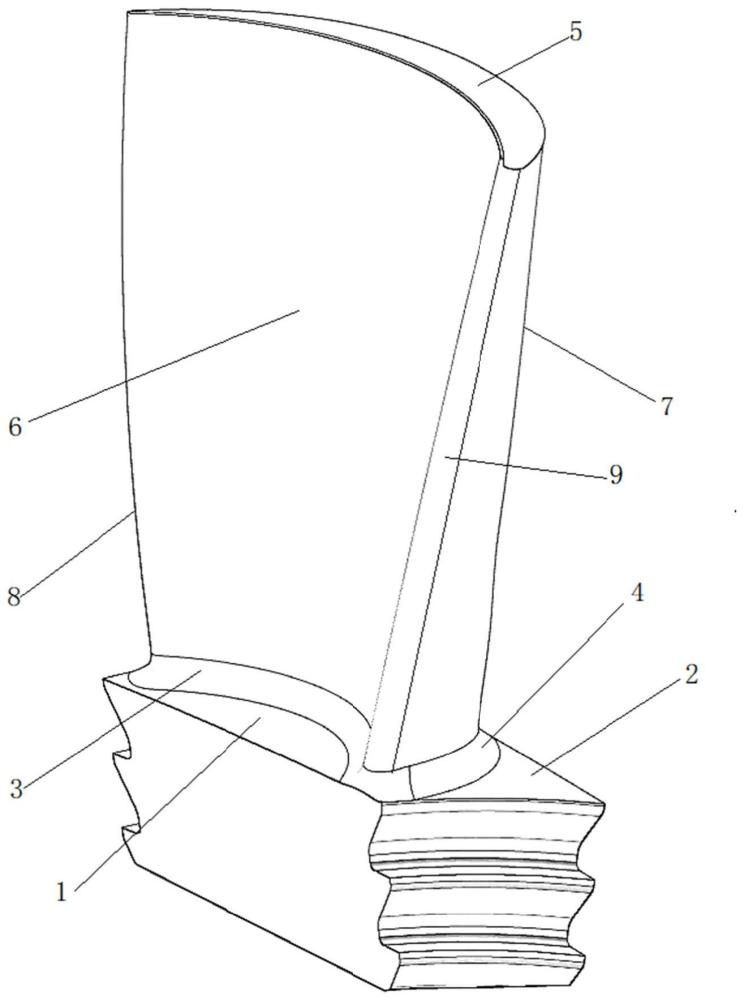
5、步骤s2:对三维模型进行分区;具体是指:将建模后的模型分区为叶根底面前区、叶根底面后区、根部r前区、根部r后区、叶片顶部区、叶片正面区、叶片背面区、叶片薄边区、以及叶片厚边区;
6、步骤s3:对叶片基体进行编号,将储存在可移动工装架上的叶片基体放入装夹工装上;
7、步骤s4:按照分区进行熔覆;
8、在一个区域熔覆完成后,根据熔覆的叶片基体,进行调整优化三维模型和熔覆参数,随后即可进行下一个区域的熔覆;
9、步骤s5:重复步骤s4直至整组叶片基体熔覆完成。
10、在一些可能的实施方式中,
11、所述熔覆的顺序依次为叶根底面前区、叶根底面后区、根部r前区、根部r后区、叶片顶部区、叶片正面区、叶片背面区、叶片薄边区、以及叶片厚边区。
12、在一些可能的实施方式中,
13、在将叶片基体放入装夹工装时,通过机械手进行叶片基体转运至装夹工装上,机械手同时对于叶片基体进行称重和拍照,以识别叶片编号,并记录叶片的重量信息。
14、若符合,则进行熔覆操作;若不符合,则报警提示。
15、在一些可能的实施方式中,
16、在熔覆时,熔覆扫描速度至少为30mm/s,激光功率为1000w-1800w,保护气的流量为20l/min-40l/min,光斑为1.5mm-2mm。
17、在一些可能的实施方式中,
18、在熔覆时,每个分区区域采用双向往复熔覆。
19、在一些可能的实施方式中,
20、在进行熔覆时,送粉模式为同轴送粉模式,所形成熔覆层的硬度≥hrc45。
21、在一些可能的实施方式中,
22、所述步骤s4中描述的,调整优化三维模型和熔覆参数具体是指对于叶片基体的熔覆姿态、待熔覆区域边界搭接参数、熔覆扫描速度、激光功率、保护气流量、光斑进行优化调整。
23、在一些可能的实施方式中,
24、所述保护气为纯度为99.999%的氩气。
25、在一些可能的实施方式中,
26、还包括:在整组叶片基体熔覆完成后,机械手抓取该组叶片基体并将其放置在在工装架的空位上;
27、储存待熔覆叶片的工装架自动移动另外一组同型号叶片基体至机械手在抓取位置;
28、机械手抓取该组叶片后放入装夹工装、进行熔覆;
29、熔覆完成后,被机械手取下放置在工装架的空位上;
30、如此重复,直至所有同类型叶片基体熔覆完成。
31、在一些可能的实施方式中,
32、熔覆后每个分区后熔覆区域的熔覆厚度相同。
33、与现有技术相比,本发明的有益效果:
34、本发明通过有效的对于熔覆区域进行分区,并按照顺序进行各分区熔覆,能够保证温度和应力分布均匀性,进而使得熔覆后的叶片基体不会出现开裂的情况;
35、本发明通过在每次熔覆后,对三维模型进行优化调整,避免由于叶片基体在熔覆后所产生的变形导致的搭接区域过大或不足,最终避免熔覆完成后的叶片出现开裂的情况;在每次熔覆后,优化后一个区域对应的熔覆工艺参数、熔覆路径和熔覆顺序,使得叶片的变形最小、残余应力最低;
36、本发明通过有效的控制熔覆参数,对熔覆区域进行分区,并按照先后顺序进行熔覆,最大限度降低了热输入、叶片基体的变形;相比现有技术具有变形低、熔覆涂层开裂倾向低的特点,实现了对叶片基体进行高品质的涂层制备。
技术特征:
1.一种trt叶片涂层的自动化高速熔覆方法,其特征在于,具体包括以下步骤:
2.根据权利要求1所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,所述熔覆的顺序依次为叶根底面前区、叶根底面后区、根部r前区、根部r后区、叶片顶部区、叶片正面区、叶片背面区、叶片薄边区、以及叶片厚边区。
3.根据权利要求1所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,在将叶片基体放入装夹工装时,通过机械手进行叶片基体转运至装夹工装上,机械手同时对叶片基体进行称重和拍照,以识别叶片编号,并记录叶片的重量信息。
4.根据权利要求1所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,在熔覆时,熔覆扫描速度至少为30mm/s,激光功率为1000w-1800w,保护气的流量为20l/min-40l/min,光斑为1.5mm-2mm。
5.根据权利要求1所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,在熔覆时,每个分区区域采用双向往复熔覆。
6.根据权利要求1所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,在进行熔覆时,送粉模式为同轴送粉模式。
7.根据权利要求1所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,所述步骤s4中描述的,调整优化三维模型和熔覆参数具体是指对于叶片基体的熔覆姿态、待熔覆区域边界搭接参数、熔覆扫描速度、激光功率、保护气流量、光斑进行优化调整。
8.根据权利要求4所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,所述保护气为纯度为99.999%的氩气。
9.根据权利要求1所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,还包括:在整组叶片基体熔覆完成后,机械手抓取该组叶片基体并将其放置在在工装架的空位上;
10.根据权利要求1所述的一种trt叶片涂层的自动化高速熔覆方法,其特征在于,熔覆后,每个熔覆区域的熔覆厚度相同。
技术总结
本发明涉及TRT叶片表面处理技术领域,具体公开了一种TRT叶片涂层的自动化高速熔覆方法,具体包括以下步骤:步骤S1:对于叶片基体进行建模,形成三维模型;步骤S2:对三维模型进行分区;步骤S3:对叶片基体进行编号,将储存在可移动工装架上的叶片基体放入装夹工装上;步骤S4:按照分区进行熔覆;在一个区域熔覆完成后,根据熔覆的叶片基体,进行调整优化三维模型和熔覆参数,随后即可进行下一个区域的熔覆;步骤S5:重复步骤S4直至整组叶片基体熔覆完成。本发明通过有效的对于熔覆区域进行分区,并按照顺序进行各分区熔覆,能够保证温度和应力分别均匀性,进而使得熔覆后的叶片熔覆涂层、均匀连续,不会出现开裂的情况。
技术研发人员:郑昌林,胡静,易建飞
受保护的技术使用者:德阳博蓝益业激光科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!