陶瓷制品用高渗透着色的渗透层及其制作方法与流程
陶瓷制品用高渗透着色的渗透层及其制作方法
1.本申请是发明创造名称为《一种高渗透着色的环保陶瓷制品及其制作方法》的发明专利申请的分案申请,原申请的申请号201811262722.9、申请日为2018
‑
10
‑
27。
技术领域
2.本发明涉及陶瓷技术领域,具体涉及一种陶瓷制品用高渗透着色的渗透层及其制作方法。
背景技术:
3.陶瓷制品的烧制和应用在我国有着悠久的历史,其造型多样、色彩斑斓、手感清凉细滑,容易洗涤,深受国人喜爱。陶瓷制品的制作方法分为釉上彩、釉下彩、釉中彩三种。釉上彩陶瓷是用颜料制成花纸贴在釉面上或直接以颜料绘于产品表面,再经低温烤烧而成,由于烤烧温度达不到釉层熔融的程度,所以花面不能沉入釉中。用手触摸釉上彩陶瓷,感觉花面有明显的凹凸感;釉中彩陶瓷的烤烧温度可令釉料熔融,颜料可沉入釉中,冷却后被釉层覆盖,制品表面平滑,手触无明显凹凸感;釉下彩陶瓷全部彩饰在瓷坯上进行,施釉后经高温一次烧成,花面被釉层覆盖,看上去光亮、平整,手感光滑。
4.目前生产的各种含有颜色或图案的陶瓷制品,无论是釉上彩,还是釉下彩也不论是贴花、彩绘或丝网印刷方法均属低渗透型,颜色渗入瓷胎不超过1mm,绝大部分都只残留在极薄的表面层之中,故当采用该类瓷器进行纪念性篆刻,如刻上名字、日期、地址及其他留有永久纪念的字体或图案时就会破坏原有瓷器的图案,当使用绘有图案的陶瓷制品,经过几年的使用以后,有的陶瓷产品表面会磨损较严重。目前随着经济的发展,着色陶瓷制品越来越广泛地被应用于人们的生活中,但是要制造着色稳定、具有特定图案的着色陶瓷制品是非常困难的,因为所绘的图案在使用过程中容易出现磨掉。
5.同时,我国现在作为最大陶瓷生产国,每天都由大量的陶瓷废渣作为垃圾被废弃,目前国内将陶瓷垃圾生产成环保陶瓷制品并无太多成功技术可以借鉴,因此,需要研究新的替代方法来对这一问题进行改善。
技术实现要素:
6.本发明的目的在于克服现有技术的不足,提供一种陶瓷制品用高渗透着色的渗透层及其制作方法,具有渗透性好、着色性强、高硬度以及环保节能的优点。
7.本发明的目的是通过以下技术方案来实现的:
8.一种高渗透着色的环保陶瓷制品,包括坯体和施于坯体表面的渗透层,所述坯体包括以下重量份的原料:
9.高岭土
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
‑
38重量份;
10.氧化铝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
‑
24重量份;
11.硅灰石
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ6‑
10重量份;
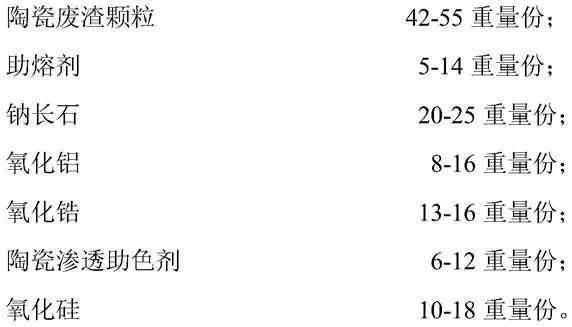
12.所述渗透层包括以下重量份的原料:
[0013][0014]
进一步地,所述助熔剂由氧化钠、碳酸钾和硅酸钠按1:2:2的质量比组成。
[0015]
进一步地,所述渗透层包括以下重量份的原料:
[0016][0017]
进一步地,所述陶瓷废渣颗粒粒径为6
‑
12mm。
[0018]
进一步地,所述陶瓷渗透助色剂为气相白炭黑。
[0019]
进一步地,所述渗透层的厚度为1.2
‑
2.3mm。
[0020]
制作所述的一种高渗透着色的环保陶瓷制品的工艺,包括如下步骤:
[0021]
s1原料准备:按照重量份分别称取各原料,备用;
[0022]
s2坯体制作:将坯体原料混合加水后以氧化铝球为球磨介质进行球磨,球磨20
‑
30min后过30目筛,得到坯体泥料,将坯体泥料定型后进行利坯、晾晒,晾干后在800
‑
1050℃的温度下烧制,得到坯体;
[0023]
s3渗透层制作:将渗透层原料混合加水后以氧化铝球为球磨介质进行球磨,球磨20
‑
30min后过30目筛,得到渗透层泥料,将渗透层泥料均匀的涂覆于所述坯体表面,厚度为1.2
‑
2.3mm;
[0024]
s4烧制:将涂覆了渗透层的坯体放入烧结炉中,在950
‑
1000℃温度下加热45
‑
55min,然后升温至1250
‑
1300℃,升温速率为20
‑
24℃/min,升至最高温度后保温13
‑
18min,然后用冷水水淬,即得到高渗透着色的环保陶瓷制品。
[0025]
本发明的有益效果是:
[0026]
1、本发明采用高岭土、氧化铝、硅灰石作为坯体用料,其中,高岭土属于低成本易烧结的陶瓷原料,与耐腐蚀性强、具有一定力学补强作用的硅灰石相结合,既节约了成本,降低了烧结温度,又增加了陶瓷坯体的硬度,采用陶瓷废渣颗粒、钠长石、氧化铝、陶瓷渗透助色剂、氧化硅作为渗透层的主要原料,采用废弃陶瓷制品磨碎成粒径为6
‑
12mm颗粒,一方
面不仅达到了节能减排的目的,还减少了废弃陶瓷对环境的影响,绿色环保,另一方面粒径为6
‑
12mm的颗粒制成的渗透层具有多孔的特征,能够增强其渗透着色的作用;氧化锆作为陶瓷制品的原材料,具有较高的强度、硬度、较好的抗断裂韧性及耐磨性,其与氧化铝、氧化硅掺杂通过烧结后形成固溶体结构,便于着色剂着色。
[0027]
2、本发明还采用气相白炭黑作为渗透助色剂,既可以起到纳米颗粒的作用,同时它又是第二相的颗粒,不但提高了陶瓷材料的强度、韧性,而且提高了材料的硬度和弹性模量等性能。利用气相白炭黑来作为陶瓷渗透助色剂,不但提高了陶瓷的着色性、韧性和光洁度,而且使烧结温度大幅降低,节约了成本;本发明采用由氧化钠、碳酸钾和硅酸钠按1:2:2的质量比组成的助熔剂使各原料更充分的混合,提升陶瓷的硬度,进而提升其硬度与耐磨性,并且也降低了烧结温度。
[0028]
3、本发明的渗透层厚度为1.2
‑
2.3mm,使着色时染料渗透的更深,增强了陶瓷着色效果,并且在抛光时不会被磨掉原来的颜色;在制作工艺中,烧结后使用冷水水淬,使熔融物的玻璃结构被固定下来,在保证其多孔特定的前提下提高了陶瓷制品的硬度。
具体实施方式
[0029]
下面结合具体实施例进一步详细描述本发明的技术方案,但本发明的保护范围不局限于以下所述。
[0030]
实施例1
[0031]
一种高渗透着色的环保陶瓷制品,包括坯体和施于坯体表面的渗透层,所述坯体包括以下重量份的原料:
[0032]
高岭土
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
38重量份;
[0033]
氧化铝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24重量份;
[0034]
硅灰石
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10重量份;
[0035]
所述渗透层包括以下重量份的原料:
[0036][0037]
具体地,所述助熔剂由氧化钠、碳酸钾和硅酸钠按1:2:2的质量比组成。
[0038]
具体地,所述陶瓷废渣颗粒粒径为12mm。
[0039]
具体地,所述陶瓷渗透助色剂为气相白炭黑。
[0040]
具体地,所述渗透层的厚度为2.3mm。
[0041]
制作所述的一种高渗透着色的环保陶瓷制品的工艺,包括如下步骤:
[0042]
s1原料准备:按照重量份分别称取各原料,备用;
[0043]
s2坯体制作:将坯体原料混合加水后以氧化铝球为球磨介质进行球磨,球磨20min后过30目筛,得到坯体泥料,将坯体泥料定型后进行利坯、晾晒,晾干后在1050℃的温度下烧制,得到坯体;
[0044]
s3渗透层制作:将渗透层原料混合加水后以氧化铝球为球磨介质进行球磨,球磨20min后过30目筛,得到渗透层泥料,将渗透层泥料均匀的涂覆于所述坯体表面,厚度为2.3mm;
[0045]
s4烧制:将涂覆了渗透层的坯体放入烧结炉中,在1000℃温度下加热55min,然后升温至1300℃,升温速率为24℃/min,升至最高温度后保温18min,然后用冷水水淬,即得到高渗透着色的环保陶瓷制品。
[0046]
实施例2
[0047]
一种高渗透着色的环保陶瓷制品,包括坯体和施于坯体表面的渗透层,所述坯体包括以下重量份的原料:
[0048]
高岭土
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28重量份;
[0049]
氧化铝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
19重量份;
[0050]
硅灰石
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8重量份;
[0051]
所述渗透层包括以下重量份的原料:
[0052][0053]
具体地,所述助熔剂由氧化钠、碳酸钾和硅酸钠按1:2:2的质量比组成。
[0054]
具体地,所述陶瓷废渣颗粒粒径为9mm。
[0055]
具体地,所述陶瓷渗透助色剂为气相白炭黑。
[0056]
具体地,所述渗透层的厚度为1.8mm。
[0057]
制作所述的一种高渗透着色的环保陶瓷制品的工艺,包括如下步骤:
[0058]
s1原料准备:按照重量份分别称取各原料,备用;
[0059]
s2坯体制作:将坯体原料混合加水后以氧化铝球为球磨介质进行球磨,球磨25min后过30目筛,得到坯体泥料,将坯体泥料定型后进行利坯、晾晒,晾干后在950℃的温度下烧制,得到坯体;
[0060]
s3渗透层制作:将渗透层原料混合加水后以氧化铝球为球磨介质进行球磨,球磨25min后过30目筛,得到渗透层泥料,将渗透层泥料均匀的涂覆于所述坯体表面,厚度为1.7m;
[0061]
s4烧制:将涂覆了渗透层的坯体放入烧结炉中,在980℃温度下加热48min,然后升温至1280℃,升温速率为22℃/min,升至最高温度后保温15min,然后用冷水水淬,即得到高
渗透着色的环保陶瓷制品。
[0062]
实施例3
[0063]
一种高渗透着色的环保陶瓷制品,包括坯体和施于坯体表面的渗透层,所述坯体包括以下重量份的原料:
[0064]
高岭土
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
38重量份;
[0065]
氧化铝
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24重量份;
[0066]
硅灰石
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10重量份;
[0067]
所述渗透层包括以下重量份的原料:
[0068][0069]
具体地,所述助熔剂由氧化钠、碳酸钾和硅酸钠按1:2:2的质量比组成。
[0070]
具体地,所述陶瓷废渣颗粒粒径为12mm。
[0071]
具体地,所述陶瓷渗透助色剂为气相白炭黑。
[0072]
具体地,所述渗透层的厚度为2.3mm。
[0073]
制作所述的一种高渗透着色的环保陶瓷制品的工艺,包括如下步骤:
[0074]
s1原料准备:按照重量份分别称取各原料,备用;
[0075]
s2坯体制作:将坯体原料混合加水后以氧化铝球为球磨介质进行球磨,球磨30min后过30目筛,得到坯体泥料,将坯体泥料定型后进行利坯、晾晒,晾干后在1050℃的温度下烧制,得到坯体;
[0076]
s3渗透层制作:将渗透层原料混合加水后以氧化铝球为球磨介质进行球磨,球磨30min后过30目筛,得到渗透层泥料,将渗透层泥料均匀的涂覆于所述坯体表面,厚度为2.3mm;
[0077]
s4烧制:将涂覆了渗透层的坯体放入烧结炉中,在1000℃温度下加热55min,然后升温至1300℃,升温速率为24℃/min,升至最高温度后保温18min,然后用冷水水淬,即得到高渗透着色的环保陶瓷制品。
[0078]
对比例1
[0079]
对比例1与实施例2的原料和制备方法基本相同,不同之处在于对比例1渗透层原料中不含有陶瓷废渣颗粒。
[0080]
通过对实施例1
‑
实施例3以及对比例1所制成的陶瓷制品分别进型硬度、热稳定性以及导热系数测试,测试方法如下:
[0081]
孔隙率测试:gb/t 1966
‑
1996《多孔陶瓷显气孔率、容量试验方法》;
[0082]
硬度测试:使用金刚石压头加载压入法,测试维氏硬度,即用对角面为136
°
的金刚
石四棱椎体做压头,在9.807~490.3(1~50kgf)的载荷作用下,压入陶瓷表面,保持一定时间后卸除载荷,材料表面便留下一个压痕,测量压痕对角线的长度和压痕面积,求出单位面积上承受的载荷——应力,即维氏硬度hv,数值越高,硬度越大;
[0083]
纯水渗透性:采用过滤装置测定陶瓷在一定压力和时间内的纯水通过量q(l),并通过公式计算出纯水渗透性j:j=q/(s*h*p),其中,s为膜面积(m2),h为时间(小时),p为操作压力(bar)。
[0084]
表1测试结果
[0085]
项目实施例1实施例2实施例3对比例1硬度hv3423352034663422孔隙率%42.243.542.832.5纯水渗透性l/m2.h.bar1232124812451142
[0086]
通过上述测试结果可以看出陶瓷废渣颗粒对陶瓷制品孔隙率和纯水渗透性的影响,实施例2的各项数值都较为优异,为最佳实施例。
[0087]
以上所述仅是本发明的优选实施方式,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1