研磨方法及研磨设备与流程
本公开涉及半导体,特别是涉及一种研磨方法及研磨设备。
背景技术:
1、化学机械研磨(chemical mechanical polishing,简称cmp)是集成电路制造过程中实现晶圆表面平坦化的关键工艺,通过研磨头对晶圆的不同区域施加不同压力以控制研磨去除总量,从而实现晶圆表面的平坦化处理。其中,在对晶圆进行化学机械研磨过程中通过在线实时终点检测(end point detection,简称epd)来抓取研磨终点,是确保晶圆表面实现平坦化效果的关键。
2、然而,现有的晶圆制造工艺中,受到前道工序的影响,可能出现晶圆表面薄膜厚度单点异常的情况,使得在线实时终点检测难以针对该异常点位进行有效的量测及研磨控制,从而容易增加晶圆研磨过度或研磨不足等风险,导致降低产品良率。
技术实现思路
1、基于此,本公开实施例提供了一种研磨方法及研磨设备,以有效提升产品良率。
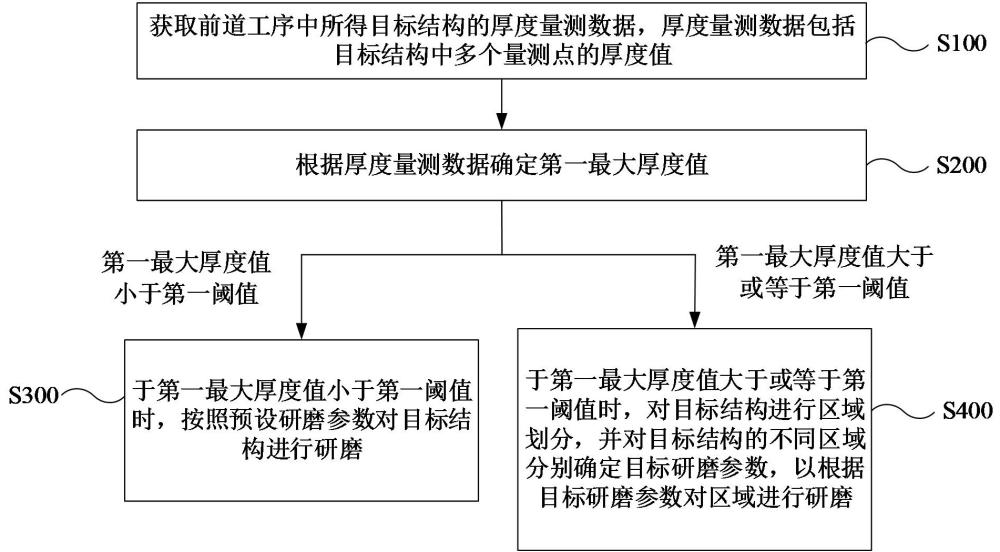
2、为了实现上述目的,一方面,本公开一些实施例提供了一种研磨方法,应用于研磨工序,包括:获取前道工序中所得目标结构的厚度量测数据,厚度量测数据包括目标结构中多个量测点的厚度值;根据厚度量测数据确定第一最大厚度值;于第一最大厚度值小于第一阈值时,按照预设研磨参数对目标结构进行研磨;于第一最大厚度值大于或等于第一阈值时,对目标结构进行区域划分,并对目标结构的不同区域分别确定目标研磨参数,以根据目标研磨参数对区域进行研磨。
3、上述实施例中的研磨方法,通过获取前道工序中所得目标结构的厚度量测数据,可以根据厚度量测数据确定第一最大厚度值,以根据第一最大厚度值和第一阈值的大小关系,判断是否需要对目标结构进行区域划分与研磨参数的重新设定。这样于厚度量测数据对应的第一最大厚度值大于或等于第一阈值时,可以通过对目标结构的区域划分,以对目标结构的不同区域分别确定目标研磨参数,并根据该目标研磨参数对区域进行研磨。由此,本技术实施例通过前道工序的厚度量测数据来判断目标结构中第一最大厚度值的大小,以对第一最大厚度值较大(即第一最大厚度值大于或等于第一阈值)的目标结构进行区域划分并针对不同区域分别确定目标研磨参数,实现了对目标结构中的异常点位(例如厚度值异常跳高的点位)的针对性研磨并有效消除了厚度差异,提高了产品表面的均匀度,从而有效提升了产品良率。
4、在一些实施例中,对目标结构进行区域划分,包括:以研磨头的圆心为起点,沿研磨头的半径方向依序将目标结构划分为多个环形区域。如此,有助于根据目标研磨参数对区域进行研磨。
5、在一些实施例中,对目标结构的不同区域分别确定目标研磨参数,以根据目标研磨参数对区域进行研磨,包括:根据第一最大厚度值确定一次研磨的第一研磨时长;以第一最大厚度值对应量测点的所在区域为第一目标区域;对第一目标区域之外的其他区域分别施加预设研磨压力,并按照第一研磨时长执行一次研磨;获取目标结构执行一次研磨之后的第一厚度数据,并根据第一厚度数据及目标结构的目标尺寸,确定二次研磨的第二研磨时长;对目标结构的各区域分别施加预设研磨压力,并按照第二研磨时长执行二次研磨。如此,本技术通过对目标结构进行两次研磨,其中,一次研磨有利于消除目标结构中的厚度差,以使目标结构具有较高的均匀度,有助于提高产品良率;二次研磨用于将目标结构研磨至目标尺寸,以得到满足生产标准的产品。
6、在一些实施例中,研磨方法还包括:获取目标结构执行二次研磨之后的第二厚度数据;根据厚度量测数据对应的第一最大厚度值、第二厚度数据对应的第二最大厚度值以及预设的厚度参考值,确定研磨修正系数;根据研磨修正系数,对批量目标结构中下一个目标结构的第一研磨时长进行修正。如此,本技术通过根据当前目标结构在研磨之前的厚度量测数据以及研磨之后的第二厚度数据对下一个目标结构的一次研磨进行修正,根据实际研磨结果对研磨工序进行优化修正,有利于有效改善目标结构中异常点位(例如厚度值异常跳高的点位),从而有效提升了产品良率。
7、在一些实施例中,根据厚度量测数据对应的第一最大厚度值、第二厚度数据对应的第二最大厚度值以及预设的厚度参考值,确定研磨修正系数,包括:根据厚度量测数据确定第一最大厚度值为rangepre,根据第二厚度数据确定第二最大厚度值为rangepost,并以rangepre和rangepost的差值为第一值;确定厚度参考值为rangespec,并以rangepre和rangespec的差值为第二值;其中,研磨修正系数为第一值和第二值的比值。如此,本技术通过根据厚度数据计算研磨修正系数,有助于对下一个目标结构的研磨工序进行精确优化,有效提升对于目标结构中异常点位(例如厚度值异常跳高的点位)的改善效果。
8、在一些实施例中,第二最大厚度值小于厚度参考值,如此,修正后的目标结构的厚度较为均匀,具有较高的产品良率。
9、在一些实施例中,目标结构的一次研磨量与第一最大厚度值呈线性相关;其中,目标结构的第一研磨时长等于一次研磨量与研磨速率的比值;批量目标结构中下一个目标结构的第一研磨时长等于一次研磨量与研磨速率和研磨修正系数二者乘积的比值。如此,本技术通过根据实际计算结果确定研磨时长,有助于对目标结构中异常点位(例如厚度值异常跳高的点位)进行精确有效的改善,从而提升产品良率。
10、在一些实施例中,厚度量测数据的量测精度高于第一厚度数据和第二厚度数据的量测精度,如此,直接获取精度较高的厚度量测数据以进行一次研磨,有利于提高一次研磨量确定的准确性,并且节省时间,提高了研磨效率。
11、另一方面,本公开实施例还提供了一种研磨设备,用于实施如上一些实施例中的研磨方法。该研磨设备包括:获取装置、控制装置和研磨装置。获取装置被配置为:获取前道工序中所得目标结构的厚度量测数据,厚度量测数据包括目标结构中多个量测点的厚度值;控制装置与获取装置、研磨装置相连接,被配置为:根据厚度量测数据确定第一最大厚度值,以于第一最大厚度值小于第一阈值时向研磨装置发送第一控制指令,于第一最大厚度值大于或等于第一阈值时向研磨装置发送第二控制指令;其中,第一控制指令为:按照预设研磨参数对目标结构进行研磨;第二控制指令为:对目标结构进行区域划分,并对目标结构的不同区域分别确定目标研磨参数,以根据目标研磨参数对区域进行研磨;研磨装置被配置为:响应于第一控制指令或第二控制指令对目标结构进行研磨。
12、上述实施例中的研磨设备,通过获取装置获取前道工序中所得目标结构的厚度量测数据;通过控制装置根据厚度量测数据确定第一最大厚度值,以根据第一最大厚度值和第一阈值的大小关系,向研磨装置发送第一控制指令和/或第二控制指令;通过研磨装置根据控制指令对目标结构进行研磨;从而能够对目标结构中异常点位(例如厚度值异常跳高的点位)进行针对性研磨并有效消除了厚度差异,提高了产品表面的均匀度,从而有效提升了产品良率。
13、在一些实施例中,研磨设备还包括:实时终点检测装置,被配置为:在线实时量测目标结构研磨后的厚度,以获得厚度数据。如此,有利于对研磨后产品的良率进行监控以及对下一次研磨进行修正。
14、综上所述,本公开实施例提供的研磨方法及研磨设备,所能实现的意想不到的效果是:通过前道工序的厚度量测数据来判断目标结构中第一最大厚度值的大小,以对第一最大厚度值较大(即第一最大厚度值大于或等于第一阈值)的目标结构进行区域划分并针对不同区域分别确定目标研磨参数,从而实现对目标结构中的异常点位(例如厚度值异常跳高的点位)的针对性研磨并有效消除了厚度差异,可以有效提高产品表面的均匀度,进而有效提升产品良率。
15、本公开的一个或多个实施例的细节在下面的附图和描述中提出。本公开的其他特征、目的和优点将从说明书、附图以及权利要求书变得明显。
- 还没有人留言评论。精彩留言会获得点赞!