一种建筑节能环保砖及其生产方法与流程
[0001]
本发明涉及环保砖生产技术领域,具体为一种建筑节能环保砖及其生产方法。
背景技术:
[0002]
环保砖是利用粉煤灰、煤渣、煤矸石、尾矿渣、化工渣或者天然砂、海涂泥、工业废料、垃圾焚烧炉渣等(以上原料的一种或数种)作为主要原料,不经高温煅烧而制造的一种新型墙体材料。
[0003]
在生产建筑节能环保砖的过程中常用到成型设备,现有的成型设备在对物料进行混合搅拌时往往混合搅拌方式单一,导致物料混合搅拌的不够充分和均匀,降低后续压制成型的质量;现有的成型设备在压制成型时压制模具无法随意调整竖直和水平方向上的位置,导致压制成型操作不够方便和准确,影响压制的质量。
[0004]
为了解决上述缺陷,现提供一种技术方案。
技术实现要素:
[0005]
本发明的目的在于提供一种建筑节能环保砖及其生产方法。
[0006]
本发明所要解决的技术问题如下:
[0007]
现有的成型设备在对物料进行混合搅拌时往往混合搅拌方式单一,导致物料混合搅拌的不够充分和均匀,降低后续压制成型的质量;现有的成型设备在压制成型时压制模具无法随意调整竖直和水平方向上的位置,导致压制成型操作不够方便和准确,影响压制的质量。
[0008]
本发明的目的可以通过以下技术方案实现:
[0009]
一种建筑节能环保砖,该建筑节能环保砖的生产方法包括如下步骤:
[0010]
s1、准备原料,准备以下重量份的原料:色料10-14份、煤炉渣100-130份、建筑废渣110-140份、活性炭10-15份、樟木20-30份、水泥150-170份、石灰40-50份、抗裂剂8-10份、发泡剂10-13份和水100-150份;
[0011]
s2、制备浆料,包括如下步骤:
[0012]
s21、将煤炉渣、建筑废渣和活性炭一起放入破碎机中进行破碎,再将破碎后的混合物加入磨粉机中磨粉,将得到的混合粉末过40-50目筛;
[0013]
s22、将樟木晾晒20-30h,然后放入粉碎机中进行粉碎,再将粉碎后的樟木用研磨机研磨成樟木粉,并过30-40目筛;
[0014]
s23、将混合粉末、樟木粉和水泥混合并放入搅拌釜中,在300-400r/min的转速条件下进行搅拌,时间为40min,温度为30-40℃得到浆料;
[0015]
s3、将浆料和石灰放入搅拌机中,在转速为500-600r/min、温度为40-50℃的条件下,搅拌50-60min,然后添加抗裂剂和发泡剂继续搅拌20min,得混合物料;
[0016]
s4、成型,将混合物料通过成型设备压制成型;成型设备的具体工作过程如下:
[0017]
第一步、将混合物料放入搅拌室内,启动第三电机,驱动搅拌轴转动,搅拌轴带动
搅拌叶片转动对混合物料进行搅拌;
[0018]
第二步、启动第一电机,驱动转动轴带动第一转动杆转动,通过第一转动杆与第二转动杆垂直设置,带动第二转动杆绕着转动轴做圆周运动,配合第二转动杆在第一滑槽内滑动,从而带动传动杆在竖直方向上做周期性的上下往复运动,转动轴带动第一皮带轮转动,第一皮带轮通过传动皮带带动第二皮带轮转动,第二皮带轮带动第一螺纹杆转动,通过第一螺纹杆与滑块的螺纹配合,从而带动滑块在第一螺纹杆上滑动,滑块带动传动杆在水平方向上移动;从而带动搅拌轴在搅拌室的内部同时做竖直方向和水平方向上的运动;
[0019]
第三步、开启传送带,带动压制下模具在传送带上运动,当运动到搅拌室的下方时,打开出料口使混合物料掉落至压制下模具内,并跟随传送带移动到压制机构的下方,启动伸缩气缸,驱动其输出端推动压制组件在第一滑杆上滑动,调整水平位置,从而带动压制上模具移动至压制下模具的正上方;
[0020]
第四步、启动第二电机,驱动第二螺纹杆转动,通过第二螺纹杆与滑动板的螺纹配合,带动滑动板在第二滑杆上向下滑动,从而推动压制上模具向下运动,与压制下模具配合对混合物料进行压制成型;
[0021]
s5、养护,采用自然养护法对成型砖进行养护得到建筑节能环保砖。
[0022]
进一步的,所述色料包括如下重量份的原料:雪花白3-5份、菊花黄4-8份、亮黑5-8份、金黄3-5份和鸡血红6-8份;
[0023]
该色料的制备方法如下:将雪花白、菊花黄、亮黑、金黄和鸡血红均通过研磨机研磨成粉末,并过130-150目筛,然后将各粉末混合得到色料。
[0024]
进一步的,所述发泡剂为十二烷基硫酸钠、硅酸钠、碳酸钙中的一种或多种以任意比例混合;
[0025]
所述抗裂剂由如下重量份的原料制成:多乙烯基硅油1-3份、聚酰胺环氧氯丙烷树脂4-5份、乙酰柠檬酸三辛酯3-5份、乳酸钠2-6份、3-氨丙基三甲氧基硅烷3-5份和苯乙基异丙苯基酚聚氧乙烯醚4-6份;
[0026]
所述抗裂剂的制备方法如下:将多乙烯基硅油、聚酰胺环氧氯丙烷树脂、乙酰柠檬酸三辛酯、乳酸钠、3-氨丙基三甲氧基硅烷份和苯乙基异丙苯基酚聚氧乙烯醚放入反应釜中混合得到抗裂剂。
[0027]
进一步的,步骤s4中所述成型设备,包括底座,底座的上方设有传送带,传送带的上方设有压制机构和搅拌机构,传送带上设置有若干个压制下模具,搅拌机构位于压制机构的一侧,压制机构和搅拌机构均位于传送带的正上方;
[0028]
压制机构包括两个对称设置的第二支撑腿,第二支撑腿的底端与底座的上表面相固定,两个第二支撑腿之间固定有两个对称分布的第一滑杆,两个第一滑杆之间设有两个对称分布的压制组件,两个第二支撑腿相互远离的一侧固定有伸缩气缸,伸缩气缸的输出端穿过第二支撑腿且与第二支撑腿滑动连接;
[0029]
压制组件包括滑动件,滑动件的形状为倒凹字型,滑动件的内部顶端固定有两个对称分布的第二滑杆,滑动件的内部底端设有滑动板,滑动板的底部固定有压制上模具,滑动件的外部顶端固定有第二电机,第二电机的输出端固定有第二螺纹杆;
[0030]
搅拌机构包括搅拌室,搅拌室的底部开设有出料口,搅拌室的外部顶端固定有传动室,传动室的外部一侧固定有电机室,电机室的内部侧壁固定有第一电机,第一电机的输
出端固定有转动轴,转动轴的一端穿过电机室和传动室且与电机室和传动室转动连接,转动轴的一端固定有第一转动杆,第一转动杆与转动轴垂直设置,第一转动杆的顶端水平固定有第二转动杆。
[0031]
进一步的,所述第一滑杆穿过滑动件的侧壁且与滑动件滑动连接,伸缩气缸的输出端与滑动件的外侧相固定,第二滑杆的底端穿过滑动板的顶部且与滑动板滑动连接,第二螺纹杆的底端穿过滑动件和滑动板的顶部,第二螺纹杆的底端与滑动板螺纹连接。
[0032]
进一步的,所述传动室的内部水平设置有第一螺纹杆,传动室的内部设有传动杆,传动杆的侧截面形状为t字型,传动杆的顶端两侧贯穿开设有第一滑槽,第二转动杆穿过第一滑槽且与第一滑槽活动连接,传动杆的底端两侧开设有第二滑槽,第二滑槽的内部设有滑块,滑块与第二滑槽滑动连接,第一螺纹杆穿过滑块且与滑块螺纹连接。
[0033]
进一步的,所述传动杆的底端固定有第三电机,第三电机的输出端固定有搅拌轴,传动室的底部和搅拌室的顶部均开设有活动槽,搅拌轴的底端穿过活动槽且与活动槽活动连接,搅拌轴的底端两侧固定有若干对称分布的搅拌叶片,搅拌叶片位于搅拌室的内部。
[0034]
进一步的,所述第一螺纹杆的一端传动室的内部侧壁转动连接,第一螺纹杆的另一端穿过传动室和电机室且与传动室和电机室转动连接,转动轴上固定有第一皮带轮,第一螺纹杆上固定有第二皮带轮,第一皮带轮和第二皮带轮均位于电机室的内部,第一皮带轮和第二皮带轮之间安装有传动皮带。
[0035]
进一步的,所述搅拌室的外部底端固定有四个对称分布的第一支撑腿,第一支撑腿位于搅拌室的外部底端四个角处,第一支撑腿的底端与底座的上表面相固定。
[0036]
一种建筑节能环保砖的生产方法,包括如下步骤:
[0037]
s1、准备原料,准备以下重量份的原料:色料10-14份、煤炉渣100-130份、建筑废渣110-140份、活性炭10-15份、樟木20-30份、水泥150-170份、石灰40-50份、抗裂剂8-10份、发泡剂10-13份和水100-150份;
[0038]
s2、制备浆料,包括如下步骤:
[0039]
s21、将煤炉渣、建筑废渣和活性炭一起放入破碎机中进行破碎,再将破碎后的混合物加入磨粉机中磨粉,将得到的混合粉末过40-50目筛;
[0040]
s22、将樟木晾晒20-30h,然后放入粉碎机中进行粉碎,再将粉碎后的樟木用研磨机研磨成樟木粉,并过30-40目筛;
[0041]
s23、将混合粉末、樟木粉和水泥混合并放入搅拌釜中,在300-400r/min的转速条件下进行搅拌,时间为40min,温度为30-40℃得到浆料;
[0042]
s3、将浆料和石灰放入搅拌机中,在转速为500-600r/min、温度为40-50℃的条件下,搅拌50-60min,然后添加抗裂剂和发泡剂继续搅拌20min,得混合物料;
[0043]
s4、成型,将混合物料通过成型设备压制成型;
[0044]
s5、养护,采用自然养护法对成型砖进行养护得到建筑节能环保砖。
[0045]
本发明的有益效果:
[0046]
本发明通过传动杆的设置,带动搅拌轴在搅拌室的内部同时做竖直方向和水平方向上的运动,提高了混合物料与搅拌叶片的混合效果,使混合更充分。通过搅拌机构的设置使混合物料在进行压制之前能够混合均匀,从而方便后续的压制成型操作,提高压制成型质量。先将混合物料放入搅拌室内,启动第三电机,驱动搅拌轴转动,搅拌轴带动搅拌叶片
转动对混合物料进行搅拌使其混合均匀,方便后续的压制成型,同时启动第一电机,驱动转动轴带动第一转动杆转动,通过第一转动杆与第二转动杆垂直设置,带动第二转动杆绕着转动轴做圆周运动,配合第二转动杆在第一滑槽内滑动,从而带动传动杆在竖直方向上做周期性的上下往复运动,转动轴带动第一皮带轮转动,第一皮带轮通过传动皮带带动第二皮带轮转动,第二皮带轮带动第一螺纹杆转动,通过第一螺纹杆与滑块的螺纹配合,从而带动滑块在第一螺纹杆上滑动,滑块带动传动杆在水平方向上移动。
[0047]
通过压制机构的设置,使压制上模具在水平和竖直方向上可以随意移动从而调整与压制下模具的位置,使压制更加准确和方便。开启传送带,带动压制下模具在传送带上运动,当运动到搅拌室的下方时,打开出料口使混合物料掉落至压制下模具内,并跟随传送带移动到压制机构的下方,启动伸缩气缸,驱动其输出端推动压制组件在第一滑杆上滑动,调整水平位置,从而带动压制上模具移动至压制下模具的正上方,启动第二电机,驱动第二螺纹杆转动,通过第二螺纹杆与滑动板的螺纹配合,带动滑动板在第二滑杆上向下滑动,从而推动压制上模具向下运动,与压制下模具配合对混合物料进行压制成型。
附图说明
[0048]
下面结合附图和具体实施例对本发明作进一步详细描述。
[0049]
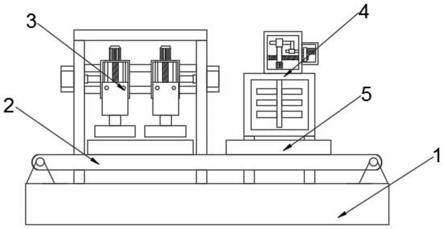
图1是本发明的整体结构示意图;
[0050]
图2是本发明搅拌机构的立体图;
[0051]
图3是本发明搅拌机构的内部示意图;
[0052]
图4是本发明传动杆的结构示意图;
[0053]
图5是本发明压制机构的结构示意图;
[0054]
图6是本发明压制组件的结构示意图;
[0055]
图7是本发明滑动件的结构示意图。
[0056]
图中,1、底座;2、传送带;3、压制机构;301、第二支撑腿;302、第一滑杆;303、压制组件;304、伸缩气缸;305、滑动件;306、第二滑杆;307、滑动板;308、压制上模具;309、第二电机;310、第二螺纹杆;4、搅拌机构;401、搅拌室;402、第一支撑腿;403、传动室;404、电机室;405、第一电机;406、转动轴;407、第一转动杆;408、第二转动杆;409、第一螺纹杆;410、传动皮带;411、传动杆;412、第一滑槽;413、第二滑槽;414、滑块;415、第三电机;416、搅拌轴;417、搅拌叶片;5、压制下模具。
具体实施方式
[0057]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
[0058]
实施例1
[0059]
一种建筑节能环保砖,该建筑节能环保砖的生产方法包括如下步骤:
[0060]
s1、准备原料,准备以下重量份的原料:色料10份、煤炉渣100份、建筑废渣110份、活性炭10份、樟木20份、水泥150份、石灰40份、抗裂剂8份、发泡剂10份和水100份;
[0061]
s2、制备浆料,包括如下步骤:
[0062]
s21、将煤炉渣、建筑废渣和活性炭一起放入破碎机中进行破碎,再将破碎后的混合物加入磨粉机中磨粉,将得到的混合粉末过40目筛;
[0063]
s22、将樟木晾晒20h,然后放入粉碎机中进行粉碎,再将粉碎后的樟木用研磨机研磨成樟木粉,并过30目筛;
[0064]
s23、将混合粉末、樟木粉和水泥混合并放入搅拌釜中,在300r/min的转速条件下进行搅拌,时间为40min,温度为30℃得到浆料;
[0065]
s3、将浆料和石灰放入搅拌机中,在转速为500r/min、温度为40℃的条件下,搅拌50min,然后添加抗裂剂和发泡剂继续搅拌20min,得混合物料;
[0066]
s4、成型,将混合物料通过成型设备压制成型;成型设备的具体工作过程如下:
[0067]
第一步、将混合物料放入搅拌室内,启动第三电机,驱动搅拌轴转动,搅拌轴带动搅拌叶片转动对混合物料进行搅拌;
[0068]
第二步、启动第一电机,驱动转动轴带动第一转动杆转动,通过第一转动杆与第二转动杆垂直设置,带动第二转动杆绕着转动轴做圆周运动,配合第二转动杆在第一滑槽内滑动,从而带动传动杆在竖直方向上做周期性的上下往复运动,转动轴带动第一皮带轮转动,第一皮带轮通过传动皮带带动第二皮带轮转动,第二皮带轮带动第一螺纹杆转动,通过第一螺纹杆与滑块的螺纹配合,从而带动滑块在第一螺纹杆上滑动,滑块带动传动杆在水平方向上移动;从而带动搅拌轴在搅拌室的内部同时做竖直方向和水平方向上的运动;
[0069]
第三步、开启传送带,带动压制下模具在传送带上运动,当运动到搅拌室的下方时,打开出料口使混合物料掉落至压制下模具内,并跟随传送带移动到压制机构的下方,启动伸缩气缸,驱动其输出端推动压制组件在第一滑杆上滑动,调整水平位置,从而带动压制上模具移动至压制下模具的正上方;
[0070]
第四步、启动第二电机,驱动第二螺纹杆转动,通过第二螺纹杆与滑动板的螺纹配合,带动滑动板在第二滑杆上向下滑动,从而推动压制上模具向下运动,与压制下模具配合对混合物料进行压制成型;
[0071]
s5、养护,采用自然养护法对成型砖进行养护得到建筑节能环保砖。
[0072]
所述色料包括如下重量份的原料:雪花白3份、菊花黄4份、亮黑5份、金黄3份和鸡血红6份;
[0073]
该色料的制备方法如下:将雪花白、菊花黄、亮黑、金黄和鸡血红均通过研磨机研磨成粉末,并过130目筛,然后将各粉末混合得到色料。
[0074]
所述发泡剂为十二烷基硫酸钠、硅酸钠、碳酸钙中的一种或多种以任意比例混合;
[0075]
所述抗裂剂由如下重量份的原料制成:多乙烯基硅油1份、聚酰胺环氧氯丙烷树脂4份、乙酰柠檬酸三辛酯3份、乳酸钠2份、3-氨丙基三甲氧基硅烷3份和苯乙基异丙苯基酚聚氧乙烯醚4份;
[0076]
所述抗裂剂的制备方法如下:将多乙烯基硅油、聚酰胺环氧氯丙烷树脂、乙酰柠檬酸三辛酯、乳酸钠、3-氨丙基三甲氧基硅烷份和苯乙基异丙苯基酚聚氧乙烯醚放入反应釜中混合得到抗裂剂。
[0077]
实施例2
[0078]
一种建筑节能环保砖,该建筑节能环保砖的生产方法包括如下步骤:
[0079]
s1、准备原料,准备以下重量份的原料:色料12份、煤炉渣115份、建筑废渣120份、活性炭12份、樟木25份、水泥160份、石灰45份、抗裂剂9份、发泡剂12份和水125份;
[0080]
s2、制备浆料,包括如下步骤:
[0081]
s21、将煤炉渣、建筑废渣和活性炭一起放入破碎机中进行破碎,再将破碎后的混合物加入磨粉机中磨粉,将得到的混合粉末过45目筛;
[0082]
s22、将樟木晾晒25h,然后放入粉碎机中进行粉碎,再将粉碎后的樟木用研磨机研磨成樟木粉,并过35目筛;
[0083]
s23、将混合粉末、樟木粉和水泥混合并放入搅拌釜中,在350r/min的转速条件下进行搅拌,时间为40min,温度为35℃得到浆料;
[0084]
s3、将浆料和石灰放入搅拌机中,在转速为550r/min、温度为45℃的条件下,搅拌55min,然后添加抗裂剂和发泡剂继续搅拌20min,得混合物料;
[0085]
s4、成型,将混合物料通过成型设备压制成型;成型设备的具体工作过程如下:
[0086]
第一步、将混合物料放入搅拌室内,启动第三电机,驱动搅拌轴转动,搅拌轴带动搅拌叶片转动对混合物料进行搅拌;
[0087]
第二步、启动第一电机,驱动转动轴带动第一转动杆转动,通过第一转动杆与第二转动杆垂直设置,带动第二转动杆绕着转动轴做圆周运动,配合第二转动杆在第一滑槽内滑动,从而带动传动杆在竖直方向上做周期性的上下往复运动,转动轴带动第一皮带轮转动,第一皮带轮通过传动皮带带动第二皮带轮转动,第二皮带轮带动第一螺纹杆转动,通过第一螺纹杆与滑块的螺纹配合,从而带动滑块在第一螺纹杆上滑动,滑块带动传动杆在水平方向上移动;从而带动搅拌轴在搅拌室的内部同时做竖直方向和水平方向上的运动;
[0088]
第三步、开启传送带,带动压制下模具在传送带上运动,当运动到搅拌室的下方时,打开出料口使混合物料掉落至压制下模具内,并跟随传送带移动到压制机构的下方,启动伸缩气缸,驱动其输出端推动压制组件在第一滑杆上滑动,调整水平位置,从而带动压制上模具移动至压制下模具的正上方;
[0089]
第四步、启动第二电机,驱动第二螺纹杆转动,通过第二螺纹杆与滑动板的螺纹配合,带动滑动板在第二滑杆上向下滑动,从而推动压制上模具向下运动,与压制下模具配合对混合物料进行压制成型;
[0090]
s5、养护,采用自然养护法对成型砖进行养护得到建筑节能环保砖。
[0091]
所述色料包括如下重量份的原料:雪花白4份、菊花黄6份、亮黑7份、金黄4份和鸡血红7份;
[0092]
该色料的制备方法如下:将雪花白、菊花黄、亮黑、金黄和鸡血红均通过研磨机研磨成粉末,并过140目筛,然后将各粉末混合得到色料。
[0093]
所述发泡剂为十二烷基硫酸钠、硅酸钠、碳酸钙中的一种或多种以任意比例混合;
[0094]
所述抗裂剂由如下重量份的原料制成:多乙烯基硅油2份、聚酰胺环氧氯丙烷树脂4.5份、乙酰柠檬酸三辛酯4份、乳酸钠4份、3-氨丙基三甲氧基硅烷4份和苯乙基异丙苯基酚聚氧乙烯醚5份;
[0095]
所述抗裂剂的制备方法如下:将多乙烯基硅油、聚酰胺环氧氯丙烷树脂、乙酰柠檬酸三辛酯、乳酸钠、3-氨丙基三甲氧基硅烷份和苯乙基异丙苯基酚聚氧乙烯醚放入反应釜中混合得到抗裂剂。
[0096]
实施例3
[0097]
一种建筑节能环保砖,该建筑节能环保砖的生产方法包括如下步骤:
[0098]
s1、准备原料,准备以下重量份的原料:色料14份、煤炉渣130份、建筑废渣140份、活性炭15份、樟木30份、水泥170份、石灰50份、抗裂剂10份、发泡剂13份和水150份;
[0099]
s2、制备浆料,包括如下步骤:
[0100]
s21、将煤炉渣、建筑废渣和活性炭一起放入破碎机中进行破碎,再将破碎后的混合物加入磨粉机中磨粉,将得到的混合粉末过50目筛;
[0101]
s22、将樟木晾晒30h,然后放入粉碎机中进行粉碎,再将粉碎后的樟木用研磨机研磨成樟木粉,并过40目筛;
[0102]
s23、将混合粉末、樟木粉和水泥混合并放入搅拌釜中,在400r/min的转速条件下进行搅拌,时间为40min,温度为40℃得到浆料;
[0103]
s3、将浆料和石灰放入搅拌机中,在转速为600r/min、温度为50℃的条件下,搅拌60min,然后添加抗裂剂和发泡剂继续搅拌20min,得混合物料;
[0104]
s4、成型,将混合物料通过成型设备压制成型;成型设备的具体工作过程如下:
[0105]
第一步、将混合物料放入搅拌室内,启动第三电机,驱动搅拌轴转动,搅拌轴带动搅拌叶片转动对混合物料进行搅拌;
[0106]
第二步、启动第一电机,驱动转动轴带动第一转动杆转动,通过第一转动杆与第二转动杆垂直设置,带动第二转动杆绕着转动轴做圆周运动,配合第二转动杆在第一滑槽内滑动,从而带动传动杆在竖直方向上做周期性的上下往复运动,转动轴带动第一皮带轮转动,第一皮带轮通过传动皮带带动第二皮带轮转动,第二皮带轮带动第一螺纹杆转动,通过第一螺纹杆与滑块的螺纹配合,从而带动滑块在第一螺纹杆上滑动,滑块带动传动杆在水平方向上移动;从而带动搅拌轴在搅拌室的内部同时做竖直方向和水平方向上的运动;
[0107]
第三步、开启传送带,带动压制下模具在传送带上运动,当运动到搅拌室的下方时,打开出料口使混合物料掉落至压制下模具内,并跟随传送带移动到压制机构的下方,启动伸缩气缸,驱动其输出端推动压制组件在第一滑杆上滑动,调整水平位置,从而带动压制上模具移动至压制下模具的正上方;
[0108]
第四步、启动第二电机,驱动第二螺纹杆转动,通过第二螺纹杆与滑动板的螺纹配合,带动滑动板在第二滑杆上向下滑动,从而推动压制上模具向下运动,与压制下模具配合对混合物料进行压制成型;
[0109]
s5、养护,采用自然养护法对成型砖进行养护得到建筑节能环保砖。
[0110]
所述色料包括如下重量份的原料:雪花白5份、菊花黄8份、亮黑8份、金黄5份和鸡血红8份;
[0111]
该色料的制备方法如下:将雪花白、菊花黄、亮黑、金黄和鸡血红均通过研磨机研磨成粉末,并过150目筛,然后将各粉末混合得到色料。
[0112]
所述发泡剂为十二烷基硫酸钠、硅酸钠、碳酸钙中的一种或多种以任意比例混合;
[0113]
所述抗裂剂由如下重量份的原料制成:多乙烯基硅油3份、聚酰胺环氧氯丙烷树脂5份、乙酰柠檬酸三辛酯5份、乳酸钠6份、3-氨丙基三甲氧基硅烷5份和苯乙基异丙苯基酚聚氧乙烯醚6份;
[0114]
所述抗裂剂的制备方法如下:将多乙烯基硅油、聚酰胺环氧氯丙烷树脂、乙酰柠檬
酸三辛酯、乳酸钠、3-氨丙基三甲氧基硅烷份和苯乙基异丙苯基酚聚氧乙烯醚放入反应釜中混合得到抗裂剂。
[0115]
请参阅图1-7,上述实施例所述成型设备,包括底座1,底座1的上方设有传送带2,传送带2的上方设有压制机构3和搅拌机构4,传送带2上设置有若干个压制下模具5,搅拌机构4位于压制机构3的一侧,压制机构3和搅拌机构4均位于传送带2的正上方;
[0116]
压制机构3包括两个对称设置的第二支撑腿301,第二支撑腿301的底端与底座1的上表面相固定,两个第二支撑腿301之间固定有两个对称分布的第一滑杆302,两个第一滑杆302之间设有两个对称分布的压制组件303,两个第二支撑腿301相互远离的一侧固定有伸缩气缸304,伸缩气缸304的输出端穿过第二支撑腿301且与第二支撑腿301滑动连接;
[0117]
压制组件303包括滑动件305,滑动件305的形状为倒凹字型,滑动件305的内部顶端固定有两个对称分布的第二滑杆306,滑动件305的内部底端设有滑动板307,滑动板307的底部固定有压制上模具308,滑动件305的外部顶端固定有第二电机309,第二电机309的输出端固定有第二螺纹杆310;
[0118]
搅拌机构4包括搅拌室401,搅拌室401的底部开设有出料口,搅拌室401的外部顶端固定有传动室403,传动室403的外部一侧固定有电机室404,电机室404的内部侧壁固定有第一电机405,第一电机405的输出端固定有转动轴406,转动轴406的一端穿过电机室404和传动室403且与电机室404和传动室403转动连接,转动轴406的一端固定有第一转动杆407,第一转动杆407与转动轴406垂直设置,第一转动杆407的顶端水平固定有第二转动杆408。
[0119]
所述第一滑杆302穿过滑动件305的侧壁且与滑动件305滑动连接,伸缩气缸304的输出端与滑动件305的外侧相固定,第二滑杆306的底端穿过滑动板307的顶部且与滑动板307滑动连接,第二螺纹杆310的底端穿过滑动件305和滑动板307的顶部,第二螺纹杆310的底端与滑动板307螺纹连接。
[0120]
所述传动室403的内部水平设置有第一螺纹杆409,传动室403的内部设有传动杆411,传动杆411的侧截面形状为t字型,传动杆411的顶端两侧贯穿开设有第一滑槽412,第二转动杆408穿过第一滑槽412且与第一滑槽412活动连接,传动杆411的底端两侧开设有第二滑槽413,第二滑槽413的内部设有滑块414,滑块414与第二滑槽413滑动连接,第一螺纹杆409穿过滑块414且与滑块414螺纹连接。
[0121]
所述传动杆411的底端固定有第三电机415,第三电机415的输出端固定有搅拌轴416,传动室403的底部和搅拌室401的顶部均开设有活动槽,搅拌轴416的底端穿过活动槽且与活动槽活动连接,搅拌轴416的底端两侧固定有若干对称分布的搅拌叶片417,搅拌叶片417位于搅拌室401的内部。
[0122]
所述第一螺纹杆409的一端传动室403的内部侧壁转动连接,第一螺纹杆409的另一端穿过传动室403和电机室404且与传动室403和电机室404转动连接,转动轴406上固定有第一皮带轮,第一螺纹杆409上固定有第二皮带轮,第一皮带轮和第二皮带轮均位于电机室404的内部,第一皮带轮和第二皮带轮之间安装有传动皮带410。
[0123]
所述搅拌室401的外部底端固定有四个对称分布的第一支撑腿402,第一支撑腿402位于搅拌室401的外部底端四个角处,第一支撑腿402的底端与底座1的上表面相固定。
[0124]
一种建筑节能环保砖的生产方法,包括如下步骤:
[0125]
s1、准备原料,准备以下重量份的原料:色料10-14份、煤炉渣100-130份、建筑废渣110-140份、活性炭10-15份、樟木20-30份、水泥150-170份、石灰40-50份、抗裂剂8-10份、发泡剂10-13份和水100-150份;
[0126]
s2、制备浆料,包括如下步骤:
[0127]
s21、将煤炉渣、建筑废渣和活性炭一起放入破碎机中进行破碎,再将破碎后的混合物加入磨粉机中磨粉,将得到的混合粉末过40-50目筛;
[0128]
s22、将樟木晾晒20-30h,然后放入粉碎机中进行粉碎,再将粉碎后的樟木用研磨机研磨成樟木粉,并过30-40目筛;
[0129]
s23、将混合粉末、樟木粉和水泥混合并放入搅拌釜中,在300-400r/min的转速条件下进行搅拌,时间为40min,温度为30-40℃得到浆料;
[0130]
s3、将浆料和石灰放入搅拌机中,在转速为500-600r/min、温度为40-50℃的条件下,搅拌50-60min,然后添加抗裂剂和发泡剂继续搅拌20min,得混合物料;
[0131]
s4、成型,将混合物料通过成型设备压制成型;
[0132]
s5、养护,采用自然养护法对成型砖进行养护得到建筑节能环保砖。
[0133]
成型设备的工作过程及原理:
[0134]
本发明在使用时,先将混合物料放入搅拌室401内,启动第三电机415,驱动搅拌轴416转动,搅拌轴416带动搅拌叶片417转动对混合物料进行搅拌使其混合均匀,方便后续的压制成型,同时启动第一电机405,驱动转动轴406带动第一转动杆407转动,通过第一转动杆407与第二转动杆408垂直设置,带动第二转动杆408绕着转动轴406做圆周运动,配合第二转动杆408在第一滑槽412内滑动,从而带动传动杆411在竖直方向上做周期性的上下往复运动,转动轴406带动第一皮带轮转动,第一皮带轮通过传动皮带410带动第二皮带轮转动,第二皮带轮带动第一螺纹杆409转动,通过第一螺纹杆409与滑块414的螺纹配合,从而带动滑块414在第一螺纹杆409上滑动,滑块414带动传动杆411在水平方向上移动。通过传动杆411的设置,带动搅拌轴416在搅拌室401的内部同时做竖直方向和水平方向上的运动,提高了混合物料与搅拌叶片417的混合效果,使混合更充分。通过搅拌机构4的设置使混合物料在进行压制之前能够混合均匀,从而方便后续的压制成型操作,提高压制成型质量。
[0135]
开启传送带2,带动压制下模具5在传送带2上运动,当运动到搅拌室401的下方时,打开出料口使混合物料掉落至压制下模具5内,并跟随传送带2移动到压制机构3的下方,启动伸缩气缸304,驱动其输出端推动压制组件303在第一滑杆302上滑动,调整水平位置,从而带动压制上模具308移动至压制下模具5的正上方,启动第二电机309,驱动第二螺纹杆310转动,通过第二螺纹杆310与滑动板307的螺纹配合,带动滑动板307在第二滑杆306上向下滑动,从而推动压制上模具308向下运动,与压制下模具5配合对混合物料进行压制成型。通过压制机构3的设置,使压制上模具308在水平和竖直方向上可以随意移动从而调整与压制下模具5的位置,使压制更加准确和方便。
[0136]
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0137]
以上内容仅仅是对本发明结构所作的举例和说明,所述本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1