一种通体花岗岩瓷砖的制备方法与流程
[0001]
本发明涉及瓷砖技术领域,尤其涉及一种通体花岗岩瓷砖的制备方法。
背景技术:
[0002]
花岗岩瓷砖是人们生活中常用的装饰材料,其广泛应用于户外园林、建筑外墙和工装工程等领域。
[0003]
现有的花岗岩瓷砖在加工时,通常采用模具+高温釉,喷墨+干粒釉+云母片的制备工艺。但是在实际生产中,存在以下问题:1、在喷釉上色时容易出现上色不均匀和褪色的现象,产品质量差;2、在喷干粒釉时,常规瓷砖喷干粒粒径在120目以上,采用高压喷釉柜,喷嘴口径0.26-1.3mm之间,超粗干粒(粒径在30-60目)釉的粒径大,容易在吸釉管内造成沉淀和堵塞,喷釉压力不稳定,长时间使用造成高压喷釉柜喷干粒不均和堵塞容易出现,产品质量差,吸釉管清理更换繁琐,延长了产品的生产周期;3、现有的单峰式甩釉柜采用的甩釉筒的干粒出口常规半径过小(1.2mm),干粒出口数量过多,造成干粒分布过密,影响表面效果,以及釉原料的浪费,产品生产成本高。
技术实现要素:
[0004]
本发明提出的一种通体花岗岩瓷砖的制备方法,解决了现有通体花岗岩瓷砖上色不均匀、生产周期长和生产成本高的问题。
[0005]
为了实现上述目的,本发明采用了如下技术方案:
[0006]
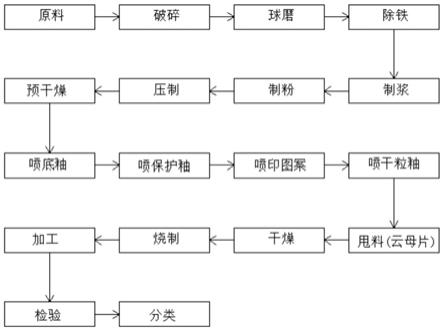
一种通体花岗岩瓷砖的制备方法,包括以下步骤:s1:将原料破碎、球磨后过筛并除铁,制成浆料a;s2:将s1中的浆料a经成粉、压制和预干燥后得到砖胚b;s3:将s2中砖胚b依次进行喷底釉、喷保护釉、喷印图案、喷干粒釉处理得到砖胚c,其中,喷干粒釉喷嘴口径2.8-3.0mm,喷嘴为螺旋形结构,多个喷嘴连接同一个吸釉管,吸釉管上安装有四分之一球阀;s4:将s3中的砖胚c进行甩料和干燥后置于烧制窑内烧制成型得到样品d;s5:对s4中的样品d进行加工、检验和分类。
[0007]
优选的,所述s1中,原料包括高岭土、石英砂、灰泥、长石、方解石、煅烧土、氧化铝、硅酸锆、氧化锌、烧土、烧滑石花岗岩和石灰石,根据花岗岩种类要求不同,可根据实际需要增/减各原料配比,球磨采用高铝球石球磨机,球磨时间为10-14小时,球磨时间越长,形成粉末越细,除铁是避免浆料a中铁元素经窑炉高温氧化变黑而导致产品表片有缺陷的问题。
[0008]
优选的,所述s2中,浆料a在喷雾塔内反应得到塔底粉料,粉料经过压机成型,压机为5500吨压机,压机成型模具由激光雕刻模具雕刻成型,预干燥温度为120-200℃,经压机成型后的砖胚b含水量大,预干燥降低了直接喷釉容易导致上色不均匀和脱色的可能性。
[0009]
优选的,所述s3中,砖胚b在高压喷釉柜中喷底釉和保护釉,通过喷墨打印的方法在砖胚b上进行喷印成型,随后经过离心式甩釉的方式使干粒釉均匀附着在砖胚b上,其中,喷干粒釉喷嘴口径2.8-3.0mm,喷嘴为螺旋形结构,多个喷嘴连接同一个吸釉管,吸釉管上安装有四分之一球阀,用于定期清理内部沉淀的干粒釉,保证实用的压力稳定和不堵塞。
[0010]
优选的,所述s4中,通过离心式甩料的方式使云母片附着在砖胚c上,干燥是避免样品d含水量高而导致制砖干裂变形现象的发生,烧制窑内温度为1210℃-1220℃,烧制时间为95-110分钟。
[0011]
优选的,所述s5中加工包括磨边、倒角和切割处理,检验分为机器检验和人工检验两种。
[0012]
本发明的有益效果为:
[0013]
1、通过预干燥处理,使产品上色均匀,不易褪色,通过采用激光雕刻模具,提高了模具成型精度和成型效果,超粗干粒在高温煅烧后完美呈现了天然花岗岩的为镶嵌结构,孔隙比少于1%,产品美观逼真;
[0014]
2、将喷干粒釉喷嘴口径设计为2.8-3.0nm,喷嘴为螺旋形结构,多个喷嘴连接同一个吸釉管,吸釉管上安装有四分之一球阀,降低了超粗干粒釉沉积在吸釉管内的可能性,同时,便于对吸釉管内吸附和沉积的超粗干粒釉进行清理,吸釉管不易堵塞,喷釉压力稳定,提高了产品质量,减少了设备维修更换时间,缩短了产品生产周期;
[0015]
3、将干粒出口半径根据需求改为2.0mm、2.5mm、或3.0mm;同时现有甩釉筒的出口数量壁原甩釉筒的出口数量减少三分之一至二分之一,减少了原料的浪费,节能环保,降低了产品生产成本。
附图说明
[0016]
图1为本发明提出的一种通体花岗岩瓷砖的制备方法的流程图。
具体实施方式
[0017]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0018]
具体实施例:
[0019]
一种通体花岗岩瓷砖的制备方法,包括以下步骤:s1:将原料破碎、球磨后过筛并除铁,制成浆料a,原料包括高岭土、石英砂、灰泥、长石、方解石、煅烧土、氧化铝、硅酸锆、氧化锌、烧土、烧滑石花岗岩和石灰石,根据花岗岩种类要求不同,可根据实际需要增/减各原料配比,球磨采用铝球石球磨机,球磨时间为10-14小时,球磨时间越长,形成粉末越细,除铁是避免浆料a中铁元素经窑炉高温氧化变黑而导致产品表片有缺陷的问题;s2:将s1中的浆料a经成粉、压制和预干燥后得到砖胚b,浆料a在喷雾塔内反应得到塔底粉料,粉料经过压机成型,压机为5500吨压机,即不会导致压力过大使产品出先“针孔”的现象,也不会因为压力过小导致产品易碎的问题,压机成型模具由激光雕刻模具雕刻成型,预干燥温度为120-200℃,经压机成型后的砖胚b含水量大,预干燥降低了直接喷釉容易导致上色不均匀和脱色的可能性;s3:将s2中砖胚b依次进行喷底釉、喷保护釉、喷印图案、喷干粒釉处理得到砖胚c,砖胚b在高压喷釉柜中喷底釉和保护釉,通过喷墨打印的方法在砖胚b上进行喷印成型,随后经过离心式甩釉的方式使干粒釉均匀附着在砖胚b上,其中,喷干粒釉喷嘴口径2.8-3.0nm,喷嘴为螺旋形结构,多个喷嘴连接同一个吸釉管,吸釉管上安装有四分之一球阀,用于定期清理内部沉淀的干粒釉,保证实用的压力稳定和不堵塞;s4:将s3中的砖胚c进行甩料和干燥后置于烧制窑内烧制成型得到样品d,通过离心式甩料的方式使云母片附着
在砖胚c上,干燥是避免样品d含水量高而导致制砖干裂变形现象的发生,烧制窑内温度为1210℃-1220℃,烧制时间为95-110分钟;s5:对s4中的样品d进行加工、检验和分类,加工包括磨边、倒角和切割处理,检验分为机器检验和人工检验两种。
[0020]
此处需要说明的是:可根据产品表面的大闪点效果进一步合理分布,闪点的数量及闪点的大小,达到仿各种天然花岗岩石英颗粒的自然闪亮效果。
[0021]
本发明针对通体花岗岩瓷砖生产中存在上色不均匀的问题和吸釉管易堵塞的问题,改进了通体花岗岩瓷砖的生产流程,并对生产设备进行了改进,提高了产品质量,使产品更美观;降低了吸釉管堵塞的可能性,提高了产品质量,降低了设备维修成本,缩短了产品生产时间,降低了产品生产成本,节能环保。
[0022]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1