磨抛一体式智能加工设备及加工方法与流程
本发明实施例涉及打磨,具体涉及一种磨抛一体式智能加工设备及加工方法。
背景技术:
1、飞机发动机叶片、涡轮发电机叶片等工件,外轮廓形状复杂不规则,且加工精度要求高,在成型时一般通过打磨设备进行打磨抛光,使工件达到需要的精度。
2、叶片等工件在打磨抛光过程中,需进行多次检测,根据检测结果继续进行修正、打磨,保证工件达到合格的精度。
3、本技术的发明人发现,现有对工件(汽车发动机叶片等)打磨时,需通过多个不同设备依次的打磨抛光,效率低,设备投入成本较大;且检测时需将工件从夹具上取下,然后重新安装,效率低,也容易影响加工精度。
技术实现思路
1、本发明的目的在于提供一种磨抛一体式智能加工设备及加工方法,以解决上述背景技术中的问题。
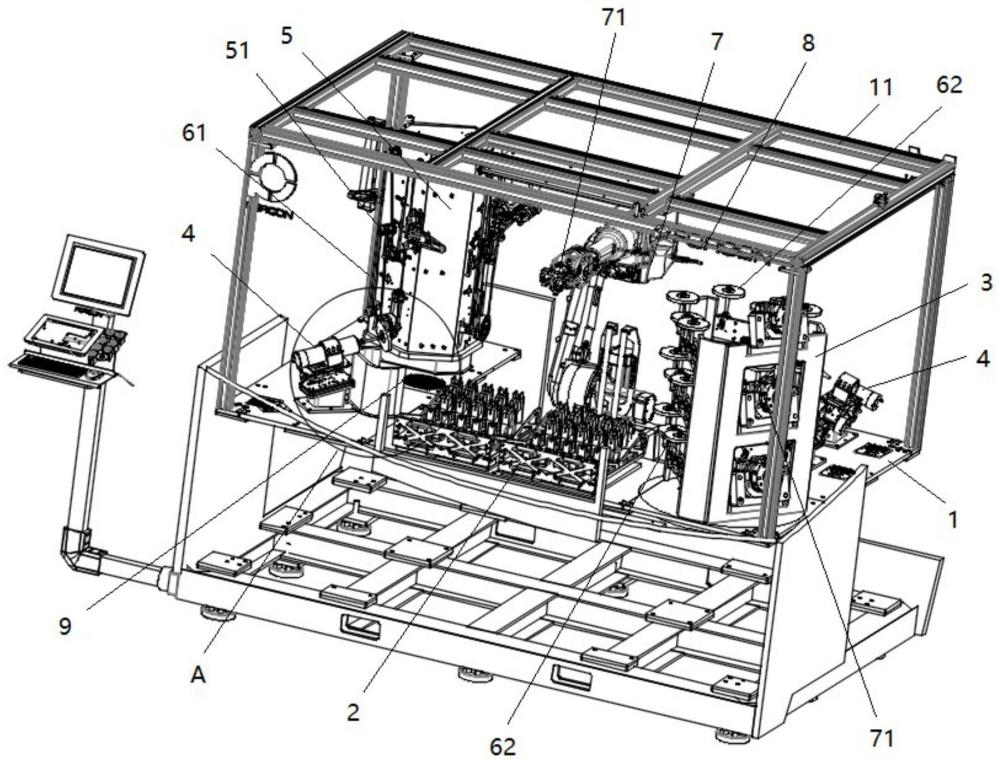
2、本发明实施例提供一种磨抛一体式智能加工设备,包括:工作台、工件料仓、工具库、第一磨削机构、砂磨机、砂带、机械手、检测机构和控制器;
3、所述工作台设有密封罩;
4、所述工件料仓、所述工具库、所述第一磨削机构、所述砂磨机和所述机械手设置在所述工作台上,位于所述密封罩内,所述检测机构设置在所述密封罩的顶部;
5、所述机械手包括:夹具;
6、所述工件料仓用于放置工件,所述工具库用于放置磨削刀具和夹具;
7、所述第一磨削机构用于固定所述磨削刀具,并用于带动所述磨削刀具转动;
8、所述砂磨机设有多个第二磨削机构,多根所述砂带分别设置在所述第二磨削机构上;
9、多个所述第一磨削机构的磨削刀具、以及多根所述砂带的粗细不同;
10、所述机械手用于抓取工件,使工件依次的经过所述第一磨削机构和所述第二磨削机构,实现对工件由粗到细的打磨,且所述机械手用于抓取磨削刀具,实现对所述磨削刀具的更换;
11、所述检测机构用于对工件进行检测;
12、所述第一磨削机构、所述砂磨机、所述第二磨削机构、所述机械手和所述检测机构分别与所述控制器电性连接。
13、基于上述方案可知,本发明的磨抛一体式智能加工设备,通过设置工作台、工件料仓、工具库、第一磨削机构、砂磨机、砂带、机械手、检测机构和控制器,机械手包括:夹具,工件料仓用于放置工件,工具库用于放置磨削刀具和夹具,第一磨削机构用于固定磨削刀具,砂磨机设有多个第二磨削机构,砂带设置在第二磨削机构上,磨削刀具、以及砂带的粗细各不相同。本发明的磨抛一体式智能加工设备,由plc控制器控制,待加工工件放置在工件料仓上,磨削刀具和夹具放置在工具库上。机械手抓取工件料仓上的工件,并带动工件移动。检测机构对工件检测后,第一磨削机构的磨削刀具、第二磨削机构的砂带由粗到细依次的对工件进行打磨。然后,检测机构对工件再次检测,根据检测结果,由磨削刀具或砂带对工件整体、或工件的局部继续打磨、抛光;然后再次检测,不断重复检测和打磨修整,直至工件达到需要的精度。加工设备集成了磨削、抛光和检测,形成闭环结构,多个工件放入后,机械手依次的抓取工件,对工件打磨、抛光和检测,直至工件达到合格的精度,加工精度和效率高;且工具库上放置有磨削刀具和夹具,在第一磨削机构上的磨削刀具使用规定的时间后(钝化),机械手将磨削刀具从第一磨削机构上取下放置到工具库上,并从工具库上抓取新的磨削刀具安装到第一磨削机构上,使磨削刀具保持锋利度,保证磨削效率;料仓上可放置不同工件,当更换工件时,机械手将夹具放置到工具库上,并抓取与工件对应的夹具,即可继续工作,直至工件全部加工完毕。
14、在一种可行的方案中,所述夹具包括:安装法兰、夹具气缸和夹爪;
15、所述安装法兰与所述机械手的转臂连接;
16、所述夹具气缸设置在所述安装法兰上,两个所述夹爪与所述夹紧气缸的活动端连接,所述夹紧气缸用于带动两个所述夹爪相互靠近和远离。
17、在一种可行的方案中,所述工具库包括:第一转盘、第一放置架、刀具座和夹具座;
18、所述第一转盘设置在所述工作台上,所述第一放置架设置在所述第一转盘上;
19、所述第一放置架呈空心三棱柱形,多个所述刀具座和多个所述夹具座分别设置在所述第一放置架的侧壁上;
20、所述刀具座包括:第一卡块和第二卡块,所述第一卡块和所述第二卡块均设有弧形卡槽,用于与磨削刀具卡接;
21、所述夹具座包括:支撑座和支撑块;
22、所述支撑块设置在所述支撑座上,设有u型槽,所述支撑块在所述u型槽的侧壁上设有凸出卡块,用于与所述安装法兰卡接。
23、在一种可行的方案中,所述第一磨削机构包括:底座、第一浮动力控机构、主轴、驱动电机和气动夹头;
24、所述第一浮动力控机构设置在所述底座上,所述主轴和所述驱动电机设置在所述第一浮动力控机构的滑板上,所述驱动电机与所述主轴连接,用于带动所述主轴转动;
25、所述气动夹头设置在所述主轴上;
26、所述磨削刀具包括:打磨杆和磨轮;
27、所述磨轮设置在所述打磨杆的一端,所述打磨杆的另一端用于与所述气动夹头连接;
28、所述打磨杆设有夹槽,用于供所述夹爪夹持。
29、在一种可行的方案中,所述砂磨机包括:第二转盘和支撑架;
30、所述第二转盘设置在所述工作台上,所述支撑架设置在所述第二转盘上;
31、所述支撑架呈空心三棱柱形;
32、所述第二磨削机构设有三个,分别设置在所述支撑架的三个侧壁上;
33、所述第二磨削机构包括:第二力控浮动机构、固定座、伺服电机、主动轮、从动轮和导向轮;
34、所述第二力控浮动机构设置在所述支撑架上,所述固定座设置在所述第二力控浮动机构的滑板上,多个所述导向轮设置在所述固定座上;
35、所述伺服电机、所述主动轮和多个所述从动轮布设在所述支撑架上,所述伺服电机通过同步带与所述主动轮传动连接,所述砂带绕设在所述主动轮、所述从动轮和所述导向轮上。
36、在一种可行的方案中,所述第二磨削机构还包括:涨紧机构;
37、所述涨紧机构包括:涨紧气缸和涨紧轮;
38、所述涨紧轮通过滑块设置在所述支撑架的滑轨上,且通过滑块与所述涨紧气缸连接,所述涨紧气缸与所述控制器电性连接;
39、所述砂带绕设在所述涨紧轮上。
40、在一种可行的方案中,所述检测机构包括:厚度检测传感器和摄像头;
41、所述厚度检测传感器和所述摄像头分别与所述控制器电性连接,所述厚度检测传感器用于检测工件厚度,所述摄像头用于给工件摄像。
42、在一种可行的方案中,所述工件料仓包括:第二放置架、定位气缸、止退气缸、感应器、止退挡块和定位块;
43、所述工作台设有滑轨,所述第二放置架可滑动的设置在所述工作台上;
44、多个所述定位块设置在所述第二放置架上,用于放置工件;
45、所述第二放置架设有定位孔和止退板,所述止退板设有斜滑槽;
46、所述感应器在感应到所述第二放置架到达预设位置时,所述定位气缸的活动杆用于伸入到所述定位孔内;
47、所述止退挡块通过转轴设置在所述止退气缸上,所述转轴套设有扭簧;
48、所述止退挡块用于在与所述止退板相抵持时限制所述第二放置架的滑动。
49、在一种可行的方案中,还包括:抽风机构;
50、所述抽风机构设置在所述工作台上,位于所述第一磨削机构和所述第二磨削机构处;
51、所述抽风机构包括:抽风机、抽风罩、挡板和连接管道;
52、所述挡板设置在所述抽风罩上,所述抽风机设置在所述抽风罩内,所述连接管道的一端与所述抽风机连接,另一端用于与废气处理机构连接。
53、本发明实施例还提供一种磨抛一体式智能加工设备的加工方法,包括以下步骤:
54、s1、待加工工件放置在工件料仓上,磨削刀具和夹具放置在工具库上;
55、s2、机械手抓取工件料仓上的工件;
56、s3、机械手带动工件至检测机构处,检测机构对工件进行检测;
57、s4、机械手带动工件依次的经过多个第一磨削机构和多个第二磨削机构,对工件由粗到细进行打磨抛光;
58、s5、机械手带动工件至检测机构处,检测机构再次对工件进行检测;
59、s6、机械手带动工件至第一磨削机构或第二磨削机构处,继续对工件打磨抛光;
60、s7、重复步骤s5和s6,直至工件达到要求的精度;
61、s8、机械手将加工好的工件放置到工件料仓上;
62、s9、重复步骤s2至s8,直至工件全部加工完毕;
63、s10、在磨削规定的时间后,机械手更换第一磨削机构上的磨削刀具。
64、相对于现有技术,本发明具有以下有益效果:
65、1、集成有磨削、抛光和检测机构,形成工件加工的闭环型式,提高了加工效率和加工精度。
66、2、工具库上放置有磨削刀具,自动对磨削机构的磨削刀具定时更换,保证磨削效率.
67、3、工具库放置有夹具,针对不同产品,机械手可自动更换夹具。
- 还没有人留言评论。精彩留言会获得点赞!