用于铸造石膏型熔模的熔液转运方法及装置与流程
本发明涉及高温液体转运技术,具体涉及用于铸造石膏型熔模的熔液转运方法及装置。
背景技术:
1、在铸造石膏型熔模的过程中,为了获得优良的内部组织和力学性能,通常会在真空环境下进行浇筑,真空环境可以减少金属液表面的氧化,并降低产生氧化夹杂的可能性;此外,在真空状态下,金属液的流动性得到增强,有利于填充复杂的型腔,确保铸件的质量和完整性。
2、在浇筑前,浇包是关键的运输工具,用于将熔融的金属液从熔炼设备转运至浇筑设备内,这个过程目前通常由人工完成,虽然这种方式能确保金属液准确的送达浇筑设备,但转运时间较长,效率不高;在转运过程中,由于热量损失,浇包内的铝液温度会急速下降,这种温度变化可能会导致金属液在凝固过程中产生热应力,影响铸件的组织和性能,因此,保持铝液的温度稳定是非常重要的。
技术实现思路
1、本发明的目的在于提供用于铸造石膏型熔模的熔液转运方法及装置,所要解决的技术问题是提高熔液温度的稳定性。
2、本发明通过下述技术方案实现:
3、第一方面提供用于铸造石膏型熔模的熔液转运方法,包括以下步骤:
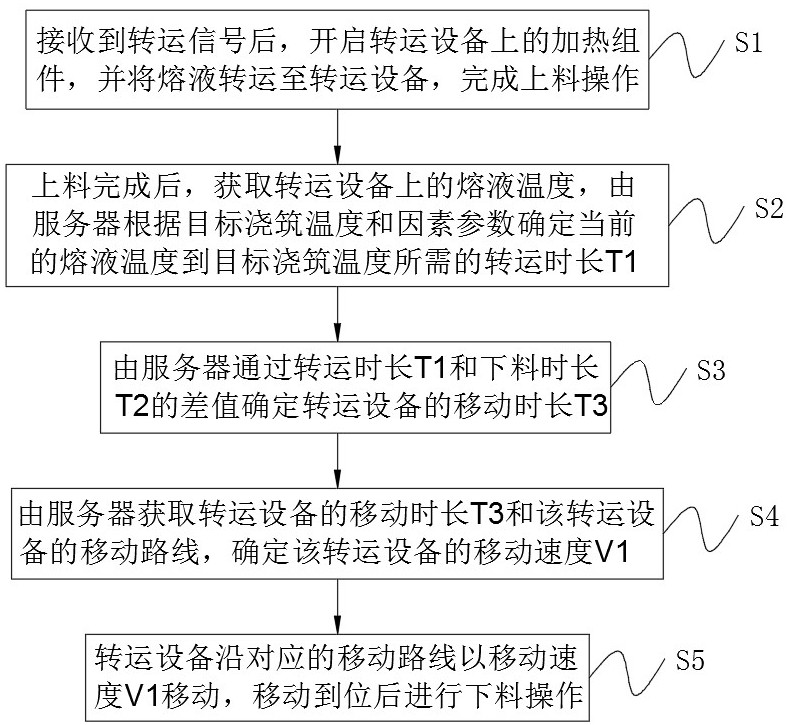
4、当转运设备接收到转运信号后,开启转运设备上的加热组件,并将熔液转运至上述转运设备,完成上料操作;
5、上料完成后,获取上述转运设备上的熔液温度,并将获取的熔液温度的数据上传到服务器中,上述服务器配置因素参数与目标浇筑温度;上述服务器根据目标浇筑温度和因素参数确定当前的熔液温度到目标浇筑温度所需的转运时长t1;
6、其中,因素参数为转运过程中外界因素对熔液温度的影响参数;
7、上述服务器配置有转运设备的下料时长t2,由服务器通过转运时长t1和下料时长t2的差值确定转运设备的移动时长t3;
8、上述服务器配置有各个转运设备的移动路线,由服务器获取上述转运设备的移动时长t3和该转运设备的移动路线,确定该转运设备的移动速度v1;
9、获取上述转运设备的移动路线和移动速度v1生成第一移动指令,将第一移动指令传输给该转运设备,上述转运设备沿对应的移动路线以移动速度v1移动,移动到位后进行下料操作。
10、根据因素参数匹配出当前熔液温度降低至浇筑时的最佳温度(即目标浇筑温度)所花费的时间(即转运时长),转运设备在最佳时间内完成转运,既可以避免熔液温度变化过大,保证了熔液温度的稳定性,又可以有效地减少熔液转运时间,提高生产效率。
11、为进一步减少转运过程中熔液温度的变化,在转运设备上设置加热组件,以提高熔液所处的环境温度,进而降低热交换;为提高数据处理效率,利用服务器进行数据处理,进而优化了转运的及时性;
12、此外,该方法还根据移动时长和移动距离确定出转运设备的移动速度,使得转运设备在移动过程中能够保持稳定的速度,避免了因速度波动而引起的温度变化,进而提高了产品的质量和生产效率。
13、进一步的,将熔液转运至上述转运设备之前,还包括以下步骤:
14、获取上述转运设备的当前位置,并将上述当前位置的数据上传至服务器中;
15、上述服务器配置有上料位置,由上述服务器通过上述转运设备的当前位置和上料位置,得到该转运设备的上料移动路线;
16、获取上述转运设备的上料移动路线和最快的移动速度生成第二移动指令,将第二移动指令传输给该转运设备,上述转运设备沿上料移动路线以最快的移动速度移动至上料位置。
17、上述转运设备以最快的移动速度移动至上料位置,尽可能减少上料时转运设备的移动时间,同时也确保了上料位置的准确性,提高转运效率。
18、进一步的,上料操作的具体步骤包括:
19、获取熔炼炉、舀汤勺和盛汤罐的空间坐标,将获取到的上述空间坐标的数据上传至服务器中;
20、获取上述熔炼炉和盛汤罐内的液面坐标,将获取到的上述液面坐标的数据上传至服务器中;
21、由上述服务器进行如下操作:
22、通过熔炼炉端口的空间坐标和舀汤勺的空间坐标,得到舀汤勺的第一舀取坐标;
23、通过上述第一舀取坐标和熔炼炉内的液面坐标,确定舀汤勺的第二舀取坐标;
24、通过上述第一舀取坐标和盛汤罐端口的空间坐标,确定舀汤勺的第三舀取坐标;
25、通过上述第三舀取坐标和盛汤罐内的液面坐标,确定舀汤勺的第四舀取坐标;
26、上述服务器生成从舀汤勺的当前空间坐标、第一舀取坐标和第二舀取坐标依次移动的第一舀取指令,将第一舀取指令传输给舀汤勺,控制舀汤勺舀取熔炼炉内的熔液;
27、上述服务器生成从第二舀取坐标、第一舀取坐标、第三舀取坐标和第四舀取坐标依次移动的第二舀取指令,将第二舀取指令传输给舀汤勺,控制舀汤勺将舀取的熔液盛入盛汤罐内。
28、这种对转运设备进行上料的具体步骤设计,实现了熔液从熔炼炉到舀汤勺,再到盛汤罐的整个过程,而且每个步骤都通过获取和确定相应的坐标来实现精准的操作。
29、为了能够成功舀取到熔液,需先获取熔炼炉端口和舀汤勺的空间坐标,确定舀汤勺是否能伸入熔炼炉端口(即从当前舀汤勺的空间坐标移动至第一舀取坐标),若不能伸入熔炼炉端口则调整舀汤勺的位置,直到舀汤勺能够伸入熔炼炉端口,再获取熔炼炉内的液面坐标,确定舀汤勺应该从熔炼炉的哪个位置舀取熔液,避免舀取深度过深或过浅导致舀取失败的问题,最后生成第一舀取指令控制舀汤勺舀取熔液。
30、为了能够成功将舀取的熔液盛入盛汤罐,且舀汤勺从熔炼炉内移至熔炼炉端口的移动路线与舀汤勺从熔炼炉端口移至熔炼炉内的移动路线一致,需先获取盛汤罐端口的空间坐标和盛汤罐内的液面坐标,确定舀汤勺从熔炼炉端口离开后的移动路线,再通过第二舀取指令控制舀汤勺将熔液盛入盛汤罐内,这一步骤事先通过服务器确定出了舀汤勺的移动路线,确保了熔液能被准确地舀取并放入盛汤罐中。
31、这种设计能够实现精准的上料过程,避免了人为操作的不确定性,提高了生产效率和质量。
32、进一步的,上料操作的步骤还包括:
33、在上述舀汤勺移动至第一舀取坐标时获取熔液温度,将该熔液温度的数据上传至服务器中,上述服务器配置上料完成后转运设备上的熔液温度;
34、由上述服务器进行如下操作:
35、将第一舀取坐标上的熔液温度和上料完成后转运设备上的熔液温度匹配因素参数,得到舀汤勺的上料时长t4;
36、获取上述舀汤勺的上料时长t4以及由第一舀取坐标、第三舀取坐标和第四舀取坐标组成的上料路线,确定该舀汤勺的舀取速度v2;
37、上述舀汤勺沿上料路线以舀取速度v2移动,移动到位后将熔液盛入盛汤罐,完成上料操作。
38、因离开熔炼炉后,熔液所处的环境温度降低从而形成热交换,此时的初始温度较高,热交换速度快,因此熔液温度下降较快,为了确保熔液温度的稳定性,利用上述服务器配置的上料完成后转运设备上的熔液温度确定舀汤勺的舀取速度v2,该温度高于实际获取到的熔液温度,整个上料过程都是在确定出的上料时长t4内完成的,避免了上料时长t4过长,导致熔液温度损失增大的问题,减少了熔液温度变化的可能性。
39、进一步的,下料操作的具体步骤包括:
40、获取浇筑罐、舀汤勺和盛汤罐的空间坐标,将获取到的上述空间坐标的数据上传至服务器中;
41、获取上述浇筑罐和盛汤罐内的液面坐标,将获取到的上述液面坐标的数据上传至服务器中;
42、由上述服务器进行如下操作:
43、通过盛汤罐端口的空间坐标和舀汤勺的空间坐标,得到舀汤勺的第五舀取坐标;
44、通过上述第五舀取坐标和盛汤罐内的液面坐标,确定舀汤勺的第六舀取坐标;
45、通过上述第五舀取坐标和浇筑罐端口的空间坐标,确定舀汤勺的第七舀取坐标;
46、通过上述第七舀取坐标和浇筑罐内的液面坐标,确定舀汤勺的第八舀取坐标;
47、上述服务器生成从舀汤勺的当前空间坐标、第五舀取坐标和第六舀取坐标依次移动的第三舀取指令,将第三舀取指令传输给舀汤勺,控制舀汤勺舀取盛汤罐内的熔液;
48、上述服务器生成从第六舀取坐标、第五舀取坐标、第七舀取坐标和第八舀取坐标依次移动的第四舀取指令,将第四舀取指令传输给舀汤勺,控制舀汤勺将舀取的熔液盛入浇筑罐内。
49、这种对转运设备进行下料的具体步骤设计,实现了熔液从盛汤罐到舀汤勺,再到浇筑罐的整个过程,而且每个步骤都通过获取和确定相应的坐标来实现精准的操作。
50、为了确保舀汤勺能准确地舀取盛汤罐内的熔液,需先获取盛汤罐端口和舀汤勺的空间坐标,确定舀汤勺是否能伸入盛汤罐端口(即从当前舀汤勺的空间坐标移动至第五舀取坐标),若不能伸入盛汤罐端口则调整舀汤勺的位置,直到舀汤勺能够伸入盛汤罐端口,再获取盛汤罐内的液面坐标,确定舀汤勺应该从盛汤罐的哪个位置舀取熔液,避免舀取深度过深或过浅导致舀取失败的问题,最后生成第三舀取指令控制舀汤勺舀取盛汤罐内的熔液。
51、为了能够成功将舀取的熔液盛入浇筑罐,且舀汤勺从盛汤罐内移至盛汤罐端口的移动路线与舀汤勺从盛汤罐端口移至盛汤罐内的移动路线一致,需先获取浇筑罐端口的空间坐标和浇筑罐内的液面坐标,确定舀汤勺从盛汤罐端口离开后的移动路线,再通过第四舀取指令控制舀汤勺将熔液盛入浇筑罐内,这一步骤事先通过服务器确定出了舀汤勺的移动路线,确保了熔液能被准确地舀取并放入浇筑罐中。
52、这种设计能够实现精准的下料过程,避免了人为操作的不确定性,提高了生产效率和质量。
53、进一步的,下料操作的步骤还包括:
54、获取上述盛汤罐上的熔液温度,将该熔液温度的数据上传至服务器中,上述服务器配置下料完成后浇筑罐上的熔液温度;
55、由上述服务器进行如下操作:
56、将获取的上述盛汤罐上的熔液温度和下料完成后浇筑罐上的熔液温度匹配因素参数,得到舀汤勺的下料时长t5;
57、获取上述舀汤勺的下料时长t5以及依次由舀汤勺的当前空间坐标、第五舀取坐标、第六舀取坐标、第五舀取坐标、第七舀取坐标和第八舀取坐标组成的下料路线,确定该舀汤勺的舀取速度v3;
58、上述舀汤勺沿下料路线以舀取速度v3移动,移动到位后将熔液盛入浇筑罐,完成下料操作。
59、因离开熔炼炉后,虽然在转运设备上仍旧对熔液进行加热处理,减缓了熔液的温度下降速度,但转运设备上的加热温度小于熔炉内的加热温度,转运设备内的熔液仍会与周边环境进行热量交换,降低熔液的温度,为了确保熔液温度的稳定性,利用上述服务器配置的下料完成后浇筑罐上的熔液温度确定舀汤勺的舀取速度v3,该温度高于实际获取到的熔液温度,整个下料过程都是在确定出的下料时长t5内完成的,避免了下料时长t5过长,导致熔液温度损失增大的问题,减少了熔液温度变化的可能性。
60、该技术方案通过服务器控制转运全过程,根据熔液离开熔炉后的初始温度合理规划上料、移动、下料的时间及速度,既考虑了时间对熔液温度的影响,也考虑了移动速度对熔液温度的影响,还考虑了热量交换对熔液温度的影响,且在服务器上配置的各阶段的熔液温度实际高于熔液本身的温度,为溶液温度散失留有足够的空间,因此进一步保证了熔液温度的稳定性。
61、进一步的,上述因素参数如下:
62、,
63、其中,h表示熔液离开熔炼炉后的加权平均熔液温度;表示在第i种因素下获取的熔液温度;表示第i种因素对熔液温度的影响权重。
64、第二方面提供用于铸造石膏型熔模的熔液转运装置,该熔液转运装置采用上述的熔液转运方法实现;
65、该熔液转运装置包括:
66、转运设备,上述转运设备上设置有盛汤罐和加热组件,该加热组件用于加热盛汤罐,盛汤罐用于盛放熔液;
67、轨道,上述转运设备滑动连接于轨道上,上述转运设备沿轨道移动;
68、采集设备,用于获取上述转运设备上的熔液温度,并将获取的熔液温度的数据上传到服务器中;
69、执行设备,上述执行设备上设置有舀汤勺,该执行设备用于在转运设备移动到位后进行上料和下料操作;
70、无线通讯设备,与上述转运设备、采集设备和执行设备通信连接,用于交互信息;
71、服务器,与上述无线通讯设备通信连接;上述服务器用于配置因素参数与目标浇筑温度,根据目标浇筑温度和因素参数确定当前的熔液温度到目标浇筑温度所需的转运时长t1,
72、其中,因素参数为转运过程中外界因素对熔液温度的影响参数,
73、配置转运设备的下料时长t2,通过转运时长t1和下料时长t2的差值确定转运设备的移动时长t3,
74、配置各个转运设备的移动路线,获取上述转运设备的移动时长t3和该转运设备的移动路线,确定该转运设备的移动速度v1;
75、获取上述转运设备的移动路线和移动速度v1生成第一移动指令,将第一移动指令传输给该转运设备。
76、进一步的,上述采集设备还用于在上料前获取转运设备的当前位置;
77、上述服务器还用于配置有上料位置,通过上述转运设备的当前位置和上料位置,得到该转运设备的上料移动路线,
78、获取上述转运设备的上料移动路线和最快的移动速度生成第二移动指令,将第二移动指令传输给该转运设备;
79、上述转运设备还用于在接收到第二移动指令后,沿上料移动路线以最快的移动速度移动至上料位置。
80、进一步的,上述采集设备还用于获取熔炼炉、舀汤勺、盛汤罐和浇筑罐的空间坐标以及熔炼炉、盛汤罐和浇筑罐内的液面坐标,并将获取的空间坐标和液面坐标的数据上传至服务器中;
81、上述服务器还用于通过熔炼炉、舀汤勺和盛汤罐的空间坐标以及熔炼炉和盛汤罐的液面坐标得到上料路线,并确定上料时舀汤勺的舀取速度v2,通过浇筑罐、舀汤勺和盛汤罐的空间坐标以及浇筑罐和盛汤罐的液面坐标得到下料路线,并确定下料时舀汤勺的舀取速度v3;
82、上述舀汤勺用于沿上料路线以舀取速度v2移动,移动到位后将熔液盛入盛汤罐,完成上料操作,沿下料路线以舀取速度v3移动,移动到位后将熔液盛入浇筑罐,完成下料操作。
83、本发明与现有技术相比,具有如下的优点和有益效果:
84、根据因素参数匹配出当前熔液温度降低至浇筑时的最佳温度(即目标浇筑温度)所花费的时间(即转运时长),转运设备在最佳时间内完成转运,既可以避免熔液温度变化过大,保证了熔液温度的稳定性,又可以有效地减少熔液转运时间,提高生产效率。
85、为进一步减少转运过程中熔液温度的变化,在转运设备上设置加热组件,以提高熔液所处的环境温度,进而降低热交换;为提高数据处理效率,利用服务器进行数据处理,进而优化了转运的及时性;
86、此外,该方法还根据移动时长和移动距离确定出转运设备的移动速度,使得转运设备在移动过程中能够保持稳定的速度,避免了因速度波动而引起的温度变化,进而提高了产品的质量和生产效率。
- 还没有人留言评论。精彩留言会获得点赞!