铸锭单晶炉和铸锭单晶硅的制备方法与流程
1.本发明涉及太阳能铸造单晶硅领域,尤其涉及一种铸锭单晶炉和铸锭单晶硅的制备方法。
背景技术:
2.铸造单晶硅单次投料量大,产能高,其生产成本远低于直拉法单晶硅。此外,铸锭单晶硅位错密度低,能使用碱制绒工艺得到金字塔形状的绒面,增加了入射光的吸收,因此转换效率非常接近直拉单晶产品,并完全适用于perc等高效电池技术,具有很强的产品竞争力。
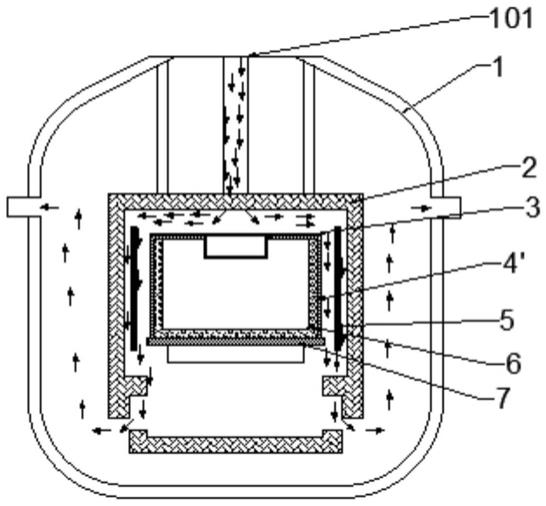
3.现有铸锭单晶硅生长工艺中,铸锭炉的主要结构如图1所示,气流(如图1所示箭头)从炉体1顶部的第一开口101处进入,再从炉体1的侧边排出。铸锭炉中所采用的护板4’结构如图2所示,由于现有的铸锭炉中石英坩埚是固定不动的,且护板4’结构为中间开口,气流从上部进入后从中间通过再从侧边排出,气流不是很顺畅,导致铸锭单晶硅的氧、碳含量偏高,严重影响了铸锭单晶硅的品质。
技术实现要素:
4.为解决上述问题,本发明的目的在于提出一种铸锭单晶炉和铸锭单晶硅的制备方法。采用铸锭单晶炉和该铸锭单晶硅的制备方法制备的铸锭单晶硅的杂质含量少,品质高。
5.在本发明的一个方面,本发明公开了一种铸锭单晶炉,包括炉体,
6.所述炉体顶部设置有第一开口,所述第一开口中设置有进气装置;
7.所述炉体内设置有隔热笼,所述隔热笼内设有热交换台,所述热交换台上设置有底板,所述底板设置在所述石英坩埚底部,所述底板与围设在所述石英坩埚外侧的护板相连,所述隔热笼内还设有侧边加热器,所述侧边加热器设置所述护板外侧,所属护板上设置有盖板;
8.所述炉体底部设有第二开口,所述第二开口内设置有旋转轴,所述旋转轴与所述热交换台相固定,所述旋转轴与所述炉体外的旋转驱动装置连接;
9.其中,所述护板包含四块首尾相连的护板,所述四块护板都存在一边边缘设置有矩形缺口。
10.在一些实施例中,所述护板中有矩形缺口的一边与另一护板无矩形缺口的一边首尾相连。
11.在一些实施例中,与所述底板平行的所述护板的边和与所述底板平行的所述护板的矩形缺口的边的边长值之比为1:(0.3
‑
0.8)。
12.在一些实施例中,与所述底板垂直的所述护板的边和与所述底板垂直的所述护板矩形缺口的边的边长值之比为1:(0.2
‑
0.7)。
13.在本发明的另一个方面,本发明公开了一种铸锭单晶硅的制备方法,包括:
14.s1:提供如上任一所述的铸锭单晶炉,在所述铸锭单晶炉的石英坩埚内铺设籽晶
层;
15.s2:所述籽晶层上方填装硅料,抽真空、检漏并通过所述第一开口的进气装置通入气体保持压力稳定;
16.s3:启动加热器熔化所述硅料;
17.s4:检测所述硅料的固液界面,当所述籽晶层剩余至预设高度时,开启所述炉体外的旋转驱动装置,利用所述旋转轴带动所述热交换台旋转,使得所述热交换台上的所述底板、所述石英坩埚、所述护板和所述盖板旋转;
18.s5:调整进气速率,配合坩埚旋转速率进行铸锭单晶硅的生长;
19.s6:长晶结束后,进行退火冷却,出炉铸锭单晶硅。
20.在一些实施例中,所述护板从无矩形缺口的一边趋于矩形缺口的一边的方向与所述旋转轴的旋转方向相反。
21.在一些实施例中,所述旋转轴的旋转速率越大时,所述旋转轴的旋转速率与所述护板的矩形缺口的面积设置相关;当所述护板的矩形缺口的面积设置过小时,增加所述旋转轴的旋转速率;或当所述护板的矩形缺口的面积设置过大时,降低所述旋转轴的旋转速率。
22.在一些实施例中,当与所述底板平行的所述护板的边和与所述底板平行的所述护板的矩形缺口的边的边长值之比为1:(0.5
‑
0.8),与所述底板垂直的所述护板的边和与所述底板垂直的所述护板矩形缺口的边的边长值之比为1:(0.3
‑
0.7),所述旋转轴的旋转速率为0.5
‑
1.5rpm。
23.在一些实施例中,与所述底板平行的所述护板的边和与所述底板平行的所述护板的矩形缺口的边的边长值之比为1:(0.3
‑
0.5),与所述底板垂直的所述护板的边和与所述底板垂直的所述护板矩形缺口的边的边长值之比为1:(0.2
‑
0.3);所述旋转轴的旋转速率为1.5
‑
3rpm。
24.在一些实施例中,所述进气速率的设置与所述旋转速率的设置有关;当所述旋转速率过慢时,增加所述进气速率;或当所述旋转速率过快时,降低所述进气速率。
25.在一些实施例中,所述旋转速率为0.5
‑
1.5rpm,所述进气速率为40
‑
50l/min。
26.在一些实施例中,所述旋转速率为1.5
‑
3rpm,所述进气速率为30
‑
40l/min。
27.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
28.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
29.图1是现有技术中铸锭单晶炉的示意图;
30.图2是现有技术中护板的示意图;
31.图3是本发明一个实施例的铸锭单晶炉的示意图;
32.图4是本发明一个实施例的护板和底板的结构示意图;
33.图5是本发明一个实施例的护板的示意图;
34.图6是本发明一个实施例的铸造单晶硅的制备方法的流程图。
35.图7是现有技术制备的硅块的ir图。
36.图8是本发明实施例1的硅块的ir图。
37.附图标记:
38.炉体1、隔热笼2、盖板3、护板4,4’,41,42,43,44、侧边加热器5、石英坩埚6、底板7、热交换台8、旋转轴9;
39.第一开口101、第二开口102;
40.与底板7平行的护板41的边411、413、415;
41.与底板7垂直的护板41的边412、414、416。
具体实施方式
42.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
43.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
44.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
45.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
46.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
47.本技术的技术方案是发明人基于下列发现完成的:在如图1所示的铸锭单晶炉中,由于现有的铸锭单晶炉内的热量不稳定,导致铸锭生长界面不均匀,从而使得铸锭存在大量的少子寿命不良率,严重影响了铸锭单晶硅的品质和良率。图7为采用semilab
‑
plb55i型号测量的利用护板4’的定向凝固铸锭炉制备的硅块的ir(infrared radiation红外线)图,由图可知,该硅块表面存在多处黑点,这些黑点主要是碳化硅或碳杂质。发明人尝试用一种带有旋转机构的铸锭单晶炉来改善该问题,在采用原有的护板结构使用该种旋式铸锭单晶炉的过程中,发明人发现在铸锭单晶炉的旋转生长过程中,铸锭单晶硅硅液的上方形成了
一个漩涡,这种漩涡导致杂质不容易被带出,使得杂质偏高,而该漩涡的产生原因主要是因为气流的运行不合理,当气流从炉体1的第一进口101处进入时,气流进入到坩埚中,由于护板4’为中间开口,当旋转时,气流随着坩埚一起旋转,护板在中间开口且开口面积较小,气流难以从中间排出,相反气流裹挟着挥发出来的杂质,使其全部灌注入铸锭单晶硅中,使得杂质不能排出在坩埚外,导致杂质含量高,杂质含量高还会导致铸锭单晶晶花(多晶或孪晶),使得铸锭单晶硅锭单晶比例低。
48.为了配合旋转坩埚解决铸锭单晶硅杂质含量高的问题,在本发明的一个方面,本发明一种铸锭单晶炉。根据本发明的实施例,如图3所示,铸锭单晶炉包括炉体1,炉体1顶部设置有第一开口101,第一开口101中设置有进气装置;炉体1内设置有隔热笼2,隔热笼2内设有热交换台8,热交换台8上设置有底板7,底板7设置在石英坩埚6底部,底板7与围设在石英坩埚6外侧的护板4相连,隔热笼2内还设有侧边加热器6,侧边加热器6设置护板4外侧,护板4上设置有盖板3;炉体1底部设有第二开口102,第二开口102内设置有旋转轴9,旋转轴9与热交换台8相固定,旋转轴9与炉体1外的旋转驱动装置连接;其中,护板4包含四块首尾相连的护板41、42、43、44,四块护板41、42、43、44都存在一边边缘设置有矩形缺口。通过改进护板结构,采用边缘开口的方式,使得气流从护板的边缘排出,可以使得气流顺畅,降低铸锭单晶硅中的杂质含量。
49.需要说明的是,本技术中旋转轴9和旋转驱动装置为本发明人另一专利申请cn209836368u中所涉及的装置,此处就不在一一赘述。另除特殊说明,本技术的铸锭单晶炉的其他部件如进气装置,底加热器等均为本领域的常规设置,此处就不在一一赘述。
50.在一些具体的实施例中,如图4,5所示,护板4包含四块护板41、42、43、44,其中,护板41、42、43、44中有矩形缺口的一边与另一护板41、42、43、44无矩形缺口的一边首尾相连。例如在图4中,护板41的边缘矩形开口的一边与护板43的无矩形缺口的一边相连,护板43的边缘矩形开口的一边与护板44的无矩形缺口的一边相连,护板44的边缘矩形开口的一边与护板42的无矩形缺口的一边相连,护板42的边缘矩形开口的一边与护板41的无矩形缺口的一边相连,其连接方式可以为插耳与插槽的连接方式,或其他常见的联系方式。四块护板首尾相连,矩形缺口在护板的边缘处,且矩形缺口分布均匀,更有利于气流的排出。
51.在一些具体的实施例中,如图4,5所示,与底板7平行的护板4的边和与底板7平行的护板4矩形缺口的边的边长值之比为1:0.3
‑
0.8。例如,如图4和5所示,护板41有6个边411、412、413、414、415和416,其中,边411、413和415与底板7的面平行,边412、414和416与底板7的面垂直,护板上的矩形缺口有两个边414和415,其中边411与边415的比值为1:0.3
‑
0.8,具体地可以为1:0.3、1:0.4、1:0.5、1:0.6、1:0.7、1:0.8。
52.在一些具体的实施例中,如图4,5所示,与底板7垂直的护板4的边和与底板7垂直的护板4矩形缺口的边的边长值之比为1:0.2
‑
0.7。例如,如图4和5所示,护板41有五个6个边411、412、413、414、415和416,其中,边411、413和415与底板7的面平行,边412、414和416与底板7的面垂直,护板上的矩形缺口有两个边414和415,其中边412与边414的比值为1:0.3
‑
0.7,具体地可以为1:0.3、1:0.4、1:0.5、1:0.6、1:0.7。
53.在实际的生长过程中,若缺口的面积过小,则气流实际难以被带出,若缺口面积过大,则气流不仅会带走一定的杂质,且带走一定的热量,对铸锭单晶硅的温度梯度有影响,通过这样的边长值的比值的设置,可以使得铸锭单晶硅的品质更佳。
54.在本发明的另一个方面,本发明提出了一种铸锭单晶硅的制备方法,参考图6,该方法包括:
55.s1:提供上述任一的铸锭单晶炉,在铸锭单晶炉的石英坩埚6内铺设籽晶层;
56.该步骤中,采用的铸锭单晶炉为上述带旋转轴和旋转驱动装置的旋式铸锭单晶炉,其护板边缘存在矩形缺口,将铸锭单晶炉中的热场装配完毕,开始进行籽晶层的铺设,籽晶层的铺设为本技术领域人员所熟知的工艺手段,在此就不再一一赘述。
57.s2:籽晶层上方填装硅料,抽真空、检漏并通过第一开口1的进气装置通入气体保持压力稳定;
58.该步骤中,当籽晶层铺设完毕后,在籽晶层上填装硅料,当硅料装料完毕后,关闭炉体,通过第一开口101将气体,例如可以是氩气通入,使得炉内保持一定的压力。
59.s3:启动加热器熔化硅料;
60.该步骤中,待炉内环境达到一定的条件,启动加热器进行硅料的熔化。
61.s4:检测硅料的固液界面,当籽晶层剩余至预设高度时,开启炉体1外的旋转驱动装置,利用旋转轴9带动热交换台8旋转,使得热交换台8上的底板7、石英坩埚6、护板4和盖板3旋转;
62.该步骤中,当硅料熔化到籽晶层后,当籽晶层剩余到预设高度,其中预设高度为本领域人员所熟知的工艺条件,此时将隔热笼慢慢打开,并通过坩埚旋转驱动装置,利用旋转轴9带动热交换台8旋转,使得热交换台8上的底板7、石英坩埚6、护板4和盖板3旋转;此时开始进入铸锭单晶硅的生长。
63.s5:调整进气速率,配合坩埚旋转速率进行铸锭单晶硅的生长;
64.该步骤中,在铸锭单晶硅的生长过程中,配合旋转速率,调整进气速率。
65.s6:长晶结束后,进行退火冷却,出炉铸锭单晶硅。
66.该步骤中,待长晶结束后,进行降温退火冷却,冷却完毕后,打开炉体,从炉体中取出铸锭单晶硅。
67.发明人发现,在铸锭单晶炉的生长过程中,坩埚的旋转会带动气流的旋转,当坩埚刚运动时,气流带动着也与坩埚同方向旋转,在旋转过程中,由于坩埚的旋转速度快,气流的速度慢,慢下来的气流被排挤到护板的边缘,正好随着护板的边缘缺口排出,并带走坩埚中的杂质。从而改善旋式铸锭单晶炉在铸锭单晶硅生长过程中造成的漩涡现象,降低杂质含量。
68.在一些具体的实施例中,护板4从无矩形缺口的一边趋于矩形缺口的一边的方向与旋转轴9的旋转方向相反。具体地,例如在图3、4中,当旋转轴9采用顺时针的方向转动时候(图3箭头所示方向),此时,护板无矩形缺口一边趋向于矩形缺口的一边逆时针方向设置,如图4中,护板41,42,43,44的无缺口方向趋于有矩形缺口的一边逆时针方向矩形设置,并首尾相连。具体地,当旋转轴9采用逆时针旋转时,则此时护板41,42,43,44无矩形缺口一边趋向于矩形缺口的一边顺时针方向设置,并首尾相连。当坩埚开始旋转时,气流也随着坩埚一起同向旋转,而护板实际上也是与坩埚的旋转方向一致,护板的无缺口区域向有缺口区域的方向与坩埚旋转的方向相反,这样实际上当坩埚开始旋转时,气流处于无缺口区域的一边,当随着坩埚的运动进行一小段时间,由于坩埚的旋转速度快,气流的速度慢,慢下来的气流被排挤到护板的边缘,正好随着护板的边缘缺口排出,并带走坩埚中的杂质。
69.在一些具体的实施例中,旋转轴9的旋转速率与护板4的矩形缺口的面积设置相关;当护板4的矩形缺口的面积设置过小时,增加旋转轴1的旋转速率;或当护板4的矩形缺口的面积设置过大时,降低旋转轴9的旋转速率。当护板的旋转速度越大时,气流的运动越快,此时矩形缺口的面积很小也能让气流从坩埚内排出。若旋转速度过慢,则气流的运动也会变慢,此时需要较大面积的矩形缺口才能更好的排出气体。
70.优选地,当与底板7平行的护板4的边和与底板7平行的的护板4的矩形缺口的边的边长值之比为1:0.5
‑
0.8,与底板7垂直的护板4的边和与底板7垂直的护板4矩形缺口的边的边长值之比为1:0.3
‑
0.7,旋转轴9的旋转速率为0.5
‑
1.5rpm(round per minute,转/分)。例如与底板7平行的护板4的边和与底板7平行的护板4的矩形缺口的边的边长值之比为1:0.5、1:0.6、1:0.7、1:0.8;与底板7垂直的护板4的边和与底板7垂直的护板4矩形缺口的边的边长值之比为1:0.3、1:0.4、1:0.5、1:0.6、1:0.7时,护板的矩形缺口面积大,此时可设置较为缓慢的旋转速率,例如可以是0.5rpm、1rpm、1.5pm。发明人发现,通过这样的设置,则当旋转速率较低时,气流也能容易带着杂质排出,提升铸锭单晶硅的品质。
71.优选地,当与底板7平行的护板4的边和与底板7平行的护板4的矩形缺口的边的边长值之比为1:0.3
‑
0.5,与底板7垂直的护板4的边和与底板7垂直的护板4的矩形缺口的边的边长值之比为1:0.2
‑
0.3,旋转轴9的旋转速率为1.5
‑
3rpm。发明人发现,例如与底板7平行的护板4的边和与底板7平行的护板4的矩形缺口的边的边长值之比为1:0.3、1:0.4、1:0.5,与底板7垂直的护板4的边和与底板7垂直的护板4的矩形缺口的边的边长值之比为1:0.2、1:0.3;护板的缺口面积小,此时可设置稍微快速的旋转速率,例如可以是1.5rpm、2rpm、2.5pm、3rpm。通过这样的设置,则当旋转速率较低时,气流也能容易带着杂质排出,提升铸锭单晶硅的品质。
72.需要说明的是,本技术方案中护板的缺口面积的设置与旋转速率的设定并没有必须的先后顺序,而是发明人根据实际的工艺需求进行,可以先设定护板的缺口面积,也可先设定旋转速率,后续在根据已设定的参数,再确定另一参数。
73.在一些具体的实施例中,进气速率的设置与旋转速率的设置有关;当旋转速率过慢时,增加进气速率;或当旋转速率过快时,降低进气速率。当坩埚的旋转速度不高时,气流的运动慢,此时通过设置稍高的进气速率,可更加快速的排出带有杂质的气体,提升铸锭单晶硅的品质。当坩埚的旋转速度很高时,气流的运动也快,此时通过设置稍慢的进气速率,可防止由于旋转带走的热量太多,影响晶体的温度梯度,造成铸锭单晶硅的品质变差。
74.优选地,旋转速率为0.5
‑
1.5rpm,进气速率为40
‑
50l/min。发明人发现,当旋转速率为0.5
‑
1.5rpm,进气速率为40
‑
50l/min。例如可以是40l/min,41l/min,42l/min,43l/min,44l/min,45l/min,46l/min,47l/min,48l/min,49l/min,50l/min。当旋转速率不高时,通过加大进气速率,可更快的排出带有杂质的气体,提升铸锭单晶硅的品质。
75.优选地,旋转速率为1.5
‑
3rpm,进气速率为30
‑
40l/min,发明人发现,当旋转速率为1.5
‑
3rpm,进气速率为30
‑
40l/min,例如可以是30l/min,31l/min,32l/min,33l/min,34l/min,35l/min,36l/min,37l/min,38l/min,39l/min,40l/min。当旋转速率较高时,适当降低进气速率,可防止由于旋转带走的热量太多,影响晶体的温度梯度,造成铸锭单晶硅的品质变差。
76.需要说明的是,本技术方案中旋转速率和进气速率的设置与并没有必须的先后顺
序,而是发明人根据实际的工艺需求进行,可以先设定旋转速率,也可先设定进气速率,后续在根据已设定的参数,再确定另一参数。
77.实施例1:
78.选取一如图3所示铸锭单晶炉,其中,如图4,5所述护板,与底板7垂直的护板4的边和与底板7垂直的护板4的矩形缺口的边的边长值之比为1:0.3,与底板7平行的护板4的边和与底板7平行的护板4的矩形缺口的边的边长值之比为1:0.5,将四片护板41、42、43、44,按照无缺口方向趋向于有缺口方向为逆时针方向设置,四块护板41、42、43、44,首尾相连。
79.在铸锭单晶炉的石英坩埚6内铺设籽晶层,在籽晶层上方填装硅料,抽真空、检漏,并通过第一开口101的进气装置通入气体保持压力稳定。
80.运行铸锭炉将温度加热至1450
‑
1550度熔化硅料。
81.检测硅料的固液界面,当籽晶层剩余至预设高度时,开启炉体1外的旋转驱动装置,利用旋转轴9带动热交换台8顺时针旋转,使得热交换台8上的底板7、石英坩埚6和护板4旋转;旋转速率为1rpm。
82.调整进气速率为45l/min,配合坩埚旋转速率进行铸锭单晶硅的生长。
83.长晶结束后,进行退火冷却,出炉铸锭单晶硅。
84.将处理的铸锭单晶硅进行开方,采用semilab
‑
plb55i型号的ir测试仪对开方的硅锭进行高精度的ir测试(ir测试的分辨率为1mm)。
85.如图8所示,结果显示,硅锭的大部分区域非常干净,只有少量边角区域存在杂质,杂质区域在1%以下。
86.实施例2:
87.选取一如图3所示铸锭单晶炉,其中,如图4,5所述护板,与底板7垂直的护板4的边和与底板7垂直的护板4的矩形缺口的边的边长值之比为1:0.3,与底板7平行的护板4的边和与底板7平行的护板4的矩形缺口的边的边长值之比为1:0.2,将四片护板41、42、43、44,按照无缺口方向趋向于有缺口方向为逆时针方向设置,四块护板41、42、43、44,首尾相连。
88.在在铸锭炉的石英坩埚6内铺设籽晶层,在籽晶层上方填装硅料,抽真空、检漏,并通过第一开口101的进气装置通入气体保持压力稳定。
89.运行铸锭炉将温度加热至1450
‑
1550度熔化硅料。
90.检测硅料的固液界面,当籽晶层剩余至预设高度时,开启炉体1外的旋转驱动装置,利用旋转轴9带动热交换台8旋转,使得热交换台8上的底板7、石英坩埚6和护板4旋转;旋转速率为2rpm。
91.调整进气速率为39l/min,配合坩埚旋转速率进行铸锭单晶硅的生长。
92.长晶结束后,进行退火冷却,出炉铸锭单晶硅。
93.将处理的铸锭单晶硅进行开方,采用semilab
‑
plb55i型号的ir(infrared radiation红外线)测试仪对开方的硅锭进行高精度的ir测试(ir测试的分辨率为1mm)。
94.结果显示,硅锭的大部分区域非常干净,只有少量边角区域存在杂质,杂质区域在1%以下。
95.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不
必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
96.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1