一种光纤预制棒与尾管对接的自动化装置的制作方法
1.本实用新型属于机械设备领域,尤其涉及一种光纤预制棒与尾管对接的自动化装置。
背景技术:
2.进年来,随着光纤通信技术的发展,对预制棒生产效率提出更高的要求,随之预制棒直径越来越大,预制棒尾管对接过程要求越来越严格,依照现有技术,通过人工对预制棒和尾管进行中心校准,在对接过程中需要人为多次进行火焰调节,预制棒与尾管位置移动,向火焰靠近,且需要多次加大或减小燃烧气体和助燃气体流量,通过调节火焰大小来控制预制棒与尾管对接温度,精度误差较大。
技术实现要素:
3.本实用新型提供一种光纤预制棒与尾管对接的自动化装置,以克服现有技术的缺陷。
4.为实现上述目的,本实用新型提供一种光纤预制棒与尾管对接的自动化装置,具有这样的特征:包括机床、两个滑动导轨、两组移动组件、两组喷灯组件和石墨板组件;两个滑动导轨相互平行,固定在机床上;移动组件包括基座、丝杆和丝杆电机;基座设置在两个滑动导轨上,基座可沿滑动导轨滑动;丝杆电机固定在机床上,丝杆与丝杆电机的输出轴连接,随其转动;丝杆位于两个滑动导轨之间,与基座螺纹连接,丝杆转动时,驱动基座沿滑动导轨移动;基座上设有可相对于基座转动的夹头;两组移动组件分别与光纤预制棒和尾管一一对应,光纤预制棒和尾管分别固定夹在其对应移动组件的夹头内,光纤预制棒和尾管通过相应的驱动装置进行转动;喷灯组件包括可向外喷射火焰的喷灯,两组喷灯组件的喷灯分别设置在基座移动轨迹上的两侧,且喷射方向朝向光纤预制棒与尾管的相接处;石墨板组件包括可上下移动的石墨板,石墨板设置在光纤预制棒与尾管相接处的上方,当光纤预制棒和尾管对接产生凸起时,控制石墨板下压至光纤预制棒和尾管表面、随着光纤预制棒和尾管的转动抹平其对接处的凸起。
5.进一步,本实用新型提供一种光纤预制棒与尾管对接的自动化装置,还可以具有这样的特征:还包括红外线装置;红外线装置包括红外发射器和红外接收器,分别固定两组移动组件的基座上,通过红外线的发射和接收感应光纤预制棒和尾管的中心点是否位于同一水平线上,还感应光纤预制棒和尾管对接产生凸起的高度。
6.进一步,本实用新型提供一种光纤预制棒与尾管对接的自动化装置,还可以具有这样的特征:其中,喷灯组件还包括氢气管道和氧气管道;氢气管道和氧气管道均与喷灯连通,为喷灯提供氢气和氧气。
7.进一步,本实用新型提供一种光纤预制棒与尾管对接的自动化装置,还可以具有这样的特征:其中,氢气管道和氧气管道上均设有气体流量自动控制阀,控制相应管道内的气体流量。
8.进一步,本实用新型提供一种光纤预制棒与尾管对接的自动化装置,还可以具有这样的特征:其中,喷灯相对于水平面倾斜设置,沿喷射方向斜向上45
°
。
9.进一步,本实用新型提供一种光纤预制棒与尾管对接的自动化装置,还可以具有这样的特征:其中,喷灯组件还包括喷灯支架,喷灯通过喷灯支架固定在机床上。
10.进一步,本实用新型提供一种光纤预制棒与尾管对接的自动化装置,还可以具有这样的特征:其中,石墨板组件包括石墨板电机,石墨板电机驱动石墨板上下移动。
11.本实用新型的有益效果在于:本实用新型提供一种光纤预制棒与尾管对接的自动化装置,代替了传统车床操作流程,通过红外线装置及其他结构的配合设置,大大减小了人工操作产生的误差,提高精度,且此装置在使用原料时进过机械化控制,减少浪费;该工艺工作时处于高温状态,本装置可以避免因人工操作造成的伤害;本装置通过设置石墨板,并配合红外线装置的检测,可以对预制棒对接过程中产生的凸起进行抹平处理,可以满足现在更高的精度要求,且避免预制棒与尾管对接后凸起较高而导致无法正常拉丝的问题。本装置实现了超高精度,低成本,繁琐的人工操作转由自动操作,本技术可以满足直径小于200mm预制棒的对接需求,通过各部件结构与控制面等控制系统的配合,在预制棒对接前仅需在控制面板上选择相应的预制棒直径的程序即可,大大节省工作时间,既提高产量又提升质量。
附图说明
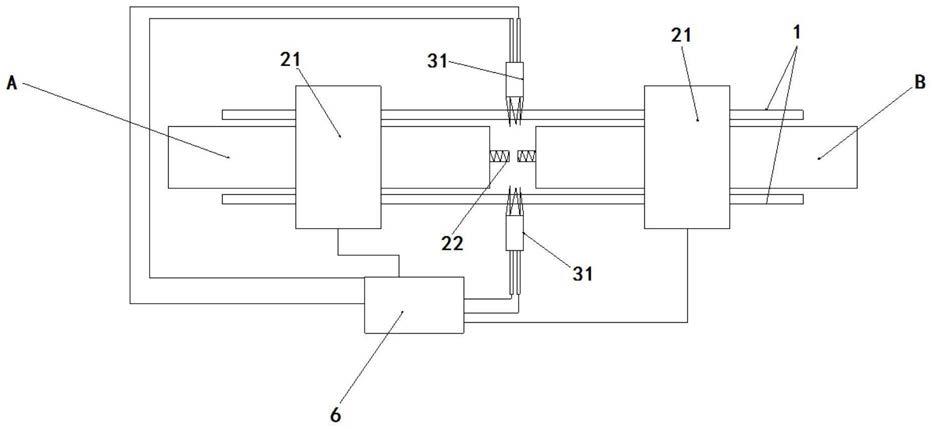
12.图1是光纤预制棒与尾管对接的自动化装置的俯视图。
13.图2是光纤预制棒与尾管对接的自动化装置的主视图。
14.图3是部分移动组件的结构示意图。
具体实施方式
15.以下结合附图来说明本实用新型的具体实施方式。
16.如图1
‑
3所示,本实用新型提供一种光纤预制棒与尾管对接的自动化装置,包括机床(未示出)、两个滑动导轨1、两组移动组件、两组喷灯组件、石墨板组件和红外线装置。
17.两个滑动导轨1相互平行,固定在机床上。
18.移动组件包括基座21、丝杆22和丝杆电机。
19.基座21设置在两个滑动导轨1上,具体的,两个滑动导轨1穿过基座21,基座21可沿滑动导轨1滑动。
20.丝杆电机固定在机床上,丝杆22与丝杆电机的输出轴连接,具体的,丝杆22的一端通过伞齿轮与丝杆电机的输出轴连接,随其转动。
21.丝杆22位于两个滑动导轨1之间,与基座21螺纹连接,丝杆22转动时,驱动基座21沿滑动导轨1移动。具体的,基座21底部具有螺母座211,丝杆22与基座21的螺母座211螺纹连接。
22.基座21上设有可相对于基座21转动的夹头212。
23.两组移动组件分别与光纤预制棒a和尾管b一一对应,光纤预制棒a和尾管b分别固定夹在其对应移动组件的夹头212内,光纤预制棒a和尾管b通过相应的驱动装置进行转动。其中,驱动装置驱动光纤预制棒a和尾管b相对基座21转动为现有技术,不属于本技术的保
护内容和保护范围。
24.喷灯组件包括可向外喷射火焰的喷灯31。两组喷灯组件的喷灯31分别设置在基座21移动轨迹上的两侧,且喷射方向朝向光纤预制棒a与尾管b的相接处。
25.喷灯组件还包括氢气管道32和氧气管道33。氢气管道32和氧气管道33均与喷灯31连通,为喷灯31提供氢气和氧气。氢气管道32和氧气管道33上均设有气体流量自动控制阀,控制相应管道内的气体流量。
26.其中,喷灯31相对于水平面倾斜设置,沿喷射方向斜向上45
°
。具体的,喷灯组件还包括喷灯31支架,喷灯31通过喷灯31支架固定在机床上。
27.石墨板组件包括可上下移动的石墨板41。石墨板41设置在光纤预制棒a与尾管b相接处的上方,当光纤预制棒a和尾管b对接产生凸起时,控制石墨板41下压至光纤预制棒a和尾管b表面、随着光纤预制棒a和尾管b的转动抹平其对接处的凸起。
28.具体的,石墨板组件包括石墨板电机42,石墨板电机42驱动石墨板41上下移动。
29.红外线装置包括红外发射器51和红外接收器52,分别固定两组移动组件的基座21上,通过红外线的发射和接收感应光纤预制棒a和尾管b的中心点是否位于同一水平线上,还感应光纤预制棒a和尾管b对接产生凸起c的高度。
30.本技术中各部件结构固定在机床上,是指直接固定在机床上或通过相应支架固定在机床上,即相对于机床固定。
31.装置还包括控制面板6,丝杆电机、石墨板电机及各气体流量自动控制阀均由机床高温区外的控制面板6控制。
32.该光纤预制棒与尾管对接的自动化装置的使用方法:
33.光纤预制棒a和尾管b准备水洗完成后分别夹在两组移动组件的夹头212上,并通过相应的驱动装置使之旋转。
34.通过红外线装置感应光纤预制棒a与尾管b中心点在同一水平线上后启动喷灯31,此时喷灯31将按照设定好的程序进行氢氧气体流量控制,使之喷出火焰,且火焰必须为蓝色火焰。
35.通过丝杆电机和丝杆22控制基座21沿滑动轨道移动,使光纤预制棒a和尾管b靠近火焰进行预加热,然后进一步推动光纤预制棒a和尾管b移动靠近火焰至接棒前间隔距离,并且调整氢氧气体的流量,使火焰达到接棒所用火焰,然后进行接棒,待到光纤预制棒a和尾管b溶接后,调整喷灯31,将高温区对准接缝进行加热。
36.通过红卫线装置感应对接处产生的凸起c,若加热后对接处产生的凸起c高度超过设定值,通过石墨板电机42驱动石墨板41下压抹平凸起c,然后继续加热接头,到设定时间后,减小气体流量,从而减小喷灯31火焰,等火焰减小到点火状态时,关闭气体流量自动控制阀,熄灭火焰。
37.在一具体的实施例中,利用本装置对¢90¢130光纤预制棒和尾管进行对接,其中,光纤预制棒a和尾管b的接棒前间隔距离为3
‑
5mm,光纤预制棒a和尾管b溶接后,调整喷灯31高温区对其接缝进行加热的时间为1
‑
2分钟。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1