管件定位工装、管件端部打磨系统和管件端部打磨方法与流程
本发明涉及管件除锈,尤其涉及一种管件定位工装、管件端部打磨系统和管件端部打磨方法。
背景技术:
1、在管件预制生产过程中,管道和管件的对接焊接是一重要的生产环节,在管件焊接前,需要对其端口焊接面处进行打磨除锈处理,以露出金属光泽,避免后续焊接产生缺陷。在对管件进行除锈时,需打磨靠近管件端面处的外周面、内周面、坡口面以及钝边面等多个面,除锈范围一般在50mm以内。管件可按其形状分为弯头管、三通管、法兰管、变径管等多种。
2、在采用机械手对管件进行自动打磨除锈时,需要使机械手能够准确找到管件端面的位置。现有的生产过程中,特别是对弯头管来说,想让机械手准确地找到其端面位置是一难点,这是因为现有的定位工装对弯头管进行定位时,通常是抱紧弯头管中间不规则的弯曲部分,每次定位后,弯头的两端面的位置偏差和角度偏差比较大,无规律可循,这就需要每次打磨前进行寻位,浪费大量的时间。因此现有生产过程中,很多情况下都是采用人工作业的方式,对弯头管进行打磨除锈,工人的劳动强度较大。另外,在对管件进行打磨除锈时,会产生很多碎屑和烟尘,对工作环境的污染较大。
技术实现思路
1、本发明的目的在于提供一种能够使机械手快速寻找到弯头管的端面位置并且还能兼容其他类型管件的管件定位工装、管件端部打磨系统和管件端部打磨方法。
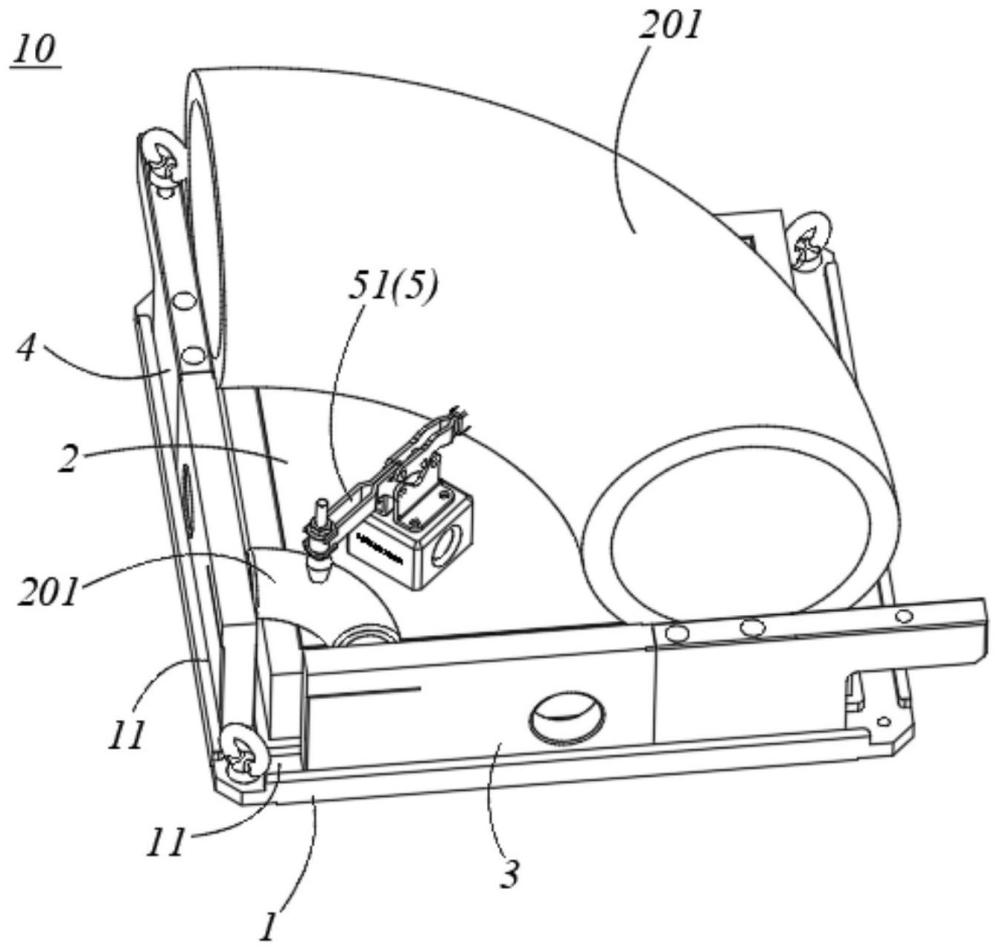
2、为实现上述目的,本发明的发明人在考虑过多种方式后,提供一种管件定位工装,包括底座、设于底座上的磁吸盘、竖立于底座上方并分别位于所述磁吸盘两侧的第一挡板和第二挡板,第一挡板和第二挡板分别具有朝向所述磁吸盘的第一定位面和第二定位面,第一定位面和第二定位面沿水平方向延伸并且两者呈角度设置,所述管件定位工装还包括用于自上向下压住管件和/或沿水平方向抵住管件的定位件,所述磁吸盘具有带磁状态和无磁状态,磁吸盘处于带磁状态时,所述定位件磁吸于所述磁吸盘,磁吸盘处于无磁状态时,所述定位件相对磁吸盘可移动设置。
3、作为本发明的进一步改进,所述定位件包括第一定位件和第二定位件,所述第一定位件包括由磁性材料制成的磁吸块、用于压住管件的压块、连接所述磁吸块和所述压块并用于操控压块上下位置的操控组件;所述第二定位件由磁性材料制成,并包括用于和所述磁吸盘贴合的磁吸面、相对所述磁吸面呈锐角设置的抵持面。
4、作为本发明的进一步改进,所述底座上开设有与第一挡板及第二挡板相匹配的限位槽,所述第一挡板和所述第二挡板均卡设于所述限位槽内。
5、本发明还提供一种管件端部打磨系统,包括上述的管件定位工装、用于打磨管件端部的打磨头、驱动所述打磨头转动以及位移的机械手。
6、作为本发明的进一步改进,所述管件端部打磨系统还包括设于所述机械手一侧的放置架,所述打磨头设置有多个,所述放置架上设有用于收纳多个打磨头的多个收纳位,所述机械手设置为能够自动装载位于收纳位内的打磨头以及将其上装载的打磨头卸载至收纳位。
7、作为本发明的进一步改进,所述管件端部打磨系统还包括转盘、驱动所述转盘转动的驱动件,所述管件定位工装设置有至少两个,至少两个所述管件定位工装设于所述转盘上并分别位于所述转盘径向方向的两侧。
8、作为本发明的进一步改进,所述管件端部打磨系统还包括设于所述转盘上用于夹持管件的卡盘,所述卡盘和至少两个所述管件定位工装分别位于所述转盘径向方向的两侧。
9、作为本发明的进一步改进,所述管件端部打磨系统还包括护罩,所述放置架、打磨头及机械手均位于护罩内,所述护罩一侧开设有窗口,所述转盘径向方向的一侧位于所述护罩内、径向方向的另一侧自所述窗口伸出护罩外,所述转盘上还竖立有与所述窗口匹配的封板。
10、本发明还提供一种管件端部打磨方法,所述打磨方法上述的管件端部打磨系统,所述管件为弯头管时,所述打磨方法包括如下步骤:
11、当磁吸盘处于无磁状态时,使弯头管的外周面与磁吸盘接触,并将弯头管的两端面分别贴合于第一定位面和第二定位面;
12、使用定位件自上向下压住弯头管和/或沿水平方向抵住弯头管;
13、将磁吸盘切换至带磁状态,以使磁吸盘磁吸弯头管以及定位件。
14、机械手带动打磨头寻找到弯头管的端面位置,并对弯头管上靠近其端面的位置处进行打磨除锈。
15、作为本发明的进一步改进,所述“使用定位件自上向下压住弯头管和/或沿水平方向抵住弯头管”具体包括如下步骤:
16、使第一定位件的磁吸块与磁吸盘贴合,并使压头在弯头管上方压住弯头管的外周面,和/或使第二定位件的磁吸面与磁吸盘贴合,并使抵接面抵持弯头管的外周面。
17、作为本发明的进一步改进,所述法兰管包括直管、连接于直管一端的法兰盘,法兰管的端面包括位于法兰盘远离直管一端的第一端面、位于直管远离法兰盘一端的第二端面,所述管件为法兰管时,所述打磨方法包括如下步骤:
18、当磁吸盘处于无磁状态时,使法兰管的第一端面与磁吸盘接触,并使法兰盘的外周面接触第一定位面和第二定位面;
19、使用定位件沿水平方向抵住所述法兰盘;
20、将磁吸盘切换至带磁状态,以使磁吸盘磁吸法兰管以及定位件。
21、机械手带动打磨头寻找到法兰管第二端面的位置,并对法兰管上靠近第二端面的位置处进行打磨除锈;
22、所述管件为三通管时,所述打磨方法包括如下步骤:
23、当磁吸盘处于无磁状态时,使三通管的外周面与磁吸盘接触,并将三通管的两端面分别贴合于第一定位面和第二定位面;
24、使用定位件自上向下压住三通管和/或沿水平方向抵住所述三通管;
25、将磁吸盘切换至带磁状态,以使磁吸盘磁吸三通管以及定位件。
26、机械手带动打磨头寻找到三通管的端面位置,并对三通管上靠近其端面的位置处进行打磨除锈。
27、本发明的有益效果:
28、本发明提供的管件定位工装、管件端部打磨系统和管件端部打磨方法,在对弯头管定位时,弯头管的两端面分别贴合第一定位面和第二定位面,并且还具有保证弯头管定位效果的定位件,因此,每次定位后弯头管两端面的位置是确定的,在需要对弯头管打磨除锈时,机械手可快速准确地找到弯头管端面的位置,解决了现有技术中,弯头管定位后其端面位置难以确定,换型后需重复编程以再次确定机械手运动位置的问题;在上述基础上,管件定位工装还能对法兰管、三通管等管件进行固定,兼容性好,磁吸盘在带磁状态和无磁状态之间的切换,便于管件定位工装频繁地对管件进行定位。
技术特征:
1.一种管件定位工装,其特征在于,包括底座、设于底座上的磁吸盘、竖立于底座上方并分别位于所述磁吸盘两侧的第一挡板和第二挡板,第一挡板和第二挡板分别具有朝向所述磁吸盘的第一定位面和第二定位面,第一定位面和第二定位面沿水平方向延伸并且两者呈角度设置,所述管件定位工装还包括用于自上向下压住管件和/或沿水平方向抵住管件的定位件,所述磁吸盘具有带磁状态和无磁状态,磁吸盘处于带磁状态时,所述定位件磁吸于所述磁吸盘,磁吸盘处于无磁状态时,所述定位件相对磁吸盘可移动设置。
2.根据权利要求1所述的定位工装,其特征在于,所述定位件包括第一定位件和第二定位件,所述第一定位件包括由磁性材料制成的磁吸块、用于压住管件的压块、连接所述磁吸块和所述压块并用于操控压块上下位置的操控组件;所述第二定位件由磁性材料制成,并包括用于和所述磁吸盘贴合的磁吸面、相对所述磁吸面呈锐角设置的抵持面。
3.根据权利要求1所述的定位工装,其特征在于,所述底座上开设有与第一挡板及第二挡板相匹配的限位槽,所述第一挡板和所述第二挡板均卡设于所述限位槽内。
4.一种管件端部打磨系统,其特征在于,包括如权利要求1所述的管件定位工装、用于打磨管件端部的打磨头、驱动所述打磨头转动以及位移的机械手。
5.根据权利要求4所述的管件端部打磨系统,其特征在于,所述管件端部打磨系统还包括设于所述机械手一侧的放置架,所述打磨头设置有多个,所述放置架上设有用于收纳多个打磨头的多个收纳位,所述机械手设置为能够自动装载位于收纳位内的打磨头以及将其上装载的打磨头卸载至收纳位。
6.根据权利要求5所述的管件端部打磨系统,其特征在于,所述管件端部打磨系统还包括转盘、驱动所述转盘转动的驱动件,所述管件定位工装设置有至少两个,至少两个所述管件定位工装设于所述转盘上并分别位于所述转盘径向方向的两侧。
7.根据权利要求6所述的管件端部打磨系统,其特征在于,所述管件端部打磨系统还包括设于所述转盘上用于夹持管件的卡盘,所述卡盘和至少两个所述管件定位工装分别位于所述转盘径向方向的两侧。
8.根据权利要求6或7所述的管件端部打磨系统,其特征在于,所述管件端部打磨系统还包括护罩,所述放置架、打磨头及机械手均位于护罩内,所述护罩一侧开设有窗口,所述转盘径向方向的一侧位于所述护罩内、径向方向的另一侧自所述窗口伸出护罩外,所述转盘上还竖立有与所述窗口匹配的封板。
9.一种管件端部打磨方法,其特征在于,所述打磨方法使用如权利要求4-8任意一项所述的管件端部打磨系统,所述管件为弯头管时,所述打磨方法包括如下步骤:
10.根据权利要求9所述的管件端部打磨方法,其特征在于,所述定位件包括第一定位件和第二定位件,所述第一定位件包括由磁性材料制成的磁吸块、用于压住管件的压块、连接所述磁吸块和所述压块并用于操控压块上下位置的操控组件;所述第二定位件由磁性材料制成,并包括用于与所述磁吸盘贴合的磁吸面、相对所述磁吸面呈锐角设置的抵持面;所述“使用定位件自上向下压住弯头管和/或沿水平方向抵住弯头管”具体包括如下步骤:
11.根据权利要求9或10所述的管件端部打磨方法,其特征在于,所述法兰管包括直管、连接于直管一端的法兰盘,法兰管的端面包括位于法兰盘远离直管一端的第一端面、位于直管远离法兰盘一端的第二端面,所述管件为法兰管时,所述打磨方法包括如下步骤:
技术总结
本发明涉及管件除锈技术领域,具体公开了一种管件定位工装、管件端部打磨系统和管件端部打磨方法。管件定位工装包括底座、设于底座上的磁吸盘、竖立于底座上方并分别位于磁吸盘两侧的第一挡板和第二挡板,第一挡板和第二挡板分别具有朝向磁吸盘的第一定位面和第二定位面,管件定位工装还包括用于压住管件和/或沿水平方向抵住管件的定位件,磁吸盘具有带磁状态和无磁状态,磁吸盘处于带磁状态时,定位件磁吸于磁吸盘,磁吸盘处于无磁状态时,定位件相对磁吸盘可移动设置。本发明提供的管件定位工装、管件端部打磨系统和管件端部打磨方法,可使机械手带动打磨头准确地寻找到弯头管的端面位置,并且还能兼容其他类型的管件。
技术研发人员:汪忠,汪魁,高志权
受保护的技术使用者:昆山华恒焊接股份有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!