玻璃片处理设备及方法与流程
玻璃片处理设备及方法
1.相关申请案的交叉引用
2.本申请案主张于2018年9月19日所申请的美国临时申请案号62/733,129的优先权权益,其内容完全被依赖于此并通过引用的方式整体并入本文中,如同下文所阐述。
背景技术:
3.玻璃片通常由玻璃带制成,玻璃带是通过各种带形成处理形成的,各种带形成处理包括浮法、槽拉伸、向下拉伸、熔融向下拉伸、向上拉伸或任何其他形成处理。随后可对来自这些处理中的任何处理的玻璃带进行处理以去除边缘珠粒,并且通过机械划痕和断裂将其分开以提供一或多个适于经进一步处理成所需应用的玻璃片,所需应用包括但不限于显示应用。例如,一或多个玻璃片可用于多种显示应用,多种显示应用包括液晶显示器(lcd)、电泳显示器(epd)、有机发光二极管显示器(oled)、等离子体显示面板(pdp)或类似物。玻璃片可从一个位置运送到另一位置。可用设计成将一叠玻璃片固定在适当位置的常规支撑框架来运送玻璃片。此外,可将隔离纸材料放置在每个相邻的玻璃片之间,以帮助防止玻璃片的原始表面之间的接触,并且因而保留玻璃片的原始表面。
4.从所形成的带分离之后处理的玻璃片可吸引不希望的玻璃屑和颗粒,玻璃屑和颗粒在用于带切断和去除边缘珠粒的机械划痕和断裂处理期间中形成。这些玻璃屑和颗粒可能会黏结到玻璃表面,从而导致整个片对于许多显示应用而言是不可接受的。玻璃屑和颗粒(通常称为黏附玻璃)会在显示装置中产生缺陷。用于去除黏附玻璃的一种方法涉及在黏附玻璃实际结合之前清洁玻璃表面。
5.清洁处理通常依赖于在固定平面中将玻璃片呈现给清洁工具(如高压喷嘴及刷子等),使得在清洁期间所施加的力是恒定的。在干燥期间,将玻璃保持在固定平面上也是重要的,因平片玻璃的干燥依赖于经由指向整个玻璃主表面的气刀产生的空气力来去除水。气刀与要干燥的玻璃主表面之间的高差的变化会阻止整个主表面的一致干燥。同样,由于高压清洗或干燥成型片而产生的局部力很容易在a侧和b侧(前主表面和后主表面)之间产生力不平衡及左右差异。这些力差可能导致玻璃片变得不稳定,并且清洁期间的振动可能导致玻璃片接触清洁和/或干燥设备。
6.因此,期望提供一种设备和方法,其以足够的精度将玻璃片定位并输送到玻璃片处理站(例如,清洁站或干燥站)中,以将玻璃对准预定的玻璃平面,预定的玻璃平面与移动玻璃的移动系统在同一平面上,并且可允许将清洁工具定位在偏离玻璃主表面的固定距离内。还期望在涉及施加高压液体或气体的处理步骤(如洗涤或干燥操作)期间固定玻璃片,以防止不希望的振动。
技术实现要素:
7.本申请案的第一方面提供了一种用于处理玻璃片的设备,此玻璃片包括在其间限定厚度的一对主表面。在某些实施例中,设备包括螺纹工具,螺纹工具包括经固定至第一上部延伸装置的第一上部引导臂和经固定至第二上部延伸装置的第二上部引导臂,第一上部
引导臂或第二上部引导臂中的一或多个可在开启位置与关闭位置之间移动,在开启位置中第一上部引导臂和第二上部引导臂由大于玻璃片的厚度的分隔距离s分开,在关闭位置中第一上部引导臂和第二上部引导臂每个在玻璃片的边缘处引导玻璃片的相对的主表面。设备进一步包括:夹持装置,夹持玻璃片的顶部边缘部分;玻璃传感器,经定位成当玻璃片从上游处理方向接近玻璃传感器时检测玻璃片的前边缘的存在;夹持装置传感器,经配置以在从上游处理方向接近夹持装置传感器时检测夹持装置的存在;和控制器,经配置以基于所检测到的玻璃片的存在和所检测到的夹持装置的存在来协调和控制第一上部引导臂或第二上部引导臂中的一或多个在开启位置与关闭位置之间的移动。在某些实施例中,玻璃传感器或夹持装置传感器中的一或多个包括光电传感器或超声波传感器。
8.在某些实施例中,设备包括用于运送玻璃片的载体,并且在进一步的实施例中,进一步包括载体传感器,载体传感器经定位成当载体从上游处理方向接近载体传感器时检测载体的存在。在某些实施例中,夹持装置由载体支撑。在某些实施例中,载体包括金属元件,并且载体传感器包括适于确定金属元件的接近度的接近度传感器。在某些实施例中,玻璃片包括长度,并且经定义为长度除以厚度的长宽比大于约2000。
9.在某些实施例中,设备可进一步包括下部螺纹工具,下部螺纹工具包括经固定至第一下部延伸装置的第一下部引导臂和经固定至第二下部延伸装置的第二下部引导臂,第一下部引导臂或第二下部引导臂中的一或多个可在开启位置与关闭位置之间移动,在开启位置中第一下部引导臂和第二下部引导臂由大于玻璃片的厚度的分隔距离d分隔,及在关闭位置中第一下部引导臂和第二下部引导臂每个在玻璃片的底缘部分处引导玻璃片的相对主表面。例如,分隔距离s可以是约1.0mm至约50mm。
10.在某些实施例中,一或多个夹持装置位于玻璃片的顶部边缘部分下方约0.1mm至约15mm处,及在关闭位置中,第一上部引导臂和第二上部引导臂经配置以引导玻璃片距玻璃片的顶部边缘部分下方0.1mm至约15mm。
11.本申请案的另一方面提供了一种处理玻璃片的方法,此玻璃片包括在其间限定厚度的一对主表面、前缘和后缘。在某些实施例中,方法包括:在输送方向上输送玻璃片使得前缘被输送通过玻璃片处理站,接着后缘被输送通过玻璃片处理站,玻璃片通过夹持装置从玻璃片的顶部边缘部分来支撑;当玻璃片从上游位置沿输送方向移动时,利用玻璃传感器检测玻璃片的前缘的存在;在玻璃片的前缘已由玻璃传感器检测到时关闭玻璃片上的一对引导臂,使得此对引导臂分别引导玻璃片;利用夹持装置传感器检测夹持装置的存在;打开一对引导臂以允许夹持装置在此对引导臂之间通过;并且在将夹持装置输送通过夹持装置传感器之后关闭此对引导臂。
12.在某些实施例中,方法进一步包括:在将夹持装置输送通过夹持装置传感器且关闭一对引导臂之后,干燥玻璃片。例如,干燥玻璃片可包括:向玻璃片施加气体以干燥玻璃片。在某些实施例中,方法进一步包括:利用载体从上游位置运送玻璃片,及利用载体传感器检测载体的存在。在某些实施例中,利用可移动的输送构件从上游位置运送载体,方法进一步包括:在(a)检测到玻璃片的前缘的存在或(b)检测到载体的存在且同时注意到一对引导臂处于关闭状态时,启动警报动作。
13.本申请案的另一方面提供了一种用于玻璃片处理设备的控制系统,此玻璃片处理设备包括夹持装置。在某些实施例中,控制系统包括经调适以检测载体相对于参考点的接
近度的接近度传感器、由载体运送的玻璃片、与控制器(此控制器经配置以确定玻璃片的速度和玻璃片相对于参考点的距离)通信的第一光电或超声波传感器、与控制器(此控制器经配置以确定夹持装置的速度和夹持装置相对于参考点的距离)通信的第二光电传感器或超声波传感器、经配置以确定螺纹工具(此螺纹工具包括第一上部引导臂和第二上部引导臂)的状态的传感器,第一上部引导臂或第二上部引导臂中的一或多个可在开启位置与关闭位置之间移动,在开启位置中第一上部引导臂和第二上部引导臂由大于玻璃片的厚度的分隔距离s分隔,及在关闭位置中第一上部引导臂和第二上部引导臂每个在玻璃片的顶部边缘部分附近分别引导玻璃片的相应主表面,控制器与接近度传感器、第一光电或超声波传感器、第二光电或超声波传感器通信,并且与经配置以确定螺纹工具的状态的传感器进一步通信。控制器经配置以基于以下情况发信号通知第一上部引导臂或第二上部引导臂中的一或多个在开启位置与关闭位置之间移动:(i)载体的经确定的接近度、(ii)玻璃片的经确定的速度和玻璃片相对于参考点的距离,及(iii)一或多个夹持装置的经确定的速度和一或多个夹持装置相对于参考点的距离,其中控制系统(a)在玻璃片的前缘从上游位置通过螺纹工具后将螺纹工具置于关闭位置;(b)当夹持装置从上游位置接近螺纹工具时将螺纹工具置于开启位置;及(c)在夹持装置通过螺纹工具后,将螺纹工具置于关闭位置。
附图说明
14.当参考附图阅读时,可进一步理解本申请案的这些和其他特征、方面和优势:
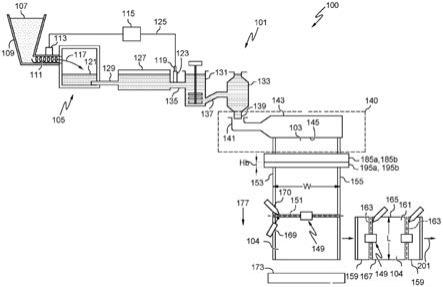
15.图1是根据本申请案的一个示例性实施例的包括用于拉制玻璃带的熔融下拉设备的玻璃处理设备的示意图;
16.图2是根据本申请案的一个示例性实施例的玻璃处理设备的清洗台的示意性透视图;
17.图3示出了根据本申请案的一个示例性实施例的自动边缘引导工具和控制系统;
18.图4和图5示出了根据本申请案的一个示例性实施例的螺纹工具;
19.图6示出了根据本申请案的一个示例性实施例的用于螺纹工具的控制系统;
20.图7是示出根据本申请案的一个示例性实施例的螺纹工具的位置的示意图;及
21.图8至图12示意性地示出了根据本申请案的一个示例性实施例的螺纹工具的顺序操作。
具体实施方式
22.现在将在下文中参考示出了本申请案的示例性实施例的附图来更全面地描述设备和方法。在所有附图中,尽可能地使用相同的附图标记指代相同或相似的部件。然而,本申请案可用许多不同的形式来体现,并且不应被解释为限于本文所阐述的实施例。
23.应当理解,本文所公开的具体实施方式旨在作为示例,因此是非限制性的。因此,本申请案涉及用于处理玻璃片的方法和设备。在一些实施例中,待处理的玻璃片可由玻璃制造设备形成、可被提供为与玻璃带分离的玻璃片、可被提供为与另一玻璃片分离的玻璃片、可被提供为由一叠玻璃片获得的玻璃片,或可被提供为独立玻璃片。
24.现在将通过示例性实施方式描述用于处理玻璃片的方法和设备。关于设备的描述应被理解为也指代使用此设备的基础处理;类似地,关于处理的描述还应被理解为指代此
处理中使用的设备。
25.参照图1,本申请案的实施例提供了从玻璃带103处理玻璃片104的步骤。如图所示,玻璃处理系统100可包括可单独使用或彼此结合使用的多个示例性处理站。如图所示,处理站可彼此串联布置以处理玻璃片104。此外,可能期望进一步处理玻璃片104(例如,由客户进一步处理用于显示应用的玻璃片104)。
26.分离碎屑可包括与玻璃分离器149相关联的碎屑及在玻璃处理系统100的任何类型的操作条件下在用玻璃分离器149进行分离处理之前、之中或之后产生的碎屑。在一些实施例中,分离碎屑可包括在对玻璃带103进行划痕时产生的玻璃屑片和玻璃碎片及当用玻璃分离器149分离玻璃带103时可能从玻璃带103上脱落的玻璃屑片和玻璃碎片。分离碎屑也可包括从玻璃分离器149及其相关元件排出的颗粒和其他污染物,如机械灰尘、润滑剂、微粒、纤维和任何其他类型的碎屑。
27.在一些实施例中,玻璃处理系统100为玻璃带103提供玻璃制造设备101,玻璃制造设备101例如但不限于狭缝拉伸设备、浮法浴设备、下拉设备、上拉设备、压延设备或其他玻璃带制造设备。图1示意性地示出了玻璃制造设备101,玻璃制造设备101包括熔融下拉设备101,熔融下拉设备101用于熔融拉伸玻璃带103以随后加工成玻璃片104。
28.熔融下拉设备101可包括熔融容器105,熔融容器105被定向为从储存箱109接收批料材料107。可透过由马达113提供动力的批料输送装置111来引入批料材料107。可选的控制器115可经配置以启动马达113来将所需量的批料材料107引入熔融容器105中,如箭头117所示。玻璃熔体探针119可用于测量立管123内的熔融材料121的液位,并且通过通信线路125将测量到的信息传递给控制器115。
29.熔融下拉设备101还可包括澄清容器127,澄清容器127位于熔融容器105的下游且通过第一连接导管129耦接至熔融容器105。在一些实施例中,熔融材料121可通过第一连接导管129从熔融容器105重力馈送到澄清容器127。例如,重力可驱动熔融材料121通过第一连接导管129的内部路径从熔融容器105到达澄清容器127。在澄清容器127内,可通过各种技术从熔融材料121中除去气泡。
30.熔融下拉设备101可进一步包括可位于澄清容器127下游的混合腔室131。混合腔室131可用于提供熔融材料121的均匀组成。如图所示,澄清容器127可通过第二连接导管135耦接到混合腔室131。在一些实施例中,熔融材料121可通过第二连接导管135从澄清容器127重力馈送到混合腔室131。例如,重力可驱动熔融材料121通过第二连接导管135的内部路径从澄清容器127到达混合腔室131。
31.熔融下拉设备101可进一步包括可位于混合腔室131下游的输送容器133。输送容器133可调节熔融材料121以被馈送到玻璃成型器140中。例如,输送容器133可充当蓄积器和/或流量控制器,以调节熔融材料121并向玻璃成形器140提供熔融材料121的一致流量。如图所示,混合腔室131可通过第三连接导管137耦接到输送容器133。在一些实施例中,可通过第三连接导管137将熔融材料121从混合腔室131重力馈送到输送容器133。例如,重力可驱动熔融材料121通过第三连接导管137的内部路径从混合腔室131到达输送容器133。
32.如进一步示出的,输送管139可经定位成将熔融材料121输送到熔融下拉设备101的玻璃成型器140。如下文更充分地论述的,玻璃成型器140可从成形容器143的底部边缘(根部)145将熔融材料121拉伸成玻璃带103。在所示的实施例中,成形容器143可包括入口
141;入口141经定向成从输送容器133的输送管139接收熔融材料121。
33.在一些实施例中,玻璃带103和玻璃片104的宽度“w”可为约20毫米(mm)至约4000mm,如约50mm至约4000mm、如约100mm至约4000mm、如约500mm至约4000mm、如约1000mm至约4000mm、如约2000mm至约4000mm、如约3000mm至约4000mm、如约20mm至约3000mm、如约50mm至约3000mm、如约100mm至约3000mm、如约500mm至约3000mm、如约1000mm至约3000mm、如约2000mm至约3000mm、如约2000mm至约2500mm,及上述范围之间的所有范围和子范围。
34.在一些实施例中,玻璃片104的高度“h”(未示出)可为约20mm至约4000mm、如约50mm至约4000mm、如约100mm至约4000mm、如约500mm至约4000mm、如约1000mm至约4000mm、如约2000mm至约4000mm、如约2500mm至约4000mm、如约20mm至约3000mm、如约50mm至约3000mm、如约100mm至约3000mm、如约500mm至约3000mm、如约1000mm至约3000mm、如约2000mm至约3000mm、如约2000mm至约2500mm,及上述范围之间的所有范围和子范围。
35.在一些实施例中,由玻璃带103制成的玻璃片104的厚度“t”(未示出)可在约0.01mm至约10mm的范围内,如约0.01mm至约9mm、如约0.01mm至约8mm、如约0.01mm至约7mm、如约0.01至约6mm、如约0.01mm至约5mm、如约0.01mm至约4mm、如约0.05mm至约3mm、如约0.05mm至约2mm、如约0.05mm至约1.8mm、如约0.05mm至约1.3mm、如约0.05mm至约1.1mm、如约0.05mm至约0.9mm、如约0.05mm至约0.7mm、如约0.05mm至约0.5mm、如约0.05mm至约0.3mm及上述范围之间的所有范围和子范围。
36.玻璃带103可包括多种成分,包括但不限于钠钙玻璃、硼硅酸盐玻璃、铝硼硅酸盐玻璃、含碱玻璃或无碱玻璃。一旦玻璃带103离开玻璃成型器140,玻璃带103就可通过玻璃分离器149分离成一或多个玻璃片104。如图所示,玻璃分离器149可定位在玻璃成型器140的下游,并且经定向成从玻璃带103分离玻璃片104。在本申请案的实施例中,可提供各种玻璃分离器149。例如,可提供一种机器,此机器可机械刻痕玻璃带103,接着沿着刻痕线使玻璃带103断裂。在一些实施例中,可如下所述及在共同待决的美国专利申请公开案号20160136846中提供激光辅助分离装置,其全部内容通过引用合并于此。
37.图1示出了示例性玻璃分离器149的总体示意图。如图所示,示例性玻璃分离器149可沿着横向分离路径151将玻璃片104与玻璃带103分离,横向分离路径151沿着玻璃带103的宽度“w”延伸,宽度“w”在玻璃带103的第一垂直边缘153与玻璃带103的第二垂直边缘155之间横向于玻璃成型器140的拉伸方向177。
38.在一些实施例中,玻璃分离器149或另一分离装置(未示出)可沿着垂直分离路径163将玻璃片104的外部159与玻璃片104的中央部分161分离,垂直分离路径163沿着在玻璃片104的第一横向边缘165与玻璃片104的第二横向边缘167之间的长度“l”延伸。如图所示,尽管可在水平方向上提供这种技术,但在一些实施例中可在垂直方向上执行这种技术。在一些实施例中,垂直定向可促进玻璃颗粒由重力带走。
39.在一些实施例中,可通过将玻璃带103与(例如)划片170(例如,刻痕轮及金刚石尖端等)或其他机械装置机械地接合来产生缺陷(未示出)。在一些实施例中,可用激光169产生缺陷。
40.在一些实施例中,第一细长气体埠185a和第二细长气体埠185b可经定位成邻近玻璃成型器140,如在玻璃带103离开玻璃成型器140的位置附近。第一细长气体埠185a和第二细长气体埠185b可经定向成分别分配第一外部气体幕和第二外部气体幕。玻璃处理系统
100可包括真空埠173(例如,细长的真空埠),真空埠173位于玻璃分离器149的下游(例如,沿着图1所示的拉伸方向177)且经定向成接收经夹带在外部气体幕的碎屑。在一些实施例中,可提供挡板(例如,第一挡板195a、第二挡板195b)以避免第一外部气体幕与第二外部气体幕之间的干扰,其中冷却流被吸入至玻璃成形器140的下部开口中。在第一实施例中,第一挡板195a和/或第二挡板195b可为可调节的,使得可选择性地调节第一挡板195a和第二挡板195b中的每一个的高度“hb”。
41.如箭头201所示,玻璃片104离开玻璃处理系统100到达系统中的下一个处理站。下一个下游处理站可包括用于玻璃片的进一步处理的一或多个设备,其可包括(例如)清洁站、干燥站、涂覆站、测量站或检查站。
42.例如,在特定实施例中,可通过用于从玻璃片去除玻璃碎片和/或颗粒的清洗器203进一步处理玻璃片,清洗器203如高压水清洗系统,此高压水清洗系统在此高压水清洗系统的喷嘴之间具有狭窄通道。在图2中示出了清洗器203的示例性实施例,清洗器203包括可相对较窄的入口开口202,可相对较窄的入口开口202例如具有小于约100mm(例如,约20mm)的宽度。若不保持这些狭窄的宽度,则玻璃片可能会接触入口开口,从而导致玻璃片104的划痕或对玻璃片104造成其他损坏。其他下游处理站(如干燥站、涂覆站、检查站或测量站)可能也具有玻璃片所通过的狭窄开口。
43.在一些实施例中,玻璃片104可在分离站(例如,玻璃分离器149)与清洗站(例如,清洗器203)之间快速移动。如上所述,使玻璃片104从玻璃分离器149相对较快地移动以由清洗器203接收,此举可帮助防止碎屑(例如,玻璃碎片及颗粒等)黏附到玻璃片104的原始主表面上。实际上,在碎片有时间与玻璃片104的主表面形成显著结合之前,可快速去除在分离步骤期间降落在玻璃片104的主表面上的碎片。在一些实施例中,玻璃片104的相对快速移动(由图2中的行进方向221表示)可涉及约1秒至约20秒(如约1秒至约15秒)的时间经过,此时间经过是从玻璃片104的后缘离开分离站而直到玻璃片104的前缘开始被清洗器203接收为止开始计算。
44.清洗器203可包括具有第一液体分配器207(例如,多个第一液体分配器207)的壳体205,第一液体分配器207包括经定向以向玻璃片104的第一主表面214a和第二主表面(未示出)分配液体的第一液体喷嘴209(例如,多个第一液体喷嘴209),以去除黏附到玻璃片104的第一主表面214a和/或第二主表面(未示出)的玻璃颗粒。尽管未示出,但示例性的清洗器203可将液体分配到玻璃片104的第一主表面214a和玻璃片104的第二主表面(未示出)。因此,除非另有说明,否则单面分配的描述不应限制本申请案所附权利要求书的范围,因此,为了清楚起见,进行了描述。如图所示,第一液体喷嘴209可以可选地绕旋转轴旋转,如旋转箭头211所示。在一些实施例中(未示出),第一液体喷嘴209可以是固定的且不旋转。合适的喷嘴可包括任何一或多个圆锥形喷嘴、扁平喷嘴、固体流喷嘴、空心圆锥形喷嘴、细喷喷嘴、椭圆形喷嘴及方形喷嘴等。在一些实施例中,喷嘴可包括从约0.25至约2500每分钟加仑(gpm)(约0.946至约9,462.5升/分钟)的流量,其工作压力为约0psi至约4000psi(约0pa至约27,579kpa)。在一些实施例中,可提供包括本文未明确公开的喷嘴的其他喷嘴类型和设计。
45.在一些实施例中,尽管可移除图2的侧壁以露出壳体205内部的特征,但壳体205仍可为基本上封闭。可替代地,清洗器203可不被封闭,但应当理解,通常将(例如)围绕气刀
217保持狭窄的通道(例如,从约1mm至约10mm、约1mm至约9mm、约1mm至约8mm、约1mm至约7mm、约1mm至约6mm或约1mm至约5mm),玻璃片在气刀217或其他清洗器元件不接触玻璃品质区域的情况下来回移动,而不管清洗器(包括干燥器)是否封闭。在某些实施例中,玻璃的品质区域是指玻璃片的主表面,这些主表面除至少围绕玻璃片的顶部边缘的边界的5mm、10mm、15mm、20mm、25mm、50mm或100mm外,这取决于玻璃片的尺寸和预期用途。所属技术领域中具有通常知识者将理解,玻璃片的品质/非品质区域将变化,并且可基于特定的应用来确定。
46.在一些实施例中,壳体205可包括将壳体205的内部分成第一区域215a和第二区域215b的隔板213。第二区域215b可位于第一区域215a的下游(例如,沿着行进方向221)。在所示的实施例中,第一区域215a可包括第一液体分配器207。可在(例如)壳体205的底部处设置排水口216,以从第一区域215a内的清洗处理中去除其中夹带有任何碎屑的液体。也可设置通风口218以防止压力积聚且允许蒸气和/或气体从壳体205的第一区域215a逸出。如图所示,示例性实施例可在垂直方向上处理玻璃片104。在wo2016064950a1中描述了用于这种垂直定向及其运动的合适机构。
47.清洗器203进一步包括气刀217,气刀217经定位于第一液体分配器207的下游(例如,沿着行进方向221),如所示地在壳体205的第二区域215b内。气刀217可包括气体喷嘴219(例如,细长喷嘴),气体喷嘴219经定向成沿着玻璃片104的整个长度“l”延伸,并且经定向成将气体分配在玻璃片104的第一主表面214a和第二主表面(未示出)以从玻璃片104的第一主表面214a和第二主表面(未示出)去除液体。气刀217可相对于穿过清洗器203的玻璃片104的行进方向221以第一角度“a1”定向。气刀217可经设计成将气体分配在玻璃片104的第一主表面214a和第二主表面(未示出),以从玻璃片104的第一主表面214a和第二主表面(未示出)去除液体。合适的气体包括但不限于空气、氮气及低湿度气体等。
48.如进一步示出的,第二区域215b可以可选地包括第二液体分配器223,第二液体分配器223包括第二液体喷嘴227,第二液体喷嘴227经定向成在一位置处冲洗玻璃片104的第一主表面214a和第二主表面(未示出),此位置在气刀217上游(例如,沿着行进方向221)。在一些实施例中,第二液体分配器223可包括当与第一液体分配器207在第一区域215a中产生的液体流的压力相比时的较低压力的液体流。实际上,第二液体分配器223的低压液体流可清洗玻璃片104的第一主表面214a和第二主表面(未示出)以去除残留在玻璃片104上的洗涤剂、化学药品、碎屑或其他杂质。如图所示,在一些实施例中,导流器225可经定位在第二液体分配器223的下游(例如,沿着行进方向221)和气刀217的上游。导流器225可经定向成引导一定量的液体从第二液体分配器223远离气刀217。如图所示,导流器225(如刮水片)可相对于玻璃片104穿过清洗器203的行进方向221以第二角度“a2”定向。此外,如图所示,第二液体分配器223可以同样地可选地包括第二液体喷嘴227(例如,细长的液体喷嘴),第二液体喷嘴227以与导流器225和气刀217相对于玻璃片104穿过清洗器203的行进方向221相似或相同的角度定向。导流器225可将来自第二液体分配器223下游的液体引导远离气刀217,从而减少了气刀217所需从玻璃片104去除的液体量。
49.尽管图2的特征经示出为作用在玻璃片104的第一主表面214a和第二主表面(未示出)中的单个表面上,但应当理解,可在玻璃片104的两侧上提供相似或相同的特征,以彻底清洗玻璃片104的第一主表面214a和玻璃片104的第二主表面(未示出)两者。因此,清洗器
203的左侧透视图可以是图2所示的清洗器203的右侧透视图的镜像,以上论述和图2中的描述是为了视觉清晰的目的所做。
50.尽管未示出,但接着可例如利用第二气刀操作或其他干燥程序来干燥玻璃片104。如图2中的箭头401所示,清洁玻璃片104及干燥离开清洗器203的玻璃片104,接着玻璃片104可由涂覆腔室(未示出)涂覆,或在检查设备(未示出)中进行检查或在测量设备(未示出)中进行测量。检查设备可检查玻璃片104的一或多个属性,以确保品质并确定玻璃片104是否满足可由客户设置的一或多个要求。可将检查设备设计成感测气泡、夹杂物、表面颗粒、厚度和厚度变化、矩形度、尺寸、边缘品质、划痕、裂缝、表面缺陷、变形的线(带)、表面形状、表面特征或玻璃片104的其他属性中的一或多个。
51.若玻璃片104满足检查要求,则可将清洁玻璃片104与其他玻璃片104包装在一起。在一些实施例中,玻璃片104可与设置在相邻的玻璃片104之间的高品质的隔离纸材料或其他材料(例如,聚合材料)堆叠在一起。可选择高品质的隔离纸材料或其他材料,以避免玻璃片104被化学药品或纤维污染。
52.在典型的干燥操作(如涉及使用气刀的操作)中,除了需要穿过如开口202的狭窄的通道(例如,从约1mm至约100mm、从约1mm至约50mm、从约1mm至约25mm、从约1mm至约10mm、从约1mm至约9mm、从约1mm至约8mm、从约1mm至约7mm、从约1mm至约6mm或从约1mm至约5mm)外,玻璃片在经受由气刀供给的流体(例如高压流体)时不会振动到不可接受的程度,同时仍保持从上游到下游处理位置的预期移动路径的正确对准。在某些实施例中,这种预期的运动路径将玻璃片定位成使得相等的干燥力被施加到每个主表面,如通过将每个主表面放置成与其相应的气刀等距。此外,在整个制造过程中,处理站内没有物体或部分会接触品质区域中的玻璃。
53.图3描绘了运送组件300。例如,玻璃片302可在通向清洗器(如图2中的清洗器203)的路径中,或玻璃片302可在图3中示出,此玻璃片最近已经经历了清洗操作且在干燥操作(如涉及气刀的干燥操作)的方向308上移动着,或玻璃片可能从拉伸处理站移动到检查处理站或任何其他玻璃制造处理中可能使用的处理站。
54.在此实施例中,运送组件300包括轨或轨道304(例如,高架轨道系统)和可移动的安装组件306,其中可移动的安装组件306经设计成沿轨道304在输送方向308上移动。安装组件306包括夹紧装置310,夹紧装置310通过夹持而附接到玻璃片302,其中输送组件300可将玻璃片302输送到下游目的地,例如如清洗器203的下游玻璃处理站。这些夹紧装置沿顶部边缘部分333在玻璃片上形成夹持装置。
55.安装组件306可由任何合适方式驱动,各种合适方式包括线性马达、链条或皮带轮驱动器等。安装组件306可由控制器326控制。安装组件306可用恒定速度移动,或安装组件306可用可变速度移动。在一些实施例中,将有必要减慢或停止安装组件306,并因此使玻璃片被运送,以便可在给定的下游处理站处完成如在清洗或干燥操作期间的玻璃片302的处理。
56.输送组件300进一步包括输送构件312,输送构件312包括可沿着输送构件312的长度在输送方向308上移动的托架组件314。例如,托架组件314可经耦接至驱动组件316,驱动组件316例如为线性马达、伺服马达或任何其他适于沿着输送构件312的长度在输送方向308上及在与输送方向308相反的返回方向上输送托架组件314的驱动装置。输送构件312可
包括例如轨、轨道或能支撑和引导托架组件314沿输送方向和返回方向移动的任何其他合适的引导机构。
57.在图3中示意性地示出,玻璃片的顶部边缘部分333靠近第一上部引导臂341和第二上部引导臂342,以形成螺纹工具368以提供上部边缘稳定性。根据本申请案的一个示例性实施例,玻璃片还接近形成下部螺纹工具366的第一下部引导臂322和第二下部引导臂324。仅为了清楚起见,在图3中仅示出了下部螺纹工具366的结构。
58.图4和图5描绘了根据实施例的螺纹工具301,螺纹工具301可提供如上所述的用于螺纹工具368和/或下部螺纹工具366的结构。根据下文描述的控制系统操作的此螺纹工具301可经定位成使得当处于关闭位置时,螺纹工具301(例如)通过沿边缘接触或接合非品质区域(例如,在距图3中的玻璃片302的顶部边缘333的15mm以内的范围内)来引导玻璃片,其被一或多个夹紧装置310阻塞。在某些实施例中,螺纹工具301也可被定位成使得当处于关闭位置时,其沿着相对边缘(如图3中的底部边缘部分334)引导玻璃片。仅是为了方便起见,在将螺纹工具301沿着玻璃片的底部边缘放置时的背景中,对螺纹工具301立即进行描述。
59.根据此实施例的螺纹工具301包括托架组件314。托架组件314包括第一下部延伸装置318和第二下部延伸装置320,每一个均耦接至托架组件314。第一下部引导臂322和第二下部引导臂324分别从第一下部延伸装置318和第二下部延伸装置320延伸,并且在与输送方向308基本上平行的方向上以彼此相对的关系布置。在一些实施例中,第一下部延伸装置318和第二下部延伸装置320可包括气动滑块,这些气动滑块分别使第一下部引导臂322和第二下部引导臂324沿着正交于输送方向308的横向方向(显示为箭头327)(即,朝向或远离输送构件312)延伸或缩回。在其它实施例中,第一下部延伸装置318和第二下部延伸装置320可包括液压滑块或可包括伺服马达以分别延伸第一下部引导臂322和第二下部引导臂324。
60.在另外的实施例中,第一下部延伸装置318和第二下部延伸装置320可包括伺服马达。在图4至图5所示的实施例中,第一下部延伸装置318被定位成使得当第一下部延伸装置318延伸时,第一下部引导臂322(在图中是“外侧”引导臂)被移离输送构件312,并且当第一下部延伸装置318缩回时,第一下部引导臂322朝着输送构件312移动。类似地,第二下部延伸装置320被定位成使得当第二下部延伸装置320延伸时,第二下部引导臂324(其在图中为“内侧”最靠近输送构件312的引导臂)被移离输送构件312,并且当第二下部延伸装置320缩回时,第二下部引导臂324朝输送构件312移动。第一下部延伸装置318和第二下部延伸装置320可以是彼此相对使用,使得当一个延伸装置延伸时,另一个延伸装置缩回,从而使第一下部引导臂322和第二下部引导臂324执行开启或关闭操作。例如,若第一下部延伸装置318延伸且第二下部延伸装置320缩回,则第一下部引导臂322和第二下部引导臂324将执行开启操作,并且第一下部引导臂322与第二下部引导臂324之间的分隔距离d将增加。相反,若第一下部延伸装置318缩回且第二下部延伸装置320延伸,则第一下部引导臂322和第二下部引导臂324将执行关闭操作且分隔d将减小。
61.此实施例的输送构件进一步包括控制器326,控制器326透过经由第一控制线317来控制驱动组件316、及分别经由控制通信线319及321来控制第一下部延伸装置318和第二下部延伸装置320,从而控制和协调托架组件314和第一下部引导臂322及第二下部引导臂324的移动。控制器326可(例如)经由第二控制线323进一步控制安装组件306的移动,尽管
在其他实施例中,安装组件306可由第二单独的控制器控制。
62.为了简单起见在图3中未示出,应理解的是,其中由第一上部引导臂341和第二上部引导臂342示意性表示的螺纹工具368可配备有单独的控制系统。此单独的控制系统调节第一上部引导臂341和第二上部引导臂342的开启位置和关闭位置,从而调节螺纹工具368的开启位置和关闭位置,以使夹紧装置310通过。进一步理解,用与关于第一下部引导臂322及第一下部延伸装置318和第二下部引导臂324及第二下部延伸装置320描述的相同方式,第一上部引导臂341和第二上部引导臂342可与第一上部延伸装置(未示出)和第二上部延伸装置(未示出)接合。在其它实施例中,控制器326可控制第一上部引导臂341、第二上部引导臂342、第一下部引导臂322和第二下部引导臂324。
63.如本文中所使用的,术语“控制器”或“处理器”可涵盖用于处理数据的所有装置、设备和机器及可选地操作这种机器的所有装置、设备和机器,并且作为示例,术语“控制器”或“处理器”包括可编程处理器、计算机或多个处理器或计算机。
64.处理器除硬件外,还可包括为所论述的计算机程序创建执行环境的代码,例如,构成处理器固件、协定栈、数据库管理系统、操作系统或上述中的一或多个的组合的代码。
65.本文描述的实施例和功能操作可用数字电子电路系统或计算机软件、固件或硬件(包括在本说明书中所公开的结构及其等同结构,或以这些结构中的一或多个的组合)来实现。本文所描述的实施例可合并一或多个计算机程序产品;即,在有形程序载体上编码的计算机程序指令的一或多个模块,以由数据处理设备执行或控制数据处理设备的操作。有形程序载体可为计算机可读介质。计算机可读介质可为机器可读存储装置、机器可读存储片、存储装置或这些装置中的一或多个的组合。
66.可用任何形式的程序语言(其包括编译或解释语言、宣告式或过程语言)来编写计算机程序(也称为程序、软件、软件应用程序、脚本或代码),并且可用任何形式来部署计算机程序,此任何形式包括作为独立程序或作为模块、元件、子程序或其他适合在计算环境中使用的单元。计算机程序不一定与文件系统中的文件相对应。程序可存储在保存其他程序或数据(例如,存储在标记语言文件中的一或多个脚本)的文件的一部分中,此文件将这些其他程序或数据保存在专用于所论述程序的单个文件中或多个协调文件(例如,存储一或多个模块、子程序或部分代码的文件)。可部署计算机程序以在位于一个站点上或分布在多个站点上并通过通信网络互连的一台计算机或多台计算机上执行。
67.可使用一或多个可编程处理器执行本文所述的处理,此可编程处理器执行一或多个计算机程序以通过对输入数据进行操作并生成输出来执行功能。处理和逻辑流程也可由专用逻辑电路系统执行,并且装置也可实施为专用逻辑电路系统,此专用逻辑电路系统例如为fpga(现场可编程门阵列)或asic(专用集成电路)等等。
68.例如,适合于执行计算机程序的处理器包括通用微处理器和专用微处理器,及任何种类的数字计算机的任何一或多个处理器。一般来说,处理器将从只读存储器或随机存取存储器或两者接收指令和数据。计算机的基本元件是用于执行指令的处理器和用于存储指令和数据的一或多个数据存储装置。通常,计算机还将包括一或多个用于存储数据的大容量存储装置,例如,磁盘、磁光盘或光盘,或计算机将可操作地耦合以从此一或多个大容量存储装置接收数据,或将数据传输到此一或多个大容量存储装置,或执行上述两者。然而,计算机不必具有此类装置。
69.适用于存储计算机程序指令和数据的计算机可读介质包括所有形式的数据存储器,所有形式的数据存储器包括非易失性存储器、介质和存储装置,作为示例其包括半导体存储装置(例如eprom、eeprom和闪存装置)、磁盘(例如内部硬盘或可移动磁盘)、磁光盘及cd rom和dvd
‑
rom盘。处理器和存储器可由专用逻辑电路系统补充或并入专用逻辑电路系统中。
70.为了提供与用户的交互,本文描述的实施例可在具有用于向用户显示信息的显示装置(例如,lcd(液晶显示器)监视器等)、及键盘和指向装置(例如鼠标或轨迹球)或触控屏(用户可通过此触控屏向计算机提供输入)的计算机上实现。也可使用其他装置来提供与用户的交互;例如,可用任何形式接收来自用户的输入,包括声音、语音或触觉输入。
71.在此描述的实施例可包括一种计算系统,此计算系统包括例如为数据服务器的后端元件,或包括例如为应用服务器的中间件元件,或包括前端元件(例如客户计算机,其具有图形用户界面或web浏览器,用户可经由此图形用户界面或web浏览器来与本文所述发明的实施进行交互)或包括一或多种此类后端元件、中间件元件或前端元件的任何组合。系统的元件可通过数字数据通信的任何形式或介质(例如,通信网络)互连。通信网络的实施例包括局域网(“lan”)和广域网(“wan”),例如因特网。
72.计算系统可包括客户端和服务器。客户端和服务器通常彼此远离,并且通常经由通信网络进行交互。客户端和服务器之间的关系源于在各自计算机上运行并彼此之间具有客户端
‑
服务器关系的计算机程序。控制器326可经由包含在计算机可读介质中或计算机可读介质上并由控制器执行的预编程指令来控制托架组件314和第一下部延伸装置318及第二下部延伸装置320的移动。
73.在其他实施例中,控制器326可回应于外部输入(例如,传感器输入)来控制托架组件314及第一下部延伸装置318和第二下部延伸装置320的移动。在其他实施例中,控制器326可回应于预编程指令和传感器输入两者来控制托架组件314和第一下部延伸装置318及第二下部延伸装置320的移动。例如,在此特定实施例中描述的运送组件300可包括传感器,此传感器检测玻璃片302或其一部分的位置,这些位置包括玻璃片相对于输送方向308的前缘328和/或后缘330中的任何一者或全部,例如前缘的顶部、前缘的底部、后缘的顶部和/或后缘的底部。为此,运送组件300可包括第一传感器362a,第一传感器362a经定位成检测玻璃片302相对于输送方向308的前缘328。
74.例如,参考图6,第一传感器362a可经定位成检测玻璃片302相对于输送方向308的前缘328。然而(或另外),在其他实施例中,第一传感器362a可经定位成检测玻璃片302相对于输送方向308的后缘330。第一传感器362a可为非接触式传感器,例如光学传感器,尽管在进一步的实施例中,第一传感器362a可为接触式传感器。第一传感器362a可包括光源364a、反射目标336a和检测器338a。光源364a可为例如激光器或聚焦发光二极管(led)。第一传感器362a可定位在托架组件314的起始位置的上游,其中光源364a和检测器338a位于输送路径的一侧,而反射目标336a位于输送路径的另一侧。来自光源364a的光束340a(例如激光束)经投射到玻璃片302的输送路径上且由反射目标336a反射。接着,反射光由检测器338a接收,其中,经由数据线343上的适当信号将玻璃片(例如前缘328)的存在或不存在传送到控制器326。检测器338a检测到的玻璃片的存在使控制器326开始引导周期。
75.将每个下部引导臂322、324(及第一上部引导臂341和第二上部引导臂342)定位成
限制经定位在引导臂之间的名义上垂直的玻璃片的移动。例如,在一些实施例中,每个引导臂可包括多个辊344(见图5),这些辊344沿着每个引导臂的长度排列和可旋转地安装,使得当引导臂沿着横向方向327在相反方向上移动时因而减小了引导臂之间的分隔距离d,玻璃片302被辊引导,例如,玻璃片可与辊接触,这些辊在一些实施例中的硬度小于经处理中的玻璃片的硬度。例如,取决于相对的引导构件之间的分隔距离d,当玻璃片的横向移动足够大时,玻璃片302可零星地接触辊,从而限制了玻璃片顶部边缘部分和/或底部边缘部分的移动,而允许边缘保持在由引导臂限定的分隔距离d内。在其他实施例中,例如,第一上部引导臂341和第二上部引导臂342(和/或第一下部引导臂322和第二下部引导臂324)可被定位成使得在玻璃片302位于第一上部引导臂341与第二上部引导臂342之间(和/或第一下部引导臂322与第二下部引导臂324之间)期间它们接触玻璃片的顶部边缘部分(和/或底部边缘部分),因此辊(例如,辊344)与玻璃片连续接触。
76.现在将描述操作运送组件300的方法和引导周期。参照图3和图6,在一个实施例中,当运送组件300沿轨道304移动玻璃片302时,来自第一传感器362a的光源364a投射出从反射目标336a反射并被检测器338a接收的光束340a,回应于此举,检测器338a以合适的电信号向控制器326指示输送路径畅通(即,在检测器接收时由光源照射的输送路径的那部分中没有玻璃片)。托架组件314处于其初始开始位置(例如,至输送构件312的右端),并且例如当分隔距离d大于200mm时,第一下部引导臂322和第二下部引导臂324处于开启位置。随着玻璃片302继续沿输送方向308移动,玻璃片302的前缘328与光束340a相交,在此相交点检测器338a不能接收到来自反射目标336a的反射光或接收到不足的光。因此,检测器338a通过不存在光或接收到不足的光来记录玻璃片的存在,并向控制器326发送适当的信号。作为回应,控制器326指示驱动组件316开始沿输送方向308移动托架组件314。
77.在一些实施例中,运送组件300可进一步包括位于第一传感器362a下方的第二传感器362b,第二传感器362b包括与具有相似功能的第一传感器362a相似的元件。例如,第二传感器362b可包括光源364b(例如,聚焦的led或激光器)、反射目标336b和经定位成接收来自光源364b的、从反射目标336b反射的光的检测器338b。第二传感器362b可经定位成与第一传感器362a同时检测前缘328。即,对于矩形切割的玻璃片,并且假设玻璃片的顶部边缘部分在夹紧装置310中正确对准,则前缘328应呈现垂直线。因此,前缘328应同时“破坏”来自第一传感器362a和第二传感器362b两者的光束。若控制器326接收到指示未同时检测到前缘328的信号,则可能的原因可能是玻璃片破裂。控制器可接着启动其他动作,其他动作包括但不限于停止或减慢运送组件300,以便可移除玻璃片302,或运送组件300继续运送玻璃片302,但控制器326记录玻璃片的位置(相对于其他可能被运送的玻璃片),以便随后可采取下游措施,例如,由人类操作员进行额外检查。另一方面,若同时检测到前缘,则输送组件300(例如,控制器326)可在没有由有缺陷的玻璃片触发的附加动作的情况下继续沿输送方向移动玻璃片。
78.控制器326可使用前缘328的检测来开始托架组件314在输送方向308上的移动。在一些实施例中,控制器326可直接从安装组件306或从用于安装组件306的驱动设备获得玻璃片302在输送方向上的速度。例如,安装组件306或驱动设备可包括用于追踪安装组件沿轨道304的进展(其包括安装组件沿轨道304的速度)的编码器。然而,在其他实施例中,运送组件300可包括位于第一传感器362a下游的第三传感器362c。
79.与第一传感器362a和第二传感器362b相似,第三传感器362c可包括光源364c(例如聚焦的led或激光)、反射目标336c和检测器338c,并且可用与第一传感器362a和第二传感器362b相同的方式操作。控制器326可计算来自第一传感器362a的“玻璃存在”信号与来自第三传感器362c的“玻璃存在”信号之间的时间,并且对于预先编程到控制器中的给定玻璃片尺寸,可计算输送方向中的玻璃片的速度。因此,一旦控制器326已计算出玻璃片的输送速度,控制器326就可使托架组件314的速度与玻璃片302的速度相匹配。控制器326还可向第一下部延伸装置318和第二下部延伸装置320发出信号通知开始关闭,从而减少分隔距离d。应当注意,前面的描述利用前缘328的通过来确定传感器检测路径中玻璃片的存在与否及当由安装组件传送时计算玻璃片的速度。然而,可通过检测后缘330获得类似信息。
80.如前所述,第一下部引导臂322和第二下部引导臂324可在不采用与玻璃片302连续接触的情况下减小分隔距离d,从而为在引导臂的各部分之间的玻璃片的底部边缘部分形成由分隔距离d限定的横向移动包络线。即,可将分隔距离d减小到一值,此值小于完全打开的分隔距离d但足够大以使得玻璃片的底部边缘部分可被允许进行少量的横向移动。例如,分隔距离d可减小到约10mm至约100mm的范围,例如约20mm至约90mm的范围。如前所述,第一下部引导臂322和第二下部引导臂324可包括辊344,这些辊提供玻璃片302可接触的接触表面。辊344确保玻璃片与引导臂之间的任何相对移动都由在玻璃片的主表面上滚动的辊适应,而不是在引导臂与玻璃片之间产生可能标记或损坏玻璃片表面的滑动移动。然而,在其他实施例中,可减小分隔距离d,直到第一下部引导臂322和第二下部引导臂324与玻璃片302连续接触,从而将玻璃片夹持在相对的引导臂之间。第一下部引导臂322和第二下部引导臂324是连续接触还是间歇接触可由下游处理的性质来指定。
81.参考图7至图12,示出了根据一或多个实施例的螺纹工具425的顺序操作,其中螺纹工具425遇到一或多个夹持装置413。在图7至图12中,螺纹工具425被示出为包括第一多个辊430(例如,包括八个辊,其中每个辊的直径在约15mm至约45mm的范围内,并且每个辊距相邻辊以间隔约30mm至约70mm间隔开来)和第二多个辊431(例如,包括八个辊,其中每个辊的直径在约15mm至约45mm的范围内,并且每个辊距相邻辊以间隔约30mm至70mm间隔开来)。第一多个辊430和第二多个辊431分别安装到第一上部延伸装置435和第二上部延伸装置436(例如,行程为50mm、25mm或15mm的双杆滑块,其可从nanjing win union automation and control technology co.,ltd(“smc”)获得)。当螺纹工具425被置于开启位置时,第一多个辊430和第二多个辊431被分隔距离s分隔。
82.在此实施例中,分隔距离s可足够大以在夹持装置413从上游处理方向接近时清除夹紧装置413(包括可选的安全公差)。例如,分隔距离s可大于约100mm,或大于约75mm,或大于约50mm,或大于约40mm,或大于约30mm,或大于约27.5mm,或大于约25mm,或大于约20mm,或大于约10mm,并且可由所属技术领域中具有通常知识者基于(除其他事项外)夹紧装置的尺寸和处理环境来确定。
83.螺纹工具425进一步包括玻璃传感器(例如,可从美国keyence公司获得的光电传感器)或超声波传感器(例如,可从banner engineering公司获得的超声波传感器)。螺纹工具425可进一步包括载体传感器,如接近度传感器440(例如,可从turck公司获得的电感式接近度传感器),或被设置来监控电容并因此在载体输送玻璃片415穿过处理站时监控载体410的电容式接近度传感器。在某些实施例中,载体可包括金属元件(例如,载体框架可以是
金属的),并且接近度传感器可经调适以确定金属元件的接近度(例如,载体的金属框架的接近度)。螺纹工具425可经布置为处理站的一部分(例如,如图7所示),并且螺纹工具425可如图8至图12示意性所示地布置。
84.如为正视图的图7所示,下文详细描述的传感器组件405位于玻璃片415的前缘附近。例如,传感器组件可位于一设备中,在此设备中玻璃片415已离开清洗子处理416,并且玻璃片415即将进入配备有一或多个气刀418的干燥器417。将理解的是,在图7中示出了一个气刀418,但第二气刀可定位在玻璃片415的相对侧上,以限定狭窄的通道(例如,小于约100mm、小于约50mm、小于约25mm、10mm、小于约9mm、小于约8mm、小于约7mm、小于约6mm或小于约5mm)以使玻璃片415通过。当支撑夹持装置413的托架410将玻璃片415从上游处理方向传送到下游处理方向时(如箭头420所示),托架410接近螺纹工具425。
85.如更详细地说明了此实施例的传感器组件405的图8所示,螺纹工具425包括第一上部引导臂441,第一上部引导臂441包括经安装在第一上部延伸装置435上并与第二上部引导臂442间隔开的第一多个辊430,第二上部引导臂442包括经安装在第二上部延伸装置436上的第二多个辊431。第一上部延伸装置435和第二上部延伸装置436中的每一个可包括液压驱动器、气动驱动器或伺服马达驱动器以使第一上部延伸装置435和第二上部延伸装置436延伸及缩回。图8示出了载体传感器,此载体传感器在此实施例中是用于监视载体位置的接近度传感器440、是用于检测夹持装置413的第一光电传感器445、及是经设置成反射模式以作为单独的元件地检测透明材料(如玻璃片415)的第二光电传感器450。然而,应理解,在一些实施例中,这些元件中的一或多个(例如,接近度传感器440、第一光电传感器445和第二光电传感器450)可经组合以作为单个传感器组件存在。在一些实施例中,第一光电传感器445和第二光电传感器450包括单个传感器头,其可被切换成检测透明材料(如玻璃片)或不透明材料(例如金属材料或聚合物材料),如夹持装置。
86.在各个实施例中,控制器480可控制螺纹工具425的操作。例如,控制器480可发送控制信号以将螺纹工具425置于开启位置,直到托架传感器(即,接近度传感器440)被触发为止。一旦接近度传感器440被触发且向控制器480发送信号,控制器480就初始化第二光电传感器450,并且控制器可确定进入的玻璃片的移动速率和/或行进距离。如以上关于图3所指出的,单个控制器326可控制包括下部引导臂322、下部引导臂324和上部引导臂441、上部引导臂442在内的整个运送组件300的操作。因此,在其中关于图8至图12所展示及论述的螺纹工具425包括上部引导臂和下部引导臂的实施例中,单个控制器或多个控制器可用于单独控制将玻璃片的上缘和下缘引导到处理站中的螺纹工具。
87.基于进来的玻璃片415的速度/距离计算(此速度/距离计算已基于从接近度传感器440检测到的载体410的存在而被初始化),一旦确定玻璃的前缘已从最远的辊经过了预定的、可接受程度的、足够的距离以在玻璃片415的前缘上安全地关闭,螺纹工具425将就处于关闭位置。如图9所示,其中螺纹工具425被关闭以在玻璃片接近气刀418时引导玻璃片的前缘。在一些实施例中,两个上部引导臂441、442均被移动以减小分隔距离s。在其他实施例中,上部引导臂441及上部引导臂442中的仅一者用于减小分隔距离s。在一些实施例中,当螺纹工具处于关闭位置以引导玻璃片415的前缘时,第一多个辊430或第二多个辊431中的至少一者可接触玻璃片的玻璃前缘。在其他实施例中,玻璃片415的前缘不接触但靠近第一多个辊430和第二多个辊431。根据一或多个实施例,关闭是指小于0.5mm、小于0.4mm、小于
0.3mm、小于0.2mm或小于0.1mm。
88.同时,第一光电传感器445在夹持装置413移动经过第一光电传感器445时检测夹持装置413的位置。基于预定的控制协定,第一光电传感器445确定夹持装置413何时靠近螺纹工具425以记录“活动”情况。此活动情况经由控制器480启动第一上部延伸装置435的移动,从而启动第一多个辊430、第二上部延伸装置436及第二多个辊431的移动,以将螺纹工具425放置在开启位置中以允许夹持装置413通过,如图10所示。一旦记录了“活动”情况,则单独的协定确认螺纹工具425处于开启位置;若无,则启动警报动作。例如,警报动作可将超控信号发送到输送器以停止玻璃片的移动和/或警报动作可发出声音警报,以提示操作员动作。
89.当螺纹工具425在第一夹持装置413接近时被置于开启位置时,第一光电传感器445继续检测其他夹持装置413的存在,并且第一上部引导臂441和第二上部引导臂442保持开启,直到所有检测到的夹持装置413都通过为止。在此实施例中,玻璃片415配备有两个夹持装置,但可设置任何数量的夹持装置。图11描绘了当第二最上游夹持装置在第一多个辊430与第二多个辊431之间通过时,螺纹工具425处于开启位置,第一多个辊430和第二多个辊431由控制器480定位成处于开启位置。一旦夹持装置413通过,则如图12所示,接着将螺纹工具425置于关闭位置以如上所述引导玻璃的后缘。
90.如图12所示,在最后的夹持装置413已通过且螺纹工具425处于关闭位置的情况下,停止载体410,且使玻璃片经受气刀干燥以干燥玻璃片。螺纹工具425可放置在关闭位置,直到后缘穿过气刀418。
91.尽管在附图中详细描述了玻璃片的顶部边缘部分,但玻璃片的底部边缘部分也可经由下部螺纹工具(未示出)引导,以进一步增加干燥过程中的稳定性(例如,使用本文所述的第一下部引导臂322和第二下部引导臂324)。如图12所示,玻璃片将不会振动到不可接受的程度,并且玻璃片将保持适当的移动路径以防止玻璃片破裂或刮擦。
92.如上所述,玻璃片与清洁或干燥设备的任何接触都可能导致不可接受的刮擦或碎屑,从而使玻璃无法使用。在薄玻璃片(例如在显示装置中使用的薄玻璃片)的处理期间,这个问题特别成问题。所确定的是,例如,玻璃片的宽度长度尺寸为1550mm
×
1810mm及厚度为0.3mm、玻璃片的宽度长度尺寸为2500mm
×
2200mm及厚度为0.3mm以及玻璃片的宽度长度尺寸为3500mm
×
3200mm及厚度为0.5mm的这种玻璃片特别难以处理,并且经由具有一或多个气刀418的干燥器(例如,图7所示的干燥器)输送,一或多个气刀418将空气流吹向玻璃片的主表面。在一些实施例中,玻璃片的厚度在大约0.05mm至大约2mm的范围内,如约0.05mm至约1.8mm、如约0.05mm至约1.3mm、如约0.05mm至约1.1mm、如约0.05mm至约0.9mm、如约0.05mm至约0.7mm、如约0.05mm至约0.5mm、如约0.05mm至约0.3mm,及上述范围之间的全部范围和子范围,可穿过玻璃片处理站(如干燥器)的狭窄通道(例如,仅比玻璃的厚度稍宽且具有小于约10mm、小于约9mm、小于约8mm、小于约7mm、小于约6mm或小于约5mm的宽度的通道)处理而不会损坏薄玻璃片的前缘或后缘。在一些实施例中,可根据本文所述方法和设备(如具有狭窄(例如,小于约10mm、小于约9mm、小于约8mm、小于约7mm、小于约6mm或小于约5mm)通道的干燥器)经由处理站处理长度/厚度的长宽比为大于约2000、大于约3000、大于约4000、大于约6000或大于约7000的玻璃片,而不会损坏玻璃片的前缘或后缘。在没有将螺纹工具425置于关闭位置以固定玻璃片的情况下,当玻璃片穿过干燥器中的狭窄通道时,一
或多个气刀418会以其他方式导致片振动,从而导致玻璃片与干燥器接触,及使玻璃片的前缘328(当玻璃片进入干燥器时)或玻璃片的后缘330(当玻璃片离开干燥器时)碎裂或使此两者皆碎裂。在干燥操作完成之后,接着可将螺纹工具425放置在开启位置,以允许玻璃片的后缘能通过而不会被辊接合并且等待处理中的下一块玻璃片455靠近。
93.应当理解的是,所公开的各种实施例可涉及结合特定实施例描述的特定特征、元件或步骤。还应当理解,尽管相对于一个特定实施例进行了描述,但特定特征、元件或步骤可用各种未示出的组合或排列与替代实施例互换或组合。
94.还应理解,如本文所使用的,术语“所述”及“一个”是指“至少一个”,并且不应限于“仅一个”,除非有明确指出相反的意思。因此,例如,除非上下文另外明确指出,否则提及“光源”包括具有两个或更多个这种光源的实施例。同样,“多个”或“阵列”旨在表示“多于一个”。这样,“多个”或“阵列”的出口包括两个或更多个这样的元件,如三个或更多个这样的出口等。
95.范围可在本文中表示为从“约”一个特定值和/或到“约”另一特定值。当表达这样的范围时,实施例包括从一个特定值和/或至另一特定值。类似地,当通过使用先行词“约”将值表示为近似值时,将理解的是,特定值形成另一方面。还将理解的是,每个范围的端点相对于另一个端点及独立于另一个端点都是重要的。
96.如本文所使用的术语“基本上”、“基本上地”及其变体旨在表示所描述的特征等于或近似等于值或描述。例如,“基本上平坦”的表面旨在表示平坦或近似平坦的表面。此外,如上所述,“基本上相似”旨在表示两个值相等或近似相等。
97.除非另有明确说明,否则绝不意图将本文阐述的任何方法解释为要求其步骤以特定顺序执行。因此,在方法权利要求没有实际列举其步骤要遵循的顺序的情况下,或在权利要求书或说明书中没有以其他方式具体说明步骤应限于特定的顺序的情况下,并不打算推断任何特定的顺序。
98.尽管可使用过渡短语“包括”来公开特定实施例的各种特征、元件或步骤,但应当理解的是,替代实施例(包括可使用过渡短语“由...组成”或“基本上由...组成”来描述的那些实施例)是被隐含的。因此,例如,包含a+b+c的装置的经隐含的替代实施例包括其中装置由a+b+c组成的实施例和其中装置基本上由a+b+c组成的实施例。
99.对于所属技术领域中具有通常知识者而言将显而易见的是,在不脱离本申请案的精神和范畴的情况下,可对本申请案进行各种修改和变化。由于包含本申请案内容的精神和实质的所公开实施例的修改组合、子组合和变化对于所属技术领域中具有通常知识者而言可想到,因此本申请案应被解释为包括所附权利要求书及其等同物的范围内的所有内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1