一种集成了多种功能的具有安全冗余的船用氮气制备装置的制作方法
1.本实用新型涉及一种集成了多种功能的具有安全冗余的船用氮气制备装置。
背景技术:
2.氮气作为空气中含量最丰富的气体(空气中含量:78.084%,沸点:-195.8℃,冷凝点:-210℃),取之不竭,用之不尽,因其特性属于亚惰性气体,常作为保护性气体。可用于lng储罐惰化,管道吹扫,气氛置换等领域,随着目前lng技术的发展和应用,制氮装置也逐渐成为了lng液货船、化学品船防爆系统的关键组成部分。
3.当前几种常规氮气制备系统技术现状、缺点和不足
4.目前工业中常用的制氮方法有三种
‑‑‑‑
深冷空分法、分子筛空分法(psa)和膜空分法。
5.(1)深冷空分制氮原理:以空气为原料,经过压缩、净化,再利用热交换使空气液化成为液空(主要是液氧和液氮的混合物),然后利用液氧和液氮的沸点不同(在标准大气压下,前者的沸点为-183℃,后者的为-196℃),通过液空的精馏,使它们分离来获得氮气。
6.不足之处是深冷空分制氮设备复杂、占地面积大,基建费用较高,设备一次性投资较多,运行成本较高,产气慢(12~24h),不适合船用。
7.(2)分子筛空分制氮原理:以空气为原料,以碳分子筛作为吸附剂,运用变压吸附原理,利用碳分子筛对氧和氮的选择性吸附而使氮和氧分离的方法,通称psa制氮。与传统制氮法相比,自动化程度高、产气较快(15~30分钟)、能耗低,产品纯度可在较大范围内根据用户需要进行调节。
8.不足之处是变压吸附需要阀门等器件切换频繁,设备组件损耗大,故障率高,不适合船用。
9.(3)膜空分制氮原理:以空气为原料,在一定压力条件下,利用氧和氮等不同性质的气体在膜中具有不同的渗透速率来使氧和氮分离。该类型设备的特点是启动快,结构简单、切换阀门少,体积小、产气更快(≤3分钟)等优点,特别适宜于氮气纯度≤98%的中、小型氮气用户。
10.该类型装置的特点是用于制氮的膜组件属于消耗品,需定期更换。氮气质量(o2含量)及氮气生产率受膜组件性能及膜进口温度,膜进/出口压力,膜进/出口流量等众多参数影响,若想获得稳定的氮气质量和氮气生产率,参数相互影响大,耦合因素多,控制较为复杂。
技术实现要素:
11.本实用新型所要解决的技术问题是:提供一种集成了多种功能的具有安全冗余的船用氮气制备装置及方法。主要解决如下问题:
12.a一般情况下,对于传统的膜空分制氮装置而言,氮气的生产流量,在氮气纯度一定时,跟膜进口温度,膜进口压力,膜背压等有关。在允许范围之内,膜进口温度越高,膜进
口压力越大,产氮流量越大;同样,在产氮流量一定时,膜进口温度越高,膜进口压力越大,产氮纯度越高。而膜空分制氮装置的氮气储存装置(一般为氮气缓冲罐)压力(俗称“背压”),也对产氮效率有一定影响,背压升高时,虽然产氮纯度升高,但产氮流量却下降,影响到产氮能力。压力、流量、温度等参数共同决定了制氮系统的效率和稳定性。
13.本装置根据膜进口温度,膜进口压力,膜出口压力,膜出口流量,配合膜后流量调节装置,采用优化控制方法,使制氮过程平稳,既保证了氮气纯度的稳定和氮气管网压力的稳定,又提高了产氮能力。
14.b 安全对于lng液货船、化学品船而言,至关重要。传统的制氮装置存在安全隐患,难以满足要求。本装置采用多种安全措施,实现制氮装置的安全冗余。
15.c传统的膜空分制氮装置信息化程度不高,难以与主控系统集成。本装置采用hmi和sql数据库,结合着主流通讯协议,解决了制氮装置的信息化问题。
16.为解决上述技术问题,本实用新型采用的技术方案是:
17.一种集成了多种功能的具有安全冗余的船用氮气制备装置,其特征在于,包括依次连接的空气压缩机(a1)、压缩空气储罐(a2)、冷干机(a3)、过滤器(a4)、膜进口流量变送器(c1)、膜进口压力变送器(c2)、膜进口温度变送器(c3)、膜进口电磁阀(b1)、膜空分装置(a5)、氧气分析仪(c4)、露点温度仪(c5)、膜出口压力变送器(c6)、膜出口流量变送器(c7)、调节阀(b3)、膜出口三通阀(b2)、氮气储罐(a6);
18.氮气储罐(a6)上设置氮气储罐压力变送器(c8)和氮气储罐压力开关(d3);
19.空气压缩机(a1)上设置空压机状态开关(d1),冷干机(a3)上设置冷干机状态开关(d2);
20.膜空分装置(a5)上设置气体排空管道(e2);膜出口三通阀(b2)上还设置废气排出管道(e1);
21.废气排出管道(e1)和气体排空管道(e2)分别设置废气回收管道(f1)和气体回收管道(f2),废气回收管道(f1)和气体回收管道(f2)分别和空气压缩机(a1)的气体入口相连。
22.废气排出管道(e1)和气体排空管道(e2)中的气体经过了过滤器的净化,如果直接排入大气,会比较浪费,本实用新型设计了回收管路:废气回收管道(f1)和气体回收管道(f2),可以再次进入空气压缩机(a1)进行氮气的制备。
23.本实用新型所述的电气控制系统,由配电单元和控制单元plc组成;
24.电气控制系统中的配电单元接受440v动力馈电,为空气压缩机(a1)、冷干机(a3)提供440v电源供给,也为控制单元plc提供220v电源供给。
25.控制单元plc包括hmi人机交互,人机界面动态化显示氮气制备工艺流程,制备过程中的膜进口温度、膜进口压力、膜进口流量、膜出口压力、膜出口流量、露点温度、氮气储罐压力、o2含量和控制单元相连接并在主界面实时显示。
26.空气压缩机(a1)、冷干机(a3)、膜进口电磁阀(b1)、膜出口三通阀(b2)、调节阀(b3)也和控制单元plc连接。
27.控制单元plc还包括远程监控接口和氮气罐超压监控。
28.本实用新型基本原理:
29.本装置的功能是生产氮气,氮气质量是本装置的核心控制目标,而氮气质量由氮
气纯度,露点温度等几种参数共同决定,在这其中,氮气纯度是氮气质量最重要的技术参数,氮气纯度又与氮气中的氧含量相关,因此衡量氮气纯度的指标可用o2含量来表示。在实际氮气制备过程中,因膜本身效率及各种外部客观因素的存在,会出现氮气质量不达标的现象。
30.在lng等危化领域,使用不达标氮气会存在严重的安全隐患。
31.通过工艺实践得知,除了膜本身以外,o2含量主要受下述外部因素影响:
32.a温度因素
33.膜进口温度越高,膜空分装置的效率越高,膜出口o2含量越低。膜进口温度的变化,会影响到o2含量;
34.b压力因素
35.膜进口压力越高,膜空分装置的效率越高。膜进口压力的变化,会影响到o2含量;
36.c流量因素
37.通过膜空分装置的气体流量越大,气体中得到分离的o2越少,膜出口o2含量就越高。膜进出口流量的变化,会影响到o2含量。在氮气加注过程中,随着氮气缓冲罐内压力上升,膜空分装置进出口压差(pt1-pt2)会减小,通过膜空分的气体流量随之会降低,膜出口处o2含量也既降低(氮气质量提高)。
38.通过上述分析可知,若要调整o2含量,温度、压力、流量等参数都是可以用于调节的变量。考虑到此类船用设备不宜过于复杂的特点,经过成本与收益权衡,本装置选择最具性价比的流量调节方式。
39.通过本实用新型和常规氮气制备系统的比较,本实用新型有益效果如下:
40.本实用新型装置性能优越,功能丰富,操作简单,维护方便,机动性强,完全符合船用惰气系统国家规范。其使用、操作、维护符合人机工程学原理,制氮过程平稳,保证了管网压力稳定,噪音低,具有下述特点:
41.1.基本性能参数单位范围氮气纯度% 95.0-99.9(可设)含油量ppm《0.001含尘量ppm《0.01氮气压力bar2-10露点温度℃《-40压缩空气压力bar10-12
42.2.基于o2含量实时检测的氮气质量自适应控制(不合格氮气自动放空)
43.本系统根据工艺实践和对气体制备装置控制算法的深刻理解,摸索出一套独特的自适应控制算法,其基本原理是通过实时检测o2含量,露点温度,膜进出口压力等参数,在设备运行的各个阶段实时检测氮气质量,实现过程变量与膜性能的优化匹配,并根据检测到的情况实时决定是否放空,既保证了氮气纯度,又提高了氮气生产率,同时降低了膜的损耗,延长了整机使用寿命。
44.确保氮气质量满足要求,保证氮气使用安全。
45.3.安全冗余
46.针对船用设备对可靠性,安全性的高等级要求,该系统采用独特的安全冗余设计。
47.主要体现在
48.a在氮气制备过程中,各个工艺回路采用根据工艺要求经过精密计算得出的安全阀,止回阀等组件,配合流量,温度,压力传感器等部件。关于流量,温度,压力等参数的传感仪表,其采样位置/静态和动态特性,均经过精密计算和长期的工艺实践。
49.b氮气缓冲罐作为压力容器,其选取符合国家相关规范,并且本系统采用独特的超压监控与关断回路,确保系统即使在主控plc失效的情况下,氮气罐也能够在超压后快速切断相关回路。
50.4.故障自诊断
51.本装置具有丰富的故障自诊断功能。
52.a针对常规组件(比如阀门,空压机,冷干机)等,采用逻辑分析,预判故障。
53.b采用全新的方法对膜组件的运行情况进行故障诊断。
54.cplc自身进行cpu与i/o模块之间的故障监控,各模块与设备各工位的传感器之间进行断线,短路,电源丢失等异常事件监控,plc与hmi采用心跳程序进行故障监控。
55.d当出现故障时,系统通过hmi,声光装置等设备自动输出报警信息,通过该报警信息,可以快速地定位故障,排除故障。
56.5.生产过程数据记录(过程值归档)及报表输出功能
57.生产过程数据记录对氮气质量的控制和追溯分析,对都具有非常重要的作用。本装置通过运用sql数据库,实现对生产过程数据的准确记录。本记录系统运行稳定,不存在丢失数据,数据错乱等情况,具体功能如下,
58.(1)数据记录本装置的数据记录包括如下三个部分,
59.a 过程记录:针对工艺流程的过程数据(膜进口温度,膜进口压力,膜进口流量,膜出口压力,膜出口流量,氮气纯度,露点温度,缓冲罐压力)数据记录
60.b报警记录:针对异常事件的报警记录(比如开关阀失败等)。
61.c操作记录:针对设备及其组件的操作(比如设备开机/关机,空压机启动/停止,阀门开/关)的记录,关键参数的修改等
62.(2)数据查询和显示浏览
63.通过按时间,按id号等多种检索方式进行分页查询,通过按时间段进行trend浏览显示,并能执行数据曲线左移,右移,缩放,全景等操作。
64.(3)数据导出
65.本装置能按照选定的时间范围以xml,pdf,csv等不同方式进行报表输出.
66.(4)数据校验
67.根据过程参数的预设值,通过统计的方法对数据进行有效性检查,根据数据的发展趋势,发现不合格的情形提前发出预警。
68.历史数据可以存储长达36个月
69.本装置的生产数据记录功能彻底解决了传统氮气制备系统信息化程度不高的缺点,将氮气制备系统纳入到船舶自动化监控系统之中。
70.6.远程数据交互
71.可通过prifinet、modbustcp、opc ua等主流通信方式,将制备系统的相关数据提
供给第三方(比如主控室等),并且接受第三方的控制输出。
72.7.权限管理
73.权限管理是信息化系统中非常重要的内容,尤其在lng应用领域,任何操作都应具有权限方可进行。本装置将用户进行权限分组,不同的分组具有不同的操作权限,从设备的使用层面完全杜绝对关键工艺参数和设备操作的非授权行为。
附图说明
74.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
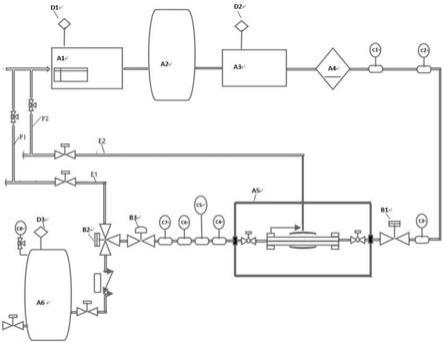
75.图1是船用氮气信息化制备装置机械系统具体结构。
76.图2是船用氮气信息化制备装置电气控制系统具体结构图。
77.图3本装置的工作流程图。
78.图4是本装置工作时的气体流向图。
79.图5氮气质量不合格时气体流向装置图。
80.图6氮气质量不合格时气体流向模块图。
81.图7氮气质量合格时气体流向装置图。
82.图8氮气质量合格时气体流向模块图。
83.附图中:
84.a1:空气压缩机、a2:压缩空气储罐、a3:冷干机、a4:过滤器、a5:膜空分装置、a6:氮气储罐、
85.b1:膜进口电磁阀、b2:膜出口三通阀、b3:调节阀
86.c1:膜进口流量变送器、c2:膜进口压力变送器、c3:膜进口温度变送器、c4:氧气分析仪、c5:露点温度仪、c6:膜出口压力变送器、c7:膜出口流量变送器、c8:氮气储罐压力变送器
87.d1:空压机状态开关、d2:冷干机状态开关、d3:氮气储罐压力开关。
88.e1:废气排出管道、e2:气体排空管道。
89.f1:废气回收管道;f2:气体回收管道。
具体实施方式
90.实施例1
91.本实施例提供一种集成了多种功能的具有安全冗余的船用氮气制备装置,包括依次连接的空气压缩机(a1)、压缩空气储罐(a2)、冷干机(a3)、过滤器(a4)、膜进口流量变送器(c1)、膜进口压力变送器(c2)、膜进口温度变送器(c3)、膜进口电磁阀(b1)、膜空分装置(a5)、氧气分析仪(c4)、露点温度仪(c5)、膜出口压力变送器(c6)、膜出口流量变送器(c7)、调节阀(b3)、膜出口三通阀(b2)、氮气储罐(a6);
92.氮气储罐(a6)上设置氮气储罐压力变送器(c8)和氮气储罐压力开关(d3);
93.空气压缩机(a1)上设置空压机状态开关(d1),冷干机(a3)上设置冷干机状态开关(d2);
94.膜空分装置(a5)上设置气体排空管道(e2);膜出口三通阀(b2)上还设置废气排出管道(e1);
95.废气排出管道(e1)和气体排空管道(e2)分别设置废气回收管道(f1)和气体回收管道(f2),废气回收管道(f1)和气体回收管道(f2)分别和空气压缩机(a1)的气体入口相连。
96.其中调节阀(b3)为电动调节阀。
97.所述的电气控制系统,由配电单元和控制单元plc组成;
98.电气控制系统中的配电单元接受440v动力馈电,为空气压缩机(a1)、冷干机(a3)提供440v电源供给,也为控制单元plc提供220v电源供给。
99.控制单元plc包括hmi人机交互,人机界面动态化显示氮气制备工艺流程,制备过程中的膜进口温度、膜进口压力、膜进口流量、膜出口压力、膜出口流量、露点温度、氮气储罐压力、o2含量和控制单元相连接并在主界面实时显示。
100.空气压缩机(a1)、冷干机(a3)、膜进口电磁阀(b1)、膜出口三通阀(b2)、调节阀(b3)也和控制单元plc连接。
101.控制单元plc还包括远程监控接口和氮气罐超压监控。
102.本实施例基本原理:
103.本装置的功能是生产氮气,氮气质量是本装置的核心控制目标,而氮气质量由氮气纯度,露点温度等几种参数共同决定,在这其中,氮气纯度是氮气质量最重要的技术参数,氮气纯度又与氮气中的氧含量相关,因此衡量氮气纯度的指标可用o2含量来表示。在实际氮气制备过程中,因膜本身效率及各种外部客观因素的存在,会出现氮气质量不达标的现象。
104.在lng等危化领域,使用不达标氮气会存在严重的安全隐患。
105.通过工艺实践得知,除了膜本身以外,o2含量主要受下述外部因素影响:
106.a温度因素
107.膜进口温度越高,膜空分装置的效率越高,膜出口o2含量越低。膜进口温度的变化,会影响到o2含量;
108.b压力因素
109.膜进口压力越高,膜空分装置的效率越高。膜进口压力的变化,会影响到o2含量;
110.c流量因素
111.通过膜空分装置的气体流量越大,气体中得到分离的o2越少,膜出口o2含量就越高。膜进出口流量的变化,会影响到o2含量。在氮气加注过程中,随着氮气缓冲罐内压力上升,膜空分装置进出口压差(pt1-pt2)会减小,通过膜空分的气体流量随之会降低,膜出口处o2含量也既降低(氮气质量提高)。
112.通过上述分析可知,若要调整o2含量,温度、压力、流量等参数都是可以用于调节的变量。考虑到此类船用设备不宜过于复杂的特点,经过成本与收益权衡,本装置选择最具性价比的流量调节方式。
113.本实用新型实现o2含量自动调节的基本原理
114.plc系统实时监测膜空分装置之后的o2含量,根据o2含量,改变电动调节阀开度,从而改变通过膜空分的气体流量,进而达到调节o2含量的目的。
115.a 若o2含量上升(氮气质量下降),则减小电动调节阀开度,降低流量,膜空分装置的效率会上升,o2含量随之下降。
116.b 若o2含量下降(氮气质量提高),则增加电动调节阀开度,提高流量,膜空分装置的效率会下降,o2含量随之上升。
117.通过上述调节方法,将制备的氮气中的o2含量稳定在设定水平,确保进入到n2缓冲罐的氮气质量稳定可靠。
118.除此之外,若通过调节电动调节阀等手段无法满足o2含量要求,则立刻关断相关电磁阀,将氮气排空。
119.在具体调节过程中,为了满足实用性要求,系统在调节o2含量的同时还兼顾产量。
120.本实施例图3-4为工作流程图和工作时的气体流向图。系统上电后,b1、b2电动阀均处于关闭状态,膜空分装置不工作。
121.系统启动后,控制方法如下
122.(1)压缩空气的制备,空气压缩机产生的压缩空气进入并储存在空气缓冲罐中(设定压力为10-12bar),系统会根据空压机的状态,判断空气缓冲罐的压力是否达到生产要求。
123.(2)氮气缓冲罐内压力小于预设值且空气缓冲罐中的压力达到设计要求后系统自动将b1电磁阀打开,b2电磁阀关闭,b3电动调节阀50%开度,膜空分装置进入工作状态,开始制氮过程。刚进入工作状态时,从膜空分装置分离出的氮气处于不合格状态,经b2电磁阀排空(见图5-6)。
124.(3)1-2分钟后,经各检测仪表监测的氮气质量达到稳定状态,则b2电磁阀打开,合格氮气不再排空,而是进入氮气缓冲罐(见图7-8)。
125.在给氮气缓冲罐加注氮气的过程中,系统实时检测氮气质量,根据系统内部的调节原则,自动调整电动调节阀开度,使o2含量维持在一定水平。
126.(4)若氮气缓冲罐内压力大于预设值,则系统依次将b1电磁阀与b2电磁阀关闭,膜空分装置停止工作。
127.若氮气缓冲罐内压力小于预设值则重新执行步骤(2),进入又一个加注循环。
128.(5)在氮气生产过程中,系统实时监控各过程参数和设备组件单元,并给出响应。
129.针对海工装备的需求特点,结合着制氮流程,本实施例的装置提供了完善的监控功能。
130.当然,上述说明并非是对本实用新型的限制,本实用新型也并不限于上述举例,本技术领域的普通技术人员,在本实用新型的实质范围内,作出的变化、改型、添加或替换,都应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1