一种超大中空玻璃的生产装置的制作方法
1.本实用新型涉及一种超大中空玻璃的生产装置,属中空玻璃生产设备技术领域。
背景技术:
2.中空玻璃是一种良好的隔热、隔音、美观、实用的新型建筑材料,它是由两片钢化玻璃单片,采用高强度、高气密性复合粘结剂,将钢化玻璃单片与内含干燥剂的铝合金框架粘接密封,支撑的高效能隔音隔热玻璃。
3.常规尺寸的中空玻璃,生产工艺基本已经成熟;虽然各个生产厂家的生产工艺流程可能略有不同;但其主要通过清洗、制条框、涂胶和合片等步骤完成中空玻璃的加工。例如申请公布号为cn109052994a的实用新型专利申请公开的中空玻璃生产方法,其基本能够满足常规尺寸中空玻璃的生产。目前随着时代的发展,市场上对于超大中空玻璃(即长度大于10000mm的中空玻璃)的需求越来越大。目前市面上虽然有厂家能够完成超大中空玻璃的生产(国内仅有4
‑
5家企业能够完成);但是各个生产厂家生产工艺方法均还是处于保密阶段,外界不得而知。
4.本领域的技术人员只能套用常规的生产装置和工艺对于超大中空玻璃(即长度大于10000mm的中空玻璃)进行生产,但采用常规的生产工艺对超大中空玻璃进行生产时,由于超大中空玻璃存有重量大的特性(如长度为18米、宽3.6米的中空玻璃,其单片重量即可达到8t),其存有以下问题。
5.1、制作常规尺寸中空玻璃的钢化玻璃单片规格尺寸相对较小;其在现有的钢化玻璃的基础上根据需要直接裁切打磨后即可满足常规中空玻璃生产使用的需要。而生产超大中空玻璃所需要的钢化玻璃单片,由于存有规格较大的特性,因此通常需要玻璃原片经过钢化处理后,直接作为生产生产超大中空玻璃的单片使用。
6.目前人们常用钢化电炉组完成钢化玻璃的钢化处理,钢化电炉组一般包括加热炉体和风冷装置;其是通过加热炉体将玻璃原片加热到一定温度后,输送至风冷装置上进行急速风冷,从而使玻璃表面形成压应力,中间形成张应力而达到钢化效果的。但是由于现有加热炉体和风冷装置结构原因的限制,如授权公告号为cn202543045u的实用新型专利公开的一种加热炉体和授权公告号为cn2606744y的实用新型专利公开的一种风冷装置;其均是采用平辊完成玻璃输送的,且各平辊的传动力均是单边受力,即加热炉体以及风冷装置的传动装置均是通过在各平辊的同一端端头带动其同步转动的。现有的钢化电炉组是完全能够满足常规尺寸玻璃的钢化处理的;但是其对超大规格的玻璃进行钢化处理时,由于采用现有的单边受力的平辊对长规格软化玻璃进行输送(长度大于10000mm的中空玻璃);极易导致运动的玻璃一端向着非受力的平辊端头偏移,进而导致超大规格的钢化玻璃存有整体偏移的问题,即其极易发生对角线差超标、形变,不能满足中空玻璃的生产需求的问题。
7.2、常规尺寸中空玻璃在进行合片过程中,直接将一个钢化玻璃单片放置在装有铝合金框架的钢化玻璃单片上即可;中空玻璃的铝合金框架由于需要后期在里面填充分子筛使其具备一定的防潮性能,因此需要将其设计成“中空状结构”且铝合金框架受到整个中空
玻璃安装尺寸限制,其注定了不能通过大幅度扩大铝合金框架尺寸的方式来达到增强其强度的目的。常规尺寸中空玻璃由于存有重量相对较轻的特性,其直接进行合片是能够满足装配要求的;但当超大中空玻璃的钢化玻璃单片直接采用现有方式进行合片时,极易发生由于钢化玻璃单片重量相对较大导致将铝合金框架压裂变形的问题。
8.3、常规尺寸中空玻璃在完成合片后,由于其存有重量相对较小的特点,其直接使用常规的玻璃吸盘即可完成常规尺寸中空玻璃的转移工作;但是超大规格的中空玻璃存有重量相对较重的特点,当其完成合片后,直接使用玻璃吸盘对上部钢化玻璃单片进行吸附带动中空玻璃整体转移时,极易发生将上部钢化玻璃单片或者将中空玻璃“拉散”的问题。
9.因此,针对使用常规生产工艺对于超大中空玻璃进行生产时存有的以上问题,有必要对其生产设备进行改进。
技术实现要素:
10.本实用新型的目的在于:提供一种超大中空玻璃的生产装置,以解决现有常规方式不能完成超大中空玻璃生产的问题。
11.本实用新型的技术方案是:
12.一种超大中空玻璃的生产装置包括磨削装置、清洗设备、钢化电炉组、合片室、打胶平台、搁置架和支撑块;所述的钢化电炉组的一端依次设置有清洗设备和磨削装置;钢化电炉组的另一端依次设置有合片室、打胶平台和搁置架;其特征在于:所述的钢化电炉组包括加热炉体和风冷装置;所述的加热炉体出口设置有多组出料传动辊;各出料传动辊的动力端位于同一侧边;热炉体出口的三组出料传动辊上均呈螺旋状缠绕有防火纠偏绳a;所述的风冷装置内部设置有多个传动辊,各传动辊的受力端位于同一侧边;前三组传动辊上呈螺旋状缠绕有防火纠偏绳b,后续的传动辊上呈交替状缠绕有正旋纠偏绳和反旋纠偏绳。
13.所述的防火纠偏绳a和防火纠偏绳b的截面呈扁平状结构;防火纠偏绳a和防火纠偏绳b缠绕旋向一致且均呈包裹状缠绕在出料传动辊或者传动辊上。
14.所述的正旋纠偏绳和反旋纠偏绳的呈扁平状结构;正旋纠偏绳与防火纠偏绳b的缠绕方向相反且呈间隔状缠绕在传动辊上;反旋纠偏绳与防火纠偏绳b的缠绕方向相同且呈间隔状缠绕在传动辊上;所述的正旋纠偏绳和反旋纠偏绳的缠绕角度均为20
±
2度。
15.所述的支撑块由四氟材料制作而成,其截面为“中”字型结构;支撑块整体的厚度与超大中空玻璃整个厚度相等;支撑块内侧窄端厚度与隔离框的厚度一致;支撑块内侧阶梯部分的长度与超大中空玻璃的胶深长度一致;支撑块的长度为50mm。
16.所述的转运架由对称状纵向设置的两组主梁、横梁、调整滑套、锁紧螺栓和支撑勾板构成;对称状纵向设置的两组主梁之间通过多个焊接的连接杆相互连接;两组主梁的下端呈“十字交叉状”间隔焊接安装有多个横梁;主梁两侧的横梁上滑动装有调整滑套;调整滑套上螺纹连接有锁紧螺栓;锁紧螺栓与横梁间歇锁紧连接;调整滑套的下端焊接有支撑柱;支撑柱的下端焊接有支撑勾板;支撑勾板的内侧和其一侧的支撑柱上设置有防磨垫层;所述的主梁的中部对称状焊接有吊杆。
17.所述的搁置架包括底板、支撑架和加强架构成;底板上间隔状装有多个支撑架;支撑架由两组对称状设置的支撑斜柱和顶杆构成;两组对称状设置的支撑斜柱焊接在底板上;两组支撑斜柱的顶部通过顶杆相互焊接连接;相邻的两组支撑架的支撑斜柱之间通过
加强架焊接连接;所述的支撑斜柱的外斜面上间隔状设置有多个防磨垫层;支撑斜柱外侧的底板上设置有防磨垫层。
18.本实用新型的优点在于:
19.该超大中空玻璃的生产装置是针对超大中空玻璃生产过程中存有的重量大、尺寸大的特点在现有常规方式的基础上进行改进形成的,其能够解决使用常规方式进行超大中空玻璃生产时易压裂隔离框和转运困难的问题,满足了超大中空玻璃生产使用的需要。
附图说明
20.图1为本实用新型的装置结构示意图;
21.图2本实用新型的钢化电炉组的结构示意图;
22.图3为图2中a
‑
a向的结构示意图;
23.图4为本实用新型出料传动辊和防火纠偏绳a的结构示意图;
24.图5为本实用新型传动辊和防火纠偏绳的结构示意图;
25.图6为本实用新型传动辊、正旋纠偏绳和反旋纠偏绳的装配结构示意图;
26.图7为本实用新型的转运架的结构示意图;
27.图8为图7中b
‑
b向的结构示意图;
28.图9为图8中c处的放大结构示意图;
29.图10为本实用新型的搁置架的结构示意图;
30.图11为图10的右视结构示意图;
31.图12本实用新型进行步骤“隔离框的制作和放置”的结构示意图;
32.图13为本实用新型进行步骤“放置支撑块”的结构示意图;
33.图14为为本实用新型的“支撑块”的结构示意图;
34.图15为本实用新型进行步骤“玻璃合片”的结构示意图;
35.图16为图15的主视结构示意图;
36.图17为本实用新型进行步骤“捆扎”的结构示意图;
37.图18为本实用新型进行步骤“打胶”的结构示意图;
38.图19为本实用新型进行步骤“打胶”的结构示意图;
39.图20为本实用新型步骤“打胶”进行完毕后的结构示意图;
40.图21为本实用新型进行步骤“充氩气”的结构示意图。
41.图中:1、加热炉体,2、风冷装置,3、支撑块,4、隔离框,5、转运架,6、搁置架,7、出料传动辊,8、防火纠偏绳a,9、防火纠偏绳b,10、传动辊,11、正旋纠偏绳,12、反旋纠偏绳,13、主梁,14、横梁,15、调整滑套,16、锁紧螺栓,17、支撑勾板,18、连接杆,19、支撑柱,20、防磨垫层,21、底板,22、支撑斜柱,23、顶杆,24、加强架,25、磨削装置,26、清洗设备,27、钢化电炉组,28、合片室,29、打胶平台,30、钢化玻璃单片,31、捆扎带,32、吊杆。
具体实施方式
42.该超大中空玻璃的生产装置所使用到的装置包括磨削装置25、清洗设备26、钢化电炉组27、合片室28、打胶平台29、搁置架6和支撑块3。钢化电炉组27为现有常规设备,目前市场上凡是能够满足长度大于10000mm的钢化电炉组均能够满足本申请的使用需求。本申
请中的钢化电炉组27由洛阳兰迪玻璃机器股份有限公司生产,其型号为a36180c180u。
43.钢化电炉组27包括加热炉体1和风冷装置2;加热炉体1出口设置有多组出料传动辊7;各出料传动辊7的动力端位于同一侧边(位于说明书附图3出料传动辊7的下端位置)。热炉体1出口的三组出料传动辊7上均呈螺旋状缠绕有防火纠偏绳a8(参见说明书附图3)。
44.防火纠偏绳a8的截面呈扁平状结构;防火纠偏绳a8和防火纠偏绳b9缠绕旋向一致均呈左旋状设置,且均呈包裹状缠绕在出料传动辊7上(参见说明书附图4)。如此设置防火纠偏绳a8的目的在于:由于出料传动辊7是单边受力,即加热炉体1是通过带动出料传动辊7一端动作后,带动其整体动作的;当其呈平辊(即表面呈光滑状态)状态时,出料传动辊7始终具有一定的从动力端推动钢化玻璃向非动力端前行的趋势;这也是超大钢化玻璃对角线差很难达标的关键问题;当在出料传动辊7上缠绕上呈左旋状设置的防火纠偏绳a8后,出料传动辊7转动时,呈左旋状设置的防火纠偏绳a8即可给予钢化玻璃从非动力端向动力端前行的趋势,从而对出料传动辊7单向受力使钢化玻璃偏移的力量形成一定的抵消,进而满足的钢化玻璃平行输出的目的。
45.风冷装置2内部设置有多个传动辊10,各传动辊10的受力端位于同一侧边(位于说明书附图3传动辊10的下端位置)。前三组传动辊10上呈螺旋状缠绕有防火纠偏绳b9。防火纠偏绳b9的截面呈扁平状结构;防火纠偏绳b9缠绕旋向一致呈左旋状设置,且呈包裹状缠绕在传动辊10上。
46.如此设置防火纠偏绳b9的目的在于:由于传动辊10是单边受力,风冷装置2是通过带动传动辊10一端动作后,带动其整体动作的;当其呈平辊(即表面呈光滑状态)状态时,传动辊10始终具有一定的从动力端推动钢化玻璃向非动力端前行的趋势;由于此时加热后的玻璃原片还处于软化状态,因此在该趋势下,超大钢化玻璃单片极易发生偏移;这也是超大钢化玻璃对角线差很难达标的关键问题;当在传动辊10上缠绕上呈左旋状设置的防火纠偏绳b9后,传动辊10转动时,呈左旋状设置的防火纠偏绳b9即可给予钢化玻璃从非动力端向动力端前行的趋势,从而对传动辊10单向受力使钢化玻璃偏移的力量形成一定的抵消,进而满足的钢化玻璃平行输出的目的。
47.只在风冷装置2的前三组传动辊10上缠绕防火纠偏绳b9的目的在于:当原片从加热炉体1受热后,其会呈软化状态进入到风冷装置2中,进入风冷装置2的过程中,其会逐步硬化,当其经过前三组传动辊10的传送后,呈软化状态的玻璃逐步开始硬化,表面物理形态趋于稳定,此时单边受力的传动辊10不会使玻璃产生“偏移、形变”的问题,因此其没有必要在后续的传动辊10继续缠绕防火纠偏绳b9。
48.防火纠偏绳a8在出料传动辊7缠绕角度为10
±
1度;防火纠偏绳b9在传动辊10上缠绕角度均为15
±
1度。
49.前三组传动辊10后续的传动辊10上呈交替状缠绕有正旋纠偏绳11和反旋纠偏绳12。正旋纠偏绳11和反旋纠偏绳12的呈扁平状结构;正旋纠偏绳11与防火纠偏绳b9的缠绕方向相反且呈间隔状缠绕在传动辊10上;反旋纠偏绳12与防火纠偏绳b9的缠绕方向相同且呈间隔状缠绕在传动辊10上;缠绕角度均为20
±
2度。如此设置正旋纠偏绳11和反旋纠偏绳12的目的在于:一是使缠绕正旋纠偏绳11和反旋纠偏绳12的传动辊10与缠绕防火纠偏绳b9的传动辊10的传动外径保持一致;避免前三组传动辊10与后续的传动辊10因为传动外径不一导致,形变问题的发生。二是使钢化后的玻璃能够在正旋纠偏绳11和反旋纠偏绳12的正
反作用下保持平衡输送,避免了玻璃“偏离运动轨迹问题的发生”。
50.钢化电炉组27的一端依次设置有清洗设备26和磨削装置25;清洗设备26和磨削装置25均为市场采购设备,目前市场上凡是能够满足10000mm以上原片的的磨削和清洗的磨削装置25和清洗设备26均能够满足本申请的使用需求。本申请中,磨削装置25由英德欧姆智能机械有限公司提供其型号为om18036。
51.清洗设备26由东莞市亚龙玻璃机械有限公司提供其型号为yl
‑
h
‑
36。
52.钢化电炉组27的另一端依次设置有合片室28、打胶平台29和搁置架6。合片室28和打胶平台29均为常规设备。
53.搁置架6包括底板21、支撑架和加强架24构成;底板21上间隔状装有多个支撑架;支撑架由两组对称状设置的支撑斜柱22和顶杆23构成;两组对称状设置的支撑斜柱22焊接在底板21上;两组支撑斜柱22的顶部通过顶杆23相互焊接连接;相邻的两组支撑架的支撑斜柱22之间通过加强架24焊接连接;所述的支撑斜柱22的外斜面上间隔状设置有多个防磨垫层20;支撑斜柱22外侧的底板21上设置有防磨垫层20。
54.生产过程中使用到的支撑块3由四氟材料制作而成,其截面为“中”字型结构;支撑块3整体的厚度与超大中空玻璃整个厚度相等;支撑块3窄端厚度与隔离框4的厚度一致;支撑块3阶梯部分的长度与超大中空玻璃的胶深长度一致;支撑块3的长度为50mm。
55.生产过程中使用到的转运架5由对称状纵向设置的两组主梁13、横梁14、调整滑套15、锁紧螺栓16和支撑勾板17构成;对称状纵向设置的两组主梁13之间通过多个焊接的连接杆18相互连接;两组主梁13的下端呈“十字交叉状”间隔焊接安装有多个横梁14;主梁13两侧的横梁14上滑动装有调整滑套15;调整滑套15上螺纹连接有锁紧螺栓16;锁紧螺栓16与横梁14间歇锁紧连接;调整滑套15的下端焊接有支撑柱19;支撑柱19的下端焊接有支撑勾板17;支撑勾板17的内侧和其一侧的支撑柱19上设置有防磨垫层20;所述的主梁13的中部对称状焊接有吊杆32。
56.工作时人们可通过转运架5的支撑勾板17以“上抬”移动的方式完成完成捆扎的超大中空玻璃,从而避免了现有吸盘吊转移超大中空玻璃时存有的“易拉裂”的问题。
57.该超大中空玻璃的生产装置,包括如下步骤:
58.1、原片预处理
59.将原片通过现有的磨削装置25以常规的磨削方式加工呈符合规格要求的尺寸;在这一过程中,原片的长宽尺寸误差要控制在
±
2mm的范围内;随后使用现有的清洗设备26对原片进行清洗;清洗之后对该原片进行检测,表面无点状缺陷、线状缺陷、亮斑、倒棱、划伤、爆边爆角、气泡结石、对角线差在0
‑
6mm范围内、无裂纹的原片才能进入下步工序;
60.2、钢化处理
61.将完成预处理的原片通过滚轮输送的方式输送至钢化电炉组27加热炉体1内,以常规方式操作加热炉体1使原片在加热炉体1内接受650
‑
670℃的高温加热850s
‑
950s;加热完成后加热炉体1以220mm/s的速度将其输送至钢化电炉组27的风冷装置2中;钢化电炉组27的风冷装置2同时以220mm/s的速度对高温原片进行接收;当高温原片全部进入到钢化电炉组27的风冷装置2后,按常规程序操作风冷装置2使其在250s
‑
290s内将原片冷却至390℃,在300s
‑
330s的范围内将原片由390℃冷却至室温;至此原片完成钢化工序形成钢化玻璃单片30。
62.3、中间检测检验
63.对生产出来的钢化玻璃单片30使用常规方式进行外观检测、平整度检测、应力检测和对角线差检测;表面无风斑、麻点;弓形值小于≤0.15%、边部波形≤0.08%、应力值的范围在90
‑
110mpa之间、对角线差在0
‑
6mm之间,的钢化玻璃单片30为合格产品投入下步工序,否则为不合格产品;如果为不合格产品,则此片玻璃报废。
64.4、隔离框的制作和放置:
65.将检测合格后的钢化玻璃单片30,通过吊装吸盘输送至合片室28的合片滚床上;合片室28的温度控制在22℃
±
2℃,湿度控制在17%
‑
25%之间;随后合片滚床动作将钢化玻璃单片30输送至合片工位;而后根据钢化玻璃单片30长度、宽度以及合片需设置的胶深算出隔离框4的尺寸,胶深控制在15
‑
20mm之间;然后按尺寸切割中空玻璃的铝合金隔条制作成条框,并在条框中填充分子筛,填充完毕后用插脚将条框连接制成隔离框4;随后在隔离框4的两侧面涂满丁基胶后将其粘在钢化玻璃单片30上。
66.5、放置支撑块3;
67.在隔离框4外侧的钢化玻璃单片30边缘上呈间隔状安装多个支撑块3;隔离框4外侧前后方向上的支撑块3呈一一对称的设置;隔离框4外侧左右方向上的支撑块3呈一一对称的设置;支撑块3的内侧与隔离框4贴合连接;支撑块3的阶梯面与钢化玻璃单片30的边缘贴合连接;相邻支撑块3之间的间距为2
‑
3米;在选择支撑块3位置时,要注意使其与合片滚床上的输送辊的位置错开,以便于后期进行捆扎作业;
68.6、玻璃合片
69.按照步骤1、2、3制作第二块钢化玻璃单片30,然后使用吸盘吊输送至合片室28的合片滚床上;随后使用合片室28内的吸盘吊将其移动至的合片工位;随后使用吸盘吊以100mm/s的速度下放第二块钢化玻璃单片30;当第二块钢化玻璃单片30与隔离框4和支撑块3完全贴合时,控制吸盘吊使其停止下移;在这一过程中,由于吸盘吊还承受住第二块钢化玻璃单片30大部分的重量,因此其不会产生压裂隔离框4的问题。
70.7、捆扎
71.在钢化玻璃单片30的前后方向上,以与支撑块3同宽的帆布捆扎带31,将所有前后方向上呈一一对应关系的支撑块3,与两块钢化玻璃单片30以1500
‑
2000n的力进行捆扎;使两块钢化玻璃、支撑块3和隔离框4形成一个整体;而后吸盘吊松开,合片室28的合片滚床动作将完成捆扎的钢化玻璃单片30输出合片室28,随后使用行车和转运架5将其输送至打胶平台29上;在这一过程中由于捆扎带31和支撑块3均能辅助隔离框4对钢化玻璃单片30进行支撑,如此即可避免了隔离框4受力过大导致的“易变形”的问题。
72.帆布捆扎带31为市场上采购的产品,目前市场上凡是能够带有锁扣的捆扎带均能够满足本申请的使用需求。
73.8、打胶
74.在打胶平台29上使用打胶设备,以常规方式将结构胶打入到支撑块3之间的两块钢化玻璃单片30之间的空间内,随后静置24
‑
30小时,松开取下捆扎带31,并使用小刀片将支撑块3与结构胶分离取出;随后使用打胶设备,以常规方式将结构胶打入到原支撑块3的位置;而后静置24
‑
30小时后即可制得超大中空玻璃的半成品;
75.9、充氩气
76.使用行车和吊带将在打胶平台29上将超大中空玻璃的半成品吊起呈竖直状态,然后将其吊装至搁置架6上,并使其以“立姿”停靠在搁置架6上;随后撤出吊带;而后使用氩气灌装设备,以常规方式向超大中空玻璃的半成品的内部灌入氩气;充气完成后,在超大中空玻璃的充气插角处打上密封胶静置24
‑
30小时后即可制得超大中空玻璃成品;
77.10、成品检测
78.使用露点仪、惰性测试仪分别对超大中空玻璃成品进行检测;当处于
‑
40℃时内表面不起雾、不结霜,充氩气比例≥85%、且结构胶连续无断胶、混胶均匀、隔离框不露白、内部无超标杂质的超大中空玻璃成品即为合格产品,否则为不合格产品。
79.由于本申请解决现有方式生产超大中空玻璃的核心在于:在玻璃合片过程中进行了放置支撑块3的操作;为了选定支撑块3的长度尺寸和放置支撑块3时的间隔尺寸时,本申请做了如下实验;
80.1、确定间隔距离的试验;
81.试验设备:2组18m*3.6m的钢化玻璃单片30、合片室28、多个隔离框4、若干个长度为60mm的支撑块3。
82.试验过程:
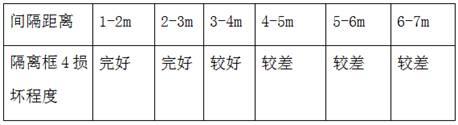
83.首先将一组钢化玻璃单片30放置在合片室28的合片工位上,然后将隔离框4粘接在钢化玻璃单片30上,随后按照设计的间距放置支撑块3后,将另一组钢化玻璃单片30放置在隔离框4和支撑块3上,2分钟后取消上面的钢化玻璃单片30观察隔离框4的受损情况。设计间距按照1
‑
2m、2
‑
3m、3
‑
4m、4
‑
5m、5
‑
6m和6
‑
7m的6种规格进行试验。试验结果分为如下三个标准;
84.完好:隔离框4无变形、无压痕情况;
85.较好:隔离框4无变形,有压痕的情况;
86.较差:隔离框4有变形情况;
87.试验结果:
[0088][0089]
从上面结果可以看出,当支撑块3的间隔距离为1
‑
3m的距离时,隔离框4为无变形、无压痕的情况;因此将支撑块3的间隔距离设定到1
‑
3m时,均能够满足本申请的使用需求;由于支撑块3之间的间隔距离越长,该工艺的效率就越高;为了保证工艺过程中的作业效率;针对上述实验的结果,申请人将2
‑
3m作为支撑块3的间隔首选距离。
[0090]
2、确定支撑块3长度的试验;
[0091]
试验设备:2组18m*3.6m的钢化玻璃单片30、合片室28、多个隔离框4、若干个长度为20mm、30mm、40mm、50mm、60mm和70mm的支撑块3。
[0092]
试验过程:
[0093]
首先将一组钢化玻璃单片30放置在合片室28的合片工位上,然后将隔离框4粘接
在钢化玻璃单片30上,随后按照2
‑
3m间距放置设计尺寸支撑块3后,将另一组钢化玻璃单片30放置在隔离框4和支撑块3上,2分钟后取消上面的钢化玻璃单片30观察隔离框4的受损情况。支撑块3设计尺寸按照20mm、30mm、40mm、50mm、60mm和70mm的6种规格进行试验。试验结果分为如下三个标准;
[0094]
完好:隔离框4无变形、无压痕情况;
[0095]
较好:隔离框4无变形,有压痕的情况;
[0096]
较差:隔离框4有变形情况;
[0097]
试验结果:
[0098][0099]
从上面结果可以看出,当支撑块3的长度位于50mm以上时,隔离框4为无变形、无压痕的情况;因此将支撑块3的间隔距离设定到50mm时,均能够满足本申请的使用需求;由于支撑块3的长度越短,越能够节省加工材料和费用,因此针对上述实验结果,申请人将50mm作为支撑块3的间隔首先长度。
[0100]
为了验证本实用新型方法的正确性,本申请采用该方法对18m*3.6m的超大中空玻璃进行了生产,生产过程如下:
[0101]
1、原片预处理
[0102]
将原片通过现有的磨削装置25以常规的磨削方式加工呈18m*3.6m的规格尺寸;在这一过程中,原片的长宽尺寸误差要控制在
±
2mm的范围内;随后使用现有的清洗设备26对原片进行清洗;清洗之后对该原片进行检测,表面无点状缺陷、线状缺陷、亮斑、倒棱、划伤、爆边爆角、气泡结石、对角线差在0
‑
6mm范围内、无裂纹的原片才能进入下步工序;
[0103]
2、钢化处理
[0104]
将完成预处理的原片通过滚轮输送的方式输送至钢化电炉组27加热炉体1内,以常规方式操作加热炉体1使原片在加热炉体1内接受650
‑
670℃的高温加热850s
‑
950s;加热完成后加热炉体1以220mm/s的速度将其输送至钢化电炉组27的风冷装置2中;钢化电炉组27的风冷装置2同时以220mm/s的速度对高温原片进行接收;当高温原片全部进入到钢化电炉组27的风冷装置2后,按常规程序操作风冷装置2使其在250s
‑
290s内将原片冷却至390℃,在300s
‑
330s的范围内将原片由390℃冷却至室温;至此原片完成钢化工序形成钢化玻璃单片30;
[0105]
3、中间检测检验
[0106]
对生产出来的钢化玻璃单片30使用常规方式进行外观检测、平整度检测、应力检测和对角线差检测;表面无风斑、麻点;弓形值为0.12%,边部波形为0.06%,应力值为108mpa;对角线差为4mm;其弓形值小于≤0.15%、边部波形≤0.08%;应力值的范围在90
‑
110mpa之间、对角线差在0
‑
6mm之间的该钢化玻璃单片30为合格产品投入下步工序。
[0107]
4、隔离框的制作和放置:
[0108]
将检测合格后的钢化玻璃单片30,通过吊装吸盘输送至合片室28的合片滚床上;合片室28的温度控制在22℃
±
2℃,湿度控制在17%
‑
25%之间;随后合片滚床动作将钢化玻璃单片30输送至合片工位;而后根据钢化玻璃单片30长度、宽度以及合片需设置的胶深算出隔离框4的尺寸,胶深控制在15
‑
20mm之间;然后按尺寸切割中空玻璃的铝合金隔条制作成条框,并在条框中填充分子筛,填充完毕后用插脚将条框连接制成隔离框4;随后在隔离框4的两侧面涂满丁基胶后将其粘在钢化玻璃单片30上;
[0109]
5、放置支撑块3;
[0110]
在隔离框4外侧的钢化玻璃单片30边缘上呈间隔状安装多个支撑块3;隔离框4外侧前后方向上的支撑块3呈一一对称的设置;隔离框4外侧左右方向上的支撑块3呈一一对称的设置;支撑块3的内侧与隔离框4贴合连接;支撑块3的阶梯面与钢化玻璃单片30的边缘贴合连接;相邻支撑块3之间的间距为2
‑
3米;在选择支撑块3位置时,要注意使其与合片滚床上的输送辊的位置错开,以便于后期进行捆扎作业;
[0111]
6、玻璃合片
[0112]
按照步骤1、2、3制作第二块钢化玻璃单片30,然后使用吸盘吊输送至合片室28的合片滚床上;随后使用合片室28内的吸盘吊将其移动至的合片工位;随后使用吸盘吊以100mm/s的速度下放第二块钢化玻璃单片30;当第二块钢化玻璃单片30与隔离框4和支撑块3完全贴合时,控制吸盘吊使其停止下移;
[0113]
7、捆扎
[0114]
在钢化玻璃单片30的前后方向上,以与支撑块3同宽的帆布捆扎带31,将所有前后方向上呈一一对应关系的支撑块3,与两块钢化玻璃单片30以1500
‑
2000n的力进行捆扎;使两块钢化玻璃、支撑块3和隔离框4形成一个整体;而后吸盘吊松开,合片室28的合片滚床动作将完成捆扎的钢化玻璃单片30输出合片室28,随后使用行车和转运架5将其输送至打胶平台29上;
[0115]
8、打胶
[0116]
在打胶平台29上使用打胶设备,以常规方式将结构胶打入到支撑块3之间的两块钢化玻璃单片30之间的空间内,随后静置24
‑
30小时,松开取下捆扎带31,并使用小刀片将支撑块3与结构胶分离取出;随后使用打胶设备,以常规方式将结构胶打入到原支撑块3的位置;而后静置24
‑
30小时后即可制得超大中空玻璃的半成品;
[0117]
9、充氩气
[0118]
使用行车和吊带将在打胶平台29上将超大中空玻璃的半成品吊起呈竖直状态,然后将其吊装至搁置架6上,并使其以“立姿”停靠在搁置架6上;随后撤出吊带;而后使用氩气灌装设备,以常规方式向超大中空玻璃的半成品的内部灌入氩气;充气完成后,在超大中空玻璃的充气插角处打上密封胶静置24
‑
30小时后即可制得超大中空玻璃成品;
[0119]
10、成品检测
[0120]
使用露点仪、惰性测试仪分别对超大中空玻璃成品进行检测;其处于
‑
40℃时内表面不起雾、不结霜,充氩气比例为90%、结构胶连续无断胶、混胶均匀、隔离框不露白、内部无超标杂质,该超大中空玻璃成品为合格产品。
[0121]
本申请通过上述方式生产的超大中空玻璃,已经取得了国家3c认证,其可以上市销售。
[0122]
该超大中空玻璃的生产装置是针对超大中空玻璃生产过程中存有的重量大、尺寸大的特点在现有常规方式的基础上进行改进形成的,其能够解决使用常规方式进行超大中空玻璃生产时存有的不能保证对角线差、易压裂隔离框和转运困难的问题,满足了超大中空玻璃生产使用的需要。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1