一种汽车异形工件表面处理装置及处理方法与流程
本发明涉及汽车异形工件加工,具体地说,涉及一种汽车异形工件表面处理装置及处理方法。
背景技术:
1、汽车异形工件是一种特殊的汽车零部件,其形状、尺寸和结构与其他普通汽车零部件不同,部分的紧固件、连接件以及装饰件具有一定的特异性和个性化,这些异形工件通常是根据汽车设计、功能需求和性能要求而定制的,用于满足汽车制造过程中的特定要求,由于其形状不规则、结构复杂,在对这些特殊的汽车零部件选择合适的涂料对工件表面进行涂装处理前,往往需要对这些异形工件进行喷砂和抛光处理。
2、而现有的汽车异形工件表面处理过程中,喷砂和抛光两道工序往往分开进行,工作人员需要将异形工件从喷砂机内部取出后,再放置抛光机内部,进行重新定位,导致整体处理流程变长。同时,现有的转盘式喷砂机,设备内部设置了大量的机械部件,使得转盘转动的过程中,放置工件的平台也随之转动,这不仅提高了设备的制造成本,同时也增加了维护和保养的复杂性。
3、鉴于此,我们提出一种汽车异形工件表面处理装置及处理方法。
4、公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现思路
1、本发明的目的在于提供一种汽车异形工件表面处理装置及处理方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,一方面,本发明提供如下技术方案:
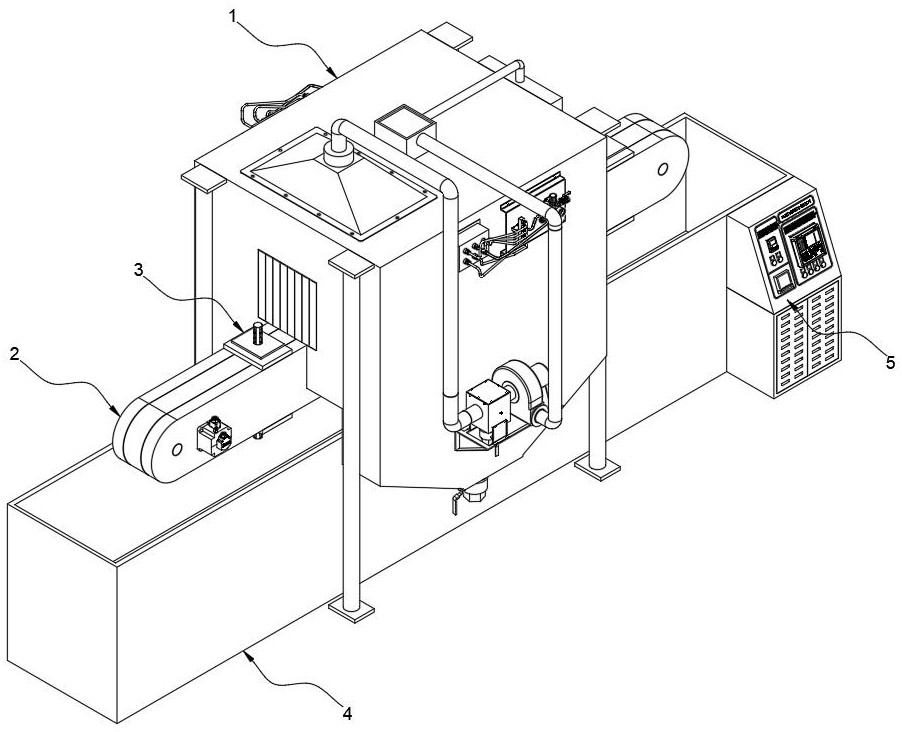
3、一种汽车异形工件表面处理装置,包括喷砂装置、设置于喷砂装置下方的磁力研磨抛光池以及用于控制整体设备的控制台,所述喷砂装置包括喷砂仓、设置于喷砂仓内部用于将磨料喷向工件表面的喷枪部以及设置于喷砂仓外部用于处理粉尘和废气的鼓风部;
4、所述喷砂仓包括底部敞口的仓体外壳、设置于仓体外壳左右两端底部的集砂仓体、设置于集砂仓体顶部敞口位置处的过滤格栅、两组相对立设置于仓体外壳前后两端内侧壁之间的导砂台、设置于其中一组导砂台顶部中心位置处的固定支架以及设置于固定支架端部位置处的固定齿板;
5、两组所述导砂台之间设有运输装置,所述运输装置包括两根前后平行设置的运输轴、套设于运输轴外部的运输辊、套设于两组运输辊之间的运输带、两组设置于运输带左右两侧的环形导轨以及设置于两组环形导轨之间的驱动部;
6、所述驱动部包括驱动电机、设置于驱动电机输出轴上的转动杆、设置于转动杆端部并随之转动而转动的杆端齿轮以及设置于环形导轨外侧壁并随着杆端齿轮转动而转动的对接齿轮;
7、所述运输带外部设有若干规则分布的放置机构,所述放置机构包括固定方板、设置于固定方板内部中心位置处的转动筒、设置于转动筒外侧壁靠近中心位置处的筒壁齿轮、设置于筒壁齿轮内部底面的电推杆、设置于转动筒顶部的放置台板以及设置于放置台板顶面中心位置处的内撑部。
8、在本发明的技术方案中,所述仓体外壳前后两端外侧壁底部靠近中心位置处均开设有用于放置机构通过的方形通槽,仓体外壳于方形通槽的顶部槽壁上通过螺栓固定连接有若干规则分布的隔断帘,仓体外壳前后两端外侧壁顶部的边角位置处均焊接固定有用于确保所述喷砂装置整体结构稳定的支撑杆。
9、在本发明的技术方案中,所述集砂仓体与所述仓体外壳焊接固定,集砂仓体的底部通过法兰固定连接有仓底阀门,所述过滤格栅焊接固定于所述集砂仓体顶部的敞口位置处,所述导砂台的前后两端分别与所述仓体外壳前后两端的内侧壁焊接固定,所述固定支架焊接固定于所述导砂台的顶面上,所述固定齿板与所述固定支架焊接固定,所述仓体外壳左右两端的内侧壁上焊接固定有若干规则分布用于为所述喷枪部提供固定平台的仓内支架,仓体外壳其中一端的外侧壁上通过螺栓固定连接有放置架。
10、在本发明的技术方案中,所述鼓风部包括通过螺栓固定连接于所述仓体外壳顶面上的吸风罩、法兰连接于所述吸风罩顶面上的吸尘管、通过螺栓固定连接于吸尘管底端管口处的过滤箱、设置于过滤箱外侧的鼓风机、法兰连接于所述鼓风机出气口位置处的出气管、设置于出气管顶端管口位置处的降温箱、法兰连接于降温箱外侧壁上的外伸管以及通过螺栓固定连接于外伸管端部位置处的出风罩,所述鼓风机的进气口与所述过滤箱外侧壁上的圆形管通过法兰固定连接。
11、在本发明的技术方案中,所述运输轴的左右两端分别转动连接于前后两组所述环形导轨的外侧壁上,所述运输辊通过卡销固定连接于所述运输轴的外侧壁上,所述环形导轨通过螺栓与所述导砂台固定连接。
12、在本发明的技术方案中,所述驱动电机通过螺栓固定连接于所述环形导轨的外侧壁上,所述转动杆的左右两端分别转动连接于前后两组所述环形导轨的外侧壁上,转动杆的其中一端与所述驱动电机的输出轴同轴连接,所述杆端齿轮与所述转动杆另一端穿过所述环形导轨外侧壁的部分通过卡销固定连接,杆端齿轮的外侧轮齿边缘有一段光滑区域,所述对接齿轮与所述运输轴穿过所述环形导轨外侧壁的部分通过卡销固定连接,对接齿轮与所述杆端齿轮相互啮合。
13、在本发明的技术方案中,所述转动筒转动连接于所述固定方板内部中心位置处,所述筒壁齿轮与所述转动筒一体成型,筒壁齿轮与所述固定齿板相互啮合,所述电推杆通过螺丝固定连接于所述转动筒的内部底面上,所述放置台板卡接固定于所述转动筒的顶面上。
14、在本发明的技术方案中,所述内撑部包括底部敞口的固定管体、设置于固定管体内部的移动板、若干两两一组且上下对称设置于固定管体外侧的连杆、设置于两组连杆之间的外伸凸板以及设置于移动板顶面上的配重块,所述固定管体的外侧壁开设有若干规则分布且内外贯通的管壁通槽,所述移动板的底部与所述电推杆伸缩杆的端部通过螺栓固定连接。
15、在本发明的技术方案中,位于上方的所述连杆顶端转动连接于所述管壁通槽的内侧槽壁上,位于下方的所述连杆底端转动连接于所述移动板外侧壁上,所述外伸凸板的上下两端分别与上下两组所述连杆转动连接,所述配重块卡接固定于所述移动板的顶面上。
16、另一方面,本发明还提供了一种汽车异形工件表面处理方法,使用上述的汽车异形工件表面处理装置,包括以下步骤:
17、一、准备阶段
18、s1、确保喷砂装置中喷枪部的气源、电源、水源等设备正常工作,进行必要的调试和检查;
19、s2、根据汽车异形工件的材质和处理要求,选择合适的磨料和喷砂参数,并将规定范围内的磨料装入喷枪部的内部;
20、二、异形工件放置阶段
21、s3、工作人员将汽车的异形工件套设于放置机构中内撑部的外部;
22、s4、接着控制电推杆中的伸缩杆上移,带动移动板在固定管体的内部向上移动;
23、s5、随着固定管体位置的改变,而带动位于下方的连杆倾斜角度发生变化,进而带动外伸凸板向外移动,从而确保异形工件位置的固定;
24、三、运输阶段
25、s6、启动运输装置中驱动部内的驱动电机,带动转动杆发生转动,而带动杆端齿轮发生转动;
26、s7、对接齿轮随着杆端齿轮转动而转动,而带动运输轴发生转动,进而带动运输辊发生转动,从而带动运输带发生运动;
27、四、喷砂阶段
28、s8、若干组安装好异形工件的放置机构随着运动的运输带进入喷砂仓的内部,当筒壁齿轮与喷砂仓内的固定齿板接触后,转动筒发生转动;
29、s9、转动筒上方的放置台板、内撑部以及内撑部外部固定的异形工件也一同发生转动,此时喷枪部开始工作,将磨料均匀地喷洒在异形工件的表面,鼓风部也随之启动,收集喷砂过程中产生的粉尘和废气;
30、五、喷砂效果检视阶段
31、s10、喷砂结束后,安装好异形工件的放置机构随着运动的运输带离开喷砂仓的内部;
32、s11、工作人员随即检查异形工件的喷砂效果是否理想,并将喷砂效果不好的异形工件从放置机构上取出;
33、六、抛光阶段
34、s12、安装好异形工件的放置机构随着运动的运输带移动至磁力研磨抛光池的上方后,通过控制台启动磁力研磨抛光池,将淹没在池水中的异形工件进行抛光处理;
35、s13、异形工件随即从磁力研磨抛光池的一端移动至另一端,并随着运动的运输带离开磁力研磨抛光池,并再次回到喷砂装置的外侧;
36、七、异形工件取出阶段
37、s13、工作人员再次控制放置机构中的电推杆的伸缩杆向下移动,而改变内撑部的内部结构,从而将抛光好的异形工件取出。
38、与现有技术相比,本发明的有益效果是:
39、1.该汽车异形工件表面处理装置及处理方法,将若干组用于放置汽车异形工件的放置机构能够随着运输装置中的运输带移动,汽车异形工件能够快速从喷砂装置移动至磁力研磨抛光池的内部,从而实现工件的连续处理,减少了在不同设备之间转移工件的时间和成本。
40、2.该汽车异形工件表面处理装置及处理方法,汽车异形工件能够随着运输带在磁力研磨抛光池的内部自主移动,让抛光介质可以连续不断地与表面接触,消除手工抛光时可能出现的遗漏区域,从而提高表面质量的一致性。
41、3.该汽车异形工件表面处理装置及处理方法,放置机构中转动筒外侧壁上的筒壁齿轮与固定齿板接触后,随即让转动筒上方的放置台板、内撑部以及内撑部外部固定的异形工件也一同发生转动,从而降低设备机械部件的投入,同时减少维护和保养的复杂性。
- 还没有人留言评论。精彩留言会获得点赞!