一种低刚度薄壁齿圈端面磨削工装
本发明属于齿轮加工设备,具体涉及一种低刚度薄壁齿圈端面磨削工装。
背景技术:
1、行星减速器作为经典传动结构,具有体积小、传动比大、传动效率高等特点,广泛应用于装甲车辆、风力发电、工程机械和航空航天等工业部门。
2、行星减速器整体上由太阳轮、行星轮、齿圈和行星架组成。近年来传动装置逐渐向高速重载方向发展,由于行星减速器内外啮合并存的综合传动,对内部齿轮的啮合精度要求较高。基于此种趋势下,行星减速器的齿轮磨齿加工普遍采用5级及以上精度。但是高精度的齿轮制造,往往需要控制每一工序的精度。齿圈作为一个薄壁零件,是行星组件中变形较大、精度较差的部件,齿圈的成品率不理想。齿圈端面作为后续磨齿加工过程中的主要定位面,对磨齿的螺旋线和齿廓精度影响较大,所以要严格控制端面平面度。现有的端面定位磨削工装,普遍由工作台和夹紧装置组成。主要原理是将齿圈放置于工作台上,然后夹紧装置启动固定齿圈进行磨端面。这种定位工装方式,虽然能满足多数齿轮的加工要求,但是针对齿圈这种弱刚度零件,加工过程中易变形,平面度较差,齿圈磨齿的成品率较低。所以如果能将齿圈的平面度控制在1μm以内,将会方便后续齿圈的磨齿过程中的定位和找正,提高齿圈的成品率。
3、中国专利113290502a公开了“一种齿轮端面打磨加工用夹具”,包括底座、弯杆和夹紧装置三部分,该夹具通过夹紧装置内部推杆的移动,从而达到夹紧大齿轮或小齿轮的效果。
4、中国专利cn219444505u公开了“一种齿轮加工用端面磨削装置”,该装置将齿轮固定在机床的一侧,并利用夹紧部件对齿轮进行夹持,通过机架另一侧的磨削机构进行端面磨削,可以实现齿圈磨端面的自动化。
5、上述两种专利均是在原有的端面磨削工装上进行了改进,没有做出实质性的改变。第一种专利只考虑了磨端面夹具对不同齿轮的适用性,但是这种专利在制造和装配方面增加难度,不能解决齿圈原有端面对磨削平面度影响。第二种专利虽然一定程度上提高了生产效率,但是此种夹紧方式不能改善齿轮端面的平面度。
6、另外,也有专利采用过盈量的方式入手,进行齿轮的端面磨削;中国专利cn219325127u公开了“一种齿轮外圆及端面磨削加工浮动式自调节两顶式夹具”,提出了一种适合形状结构复杂、加工难度大的齿轮类产品磨削装夹方式,将齿轮类零件固定在转动芯轴上,通过定心胀套外圆与加工工件的内孔相配合,实现对加工工件的径向约束。该专利适用于各种复杂齿轮类的端面磨削,加工精度高,但是采用过盈配合会导致低刚度齿轮的变形问题。
7、综上所示,以往专利大多数的侧重点一方面为提高磨削速度,如增加翻磨装置;另一方面为改进装夹方式,适应不同规格的齿轮。但是都没有考虑如何提高端面磨削精度,没有从磨削装置上解决低刚度齿轮的变形问题。
技术实现思路
1、为解决现有技术存在的上述问题,本发明要设计一种能解决低刚度齿轮变形问题的低刚度薄壁齿圈端面磨削工装。
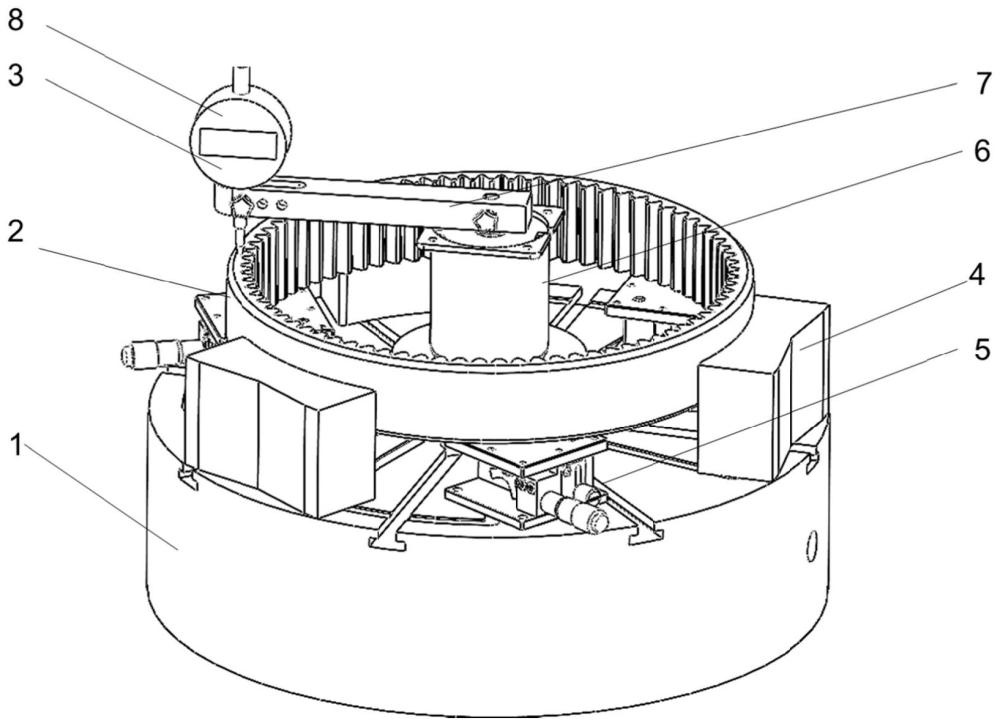
2、为了实现上述目的,本发明的技术方案如下:一种低刚度薄壁齿圈端面磨削工装,包括电永磁吸盘、微调精密升降平台、弧形夹块和平面度测量装置,所述微调精密升降平台和弧形夹块各3个,3个微调精密升降平台和3个弧形夹块等间距交替放置在电永磁吸盘的表面上;所述弧形夹块的圆弧半径与齿圈半径相等,并与齿圈外圆柱面完全贴合;
3、所述平面度测量装置包括数码千分表、可调连接杆和旋转电机,所述数码千分表固定在可调节连接杆的一端,所述可调节连接杆的另一端固定在旋转电机上,所述旋转电机放置在电永磁吸盘中央;所述平面度测量装置用于对磨削后的齿圈端面进行平面度测量。
4、进一步地,所述低刚度薄壁齿圈端面磨削工装的工作方法,包括以下步骤:
5、第一步:将微调精密升降平台均匀地放置在电永磁吸盘上,并把所有的微调精密升降平台恢复至零位,保证微调精密升降平台的上表面处于同一水平面;
6、第二步:将平面度测量装置放置在电永磁吸盘上,处于弧形夹块的中心位置,启动平面度测量装置,旋转一周,调节数码千分表在可调连接杆的位置,使数码千分表距旋转电机轴的距离大于待测齿圈的齿根圆半径并小于外圆柱面的半径;根据数码千分表显示数据跳动,调节旋转电机安装位置;
7、第三步:将齿圈放置在微调精密升降平台上表面上,移动齿圈使得齿圈中心位置处于电永磁吸盘的中心位置;
8、第四步:将弧形夹块与齿圈外圆柱面贴合;
9、第五步:去掉测量装置,启动电永磁吸盘,磁力传导至弧形夹块上,对齿圈产生吸力吸附齿圈;开始磨削齿圈端面,直到齿圈的厚度尺寸满足要求;
10、第六步:如果完成齿圈两个端面磨削,转第七步;否则,将齿圈翻转,转第三步;
11、第七步:齿圈两端面磨削后,将校正后的平面度测量装置重新放置于电永磁吸盘上,进行平面度检测,检验本批磨削后的齿圈端面是否合格。
12、与现有技术相比,本方案有以下优点:
13、1.本发明通过将传统的端面吸附装夹改变为通过齿圈圆柱面装夹,将装夹力由轴向改变为径向,将误差转移到了加工非敏感方向,可以迅速实现齿圈定位,提高齿圈的加工效率;端面不会在较大的磁力下产生变形和误差复映问题,并且装夹力不会对磨削端面工序精度产生影响。
14、2.本发明采用电永磁吸盘进行装夹,利用磁力装夹去替代传统的装夹方式,如螺栓扭紧装夹和过盈方式装夹,可以迅速实现齿圈定位夹紧,并可以保证齿圈端面所有位置夹紧力均匀,避免了装夹传统夹紧方式装夹位置的变形问题,提高了端面磨削生产效率。
15、3.本发明采用弧形夹块进行夹紧,面与面的接触方式减弱了传统装夹方式应力集中的影响,且可根据磨削参数,改变弧形夹块的数量,适用于齿轮粗磨和精磨的各个加工过程。
16、4、本发明利用三个微调精密升降平台,三点确定一个平面,为齿圈提供了平面度误差低于1μm的磨削平台。
技术特征:
1.一种低刚度薄壁齿圈端面磨削工装,其特征在于:包括电永磁吸盘(1)、微调精密升降平台(5)、弧形夹块(4)和平面度测量装置(3),所述微调精密升降平台(5)和弧形夹块(4)各3个,3个微调精密升降平台(5)和3个弧形夹块(4)等间距交替放置在电永磁吸盘(1)的表面上;所述弧形夹块(4)的内圆弧半径与齿圈(2)外圆半径相等,并与齿圈(2)外圆柱面完全贴合;
2.根据权利要求1所述一种低刚度薄壁齿圈端面磨削工装,其特征在于:所述低刚度薄壁齿圈端面磨削工装的工作方法,包括以下步骤:
技术总结
本发明公开了一种低刚度薄壁齿圈端面磨削工装,包括电永磁吸盘、微调精密升降平台、弧形夹块和平面度测量装置,所述微调精密升降平台和弧形夹块各3个,3个微调精密升降平台和3个弧形夹块等间距交替放置在电永磁吸盘的表面上。本发明通过将传统的端面吸附装夹改变为通过齿圈圆柱面装夹,将装夹力由轴向改变为径向,将误差转移到了加工非敏感方向,可以迅速实现齿圈定位,提高齿圈的加工效率;端面不会在较大的磁力下产生变形和误差复映问题,并且装夹力不会对磨削端面工序精度产生影响。本发明采用电永磁吸盘进行装夹,避免了装夹传统夹紧方式装夹位置的变形问题,提高了端面磨削生产效率。
技术研发人员:周平,张阳阳,孟磊,闫英
受保护的技术使用者:大连理工大学
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!