一种抗震抗碎超薄电子玻璃的制备方法与流程
1.本发明属于玻璃技术领域,具体涉及玻璃制备技术。
背景技术:
2.电子玻璃是指可应用于电子、微电子、光电子领域的一类与电关联的超薄玻璃,一般用于制作集成电路以及具有光电、热电、声光、磁光等功能元器件的玻璃材料。电子玻璃是电子信息显示产业的核心材料,可用来做复印机、扫描仪、手机、电脑、电视机、广告显示屏等基础材料。现代科学技术的迅速发展,离不开电子玻璃,但是由于电子玻璃较薄,受外界震动影响,容易破碎。怎样让玻璃有足够的强度和韧性、又能智能切割等技术,是个世界难题;尤其是在大窑(每目熔化量1000吨及以上)装备上生产超薄电子玻璃,难度更大。
3.如何生产具有抗震和抗碎的电子玻璃,满足市场电器显示屏玻璃、智能复印件面板玻璃、扫描仪面板玻璃等应用领域的需求是企业技术工艺上需要解决的问题。
技术实现要素:
4.本发明的目的在于克服现有技术的不足之处,提供了一种抗震抗碎超薄电子玻璃的制备方法。
5.本发明解决其技术问题所采用的技术方案是:
6.一种抗震抗碎超薄电子玻璃的制备方法,其特征在于:所述超薄电子玻璃为厚度1.1mm~1.8mm的玻璃;所述玻璃的原料按重量百分比计,包括:sio
2 72.2~72.5%,cao 8.25~8.85%,mgo 3.9~4.3%,na2o 13.3~14.0%,al2o3≤1.20%,fe2o3≤0.15%,co2o3≤0.0002%;还可能包括一些不可避免的微量杂质;所述原料各组分之和为100%;
7.所述制备方法在浮法玻璃生产线中进行,所述生产线包括熔窑、锡槽和退火窑;所述熔窑包括小炉、蓄热室、熔化池、卡脖、工作池,所述小炉连接蓄热室和熔化池,所述卡脖位于所述熔化池和所述工作池之间,所述工作池后设有所述锡槽,所述工作池与所述锡槽之间通过锡槽流道相连;所述锡槽两侧对称设有两组拉边机;
8.所述原料在熔窑内熔化成熔液,熔液经过澄清后流入工作池,再经锡槽流道进入锡槽内,通过锡槽两侧的拉边机拉边形成带状连续玻璃板,带状连续玻璃板再被送入退火窑中进行冷却退火;
9.其中,所述熔化池的温度为1400~1570℃,玻璃液(1180~1110℃)进入锡槽流道进入锡槽,浮漂在锡液面上,由拉边机机头压着玻璃边部摊平拉引,经锡槽出口进入退火窑(650~550℃),逐步降温。
10.在另一较佳实施例中,两组拉边机分别有多个,每组拉边机前区速度慢,后区速度快,每组拉边机的进伸中间宽,两边窄。
11.在另一较佳实施例中,所述退火窑从前往后依次分为a区、b区、c区、d1区、d2区、f1区和f2区,其中:a区、b区、c区分别在左右两侧设有2台冷却风机,d1区、d2区、f1区、f2区分别在中间设有一台冷却风机,a区板上左侧、右侧和中间都设置有电加热手,可对玻璃板上
进行加热升温;a区板下左侧、右侧和中间都设置有电加热手,可对玻璃板下进行加热升温;b区板上左侧、右侧和中间都设置有电加热手,可对玻璃板上进行加热升温;b区板下左侧、右侧都设置有电加热手,可对玻璃板下进行加热升温;c区板上左侧、右侧和中间都设置有电加热手,可对玻璃板上进行加热升温。
12.在另一较佳实施例中,所述退火窑从前往后依次分为a区、b1区、b2区、c区、d1区、d2区、f1区、f2区和f3区;其中:a区、b1区、b2区、c区分别在左右两侧设有2台冷却风机,d1区、d2区、f1区、f2区、f3区分别在中间设有一台冷却风机,a区板上左侧、次左和右侧、次右都设置有电加热手,可对玻璃板上进行加热升温;a区板下左侧和右侧都设置有电加热手,可对玻璃板下进行加热升温;b1区板上左侧、次左和右侧、次右都设置有电加热手,可对玻璃板上进行加热升温;b2区板上左侧、次左和右侧、次右都设置有电加热手,可对玻璃板上进行加热升温;c区板上左侧、次左和右侧、次右都设置有电加热手,可对玻璃板上进行加热升温。
13.在另一较佳实施例中,蓄热室和小炉通常有两组,对称分布在熔化池的两侧;根据熔化量的规模不同,每一侧的小炉1通常有4~10个。
14.本技术方案与背景技术相比,它具有如下优点:
15.本发明技术方案,解决了在生产超薄电子玻璃过程中的锡槽光边牙印控制问题、退火冷却阶段的拱起划伤问题、玻璃板炸板和玻璃板切割质量不良等问题,产品满足抗震抗碎性能目标。
附图说明
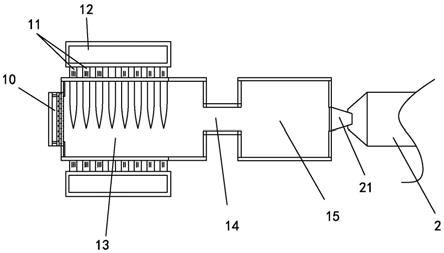
16.图1是本发明一较佳实施例的大熔窑超薄电子玻璃生产线的结构示意图。
17.图2是本发明一较佳实施例的大熔窑超薄电子玻璃生产线的1
‑
1线退火窑的结构示意图。
18.图3是本发明一较佳实施例的大熔窑超薄电子玻璃生产线的1
‑
2线退火窑的结构示意图。
19.图4是本发明一较佳实施例的超薄电子玻璃在锡槽内的板形示意图,横坐标
‑‑
表示拉边机对数编号,纵坐标
‑‑
表示拉边机进伸/mm。
20.图5是本发明一较佳实施例的超薄电子玻璃拉边机速度趋势图,横坐标
‑‑
表示拉边机对数编号,纵坐标
‑‑
表示拉边机线速度/m/h。
21.图6是本发明一较佳实施例的超薄电子玻璃板的光边区域示意图。
具体实施方式
22.下面结合附图和实施例对本发明作进一步说明。
23.针对现有技术缺陷,本实施例提供一种抗震抗碎超薄电子玻璃的原料,进行配方设计、材料选择、着色含量添加技术等;结合生产线大熔窑装备的熔化技术,调整窑压及其气氛控制工艺,进行玻璃熔化液登清、退火窑冷却消除应力增加玻璃抗震抗碎强度,同时设计智能切割控制系统,完成发明技术方案的有效实施。
24.本实施例提供以下技术方案如下:
25.1.设计一座1000吨熔化量玻璃节能示范线,其中一条350吨线,满足生产超薄电子
玻璃(1.1mm~1.8mm)生产工艺技术要求;
26.2.设计采用高透过的超薄电子玻璃原料、配方、试剂、金属元素及其增强超薄电子玻璃强度的原料元素组分;
27.sio2 72.2~72.5;
28.cao 8.25~8.85;
29.mgo 3.9~4.3;
30.na2o 13.3~14.0:
31.al2o3≤1.20:
32.fe2o3≤0.15:
33.co2o3≤0.0002:
34.还可能包括一些不可避免的微量杂质;所述原料各组分之和为100%;
35.表1:超薄电子玻璃原料配方百分比、检验方法、着色技术添加含量
36.化学组成重量百分比%检验方法sio272.2~72.5sj/t 10902cao8.25~8.85sj/t 10905mgo3.9~4.3sj/t 10903na2o13.3~14.0sj/t 10894al2o3≤1.20sj/t 10896fe2o3≤0.15sj/t 10898co2o3≤0.0002sj/t 10898
37.在超薄电子玻璃实际生产过程中,每天对玻璃板面成分进行荧光仪检测分析其成分含量变化,根据玻璃板面成分分析和玻璃强度分析结果及时调整微量金属及原料元素的含量,保证玻璃板面强度,其中最重要的是根据检测结果对应调整al2o3含量。因为al2o3是改善玻璃化学稳定性的必需成分,可以降低玻璃析晶倾向,同时也是提高玻璃硬度和机械强度、提高拉伸弹性模量的成分。
38.在玻璃网络结构中,al2o3是一种网络中间体氧化物,介于网络生成体和网络外体之间,在al2o3含量低于2%的玻璃中,al2o3基本上全部以四配位形式存在,而在中/高铝硅酸盐玻璃中,铝存在两种配位,一种是四配位,这种情况下al
3+
位于四面体之中形成铝氧四面体[alo4];一种是六配位,即al
3+
位于八面体之中形成铝氧八面体[alo6]。
[0039]
根据检测结果调整相关微量金属及其元素含量:
[0040]
mgo含量2.5%~4.5%,mgo能提高玻璃的机械强度、硬度和化学稳定性,mgo在高温时能降低玻璃的粘度,有利于玻璃的熔化和澄清;mgo在低温时能增加玻璃的粘度和提高硬化速度,mgo的加入克服了cao析晶能力强的特点,加宽了作业温度范围,有利于玻璃的成型。
[0041]
al2o3含量0.1%~2%,al2o3基本上全部以四配位形式存在,al2o3能提高玻璃的化学稳定性和机械强度,降低玻璃的析晶倾向和热膨胀系数,改善玻璃的热稳定性,并可减少对耐火材料的侵蚀。但它所需的熔化温度较高,因此含量一般不会很高。
[0042]
3.在浮法玻璃生产线中进行抗震抗碎超薄电子玻璃的制备,如图1、图2和图3所示,所述生产线包括熔窑、锡槽2和退火窑3;所述熔窑包括小炉11、蓄热室12、熔化池13、卡
脖14、工作池15,所述小炉11连接蓄热室12和熔化池13,所述卡脖14位于所述熔化池13和所述工作池15之间,所述工作池15后设有所述锡槽2,所述工作池15与所述锡槽2之间通过锡槽流道21相连;所述锡槽2两侧对称设有两组拉边机;
[0043]
上述原料通过加料口10在熔窑内熔化成熔液,熔液经过澄清后流入工作池13,再经锡槽流道21进入锡槽2内,通过锡槽2两侧的拉边机拉边形成带状连续玻璃板,带状连续玻璃板再被送入退火窑3中进行冷却退火;
[0044]
在生产操作工艺上,调整窑压及其气氛控制参数,进行玻璃熔化液登清、退火窑冷却消除应力增加抗震抗碎强度措施,如下:(以生产1.6mm超薄电子玻璃为例,进行技术说明)
[0045]
(1)超薄电子玻璃熔化温度控制
[0046]
超薄电子玻璃温度控制严格按照工艺设置温度(1400~1570℃)指标执行,温度偏差控制在
±
3℃以内,火焰燃烧控制按照燃烧控制标准执行,保证火焰的长度、亮度、刚度、角度,窑压以玻璃液面处保持微正压为指标,窑内维持长期稳定状态,以此保证玻璃液熔化质量,生产出高质量的超薄电子玻璃。
[0047]
(2)超薄电子玻璃锡槽温度控制
[0048]
超薄电子玻璃锡槽温度场设定模式:玻璃液(1180~1110℃)进入锡槽流道进入锡槽,浮漂在锡液面上,由拉边机机头压着玻璃边部摊平拉引,经锡槽出口进入退火窑(650~550℃),逐步降温。超薄玻璃的成型过程与其他塑性材料相似,分为成型和定型两个阶段,所谓成型就是赋予玻璃具有一定的形状,所谓定型就是使玻璃的形状保持固定下来。在成型过程中,随着温度降低,玻璃由黏性流体转变为黏滞弹性体,再转变为弹性固体,虽然超薄电子玻璃的成型原理与普通浮法玻璃相似,但是超薄电子玻璃的厚度分布、边部翘曲、微观波纹度等一系列问题较为突出,需从以下方面着手进行解决如下:
[0049]
①
确定匹配的流道拉引量
[0050]
普通浮法玻璃的锡槽温度场主要是由玻璃液本体带入的热量来维持的,有时为了保证锡槽高温区温度,还在前区加了高温区水包进行适度降温,而对于低拉引量下生产超薄电子玻璃的锡槽来说,情况就大不一样,由于超薄玻璃生产受到拉引速度的限制,不适合在大吨位的拉引量下进行生产。所以首先需要确立一个合适的拉引速度,通过拉引速度反推计算得到一个适宜的拉引量。这个拉引量应在生产线设计之初就加以充分论证,以便与熔窑有一个较优的匹配度。随着玻璃厚度的下降,拉引量需要逐步下调。
[0051]
②
确定适宜的流道温度参数
[0052]
拉引量确立后,需要摸索出适宜的流道温度,过高的流道温度会影响玻璃在锡槽的摊平和成型,而且会导致流量闸板寿命急剧缩短,显然对于稳定生产来说是一个不利因素。过低的流道温度,可能导致锡槽温度场偏低,需要开启大量的锡槽电加热来维持温度,显然对于成型控制和节能都是不利的,同时由于拉引量较低,如果流道温度长期过低运行,很可能导致唇砖和八字砖附近产生大量的析晶,危及锡槽出口爬坡的安全生产。所以需要综合平衡,制定一个满足生产需求的流道温度指标。
[0053]
③
合理锡槽的电加热温度分区
[0054]
对于低拉引量条件下生产超薄电子玻璃来说,为了保证合适的成型拉薄温度场,必须投入相对较多的电加热来维持温度,合理的锡槽电加热细分区才能保证玻璃厚度的可
调性。虽然拉边机的参数可以对厚度产生影响,但总的来说,超薄电子玻璃的厚薄差控制主要是通过调整电加热来实现的。这一点与传统的普通浮法生产有较大的差异,如果电加热分区不合理,可能导致厚薄差无法达到电子玻璃的品质要求。
[0055]
(3)超薄电子玻璃锡槽内板形控制及拉边机参数设置:
[0056]
①
典型的锡槽内玻璃板形设置
[0057]
精电子玻璃在锡槽内的板形大致如下图所示,一般在锡槽腰部达到最宽,随后逐步收缩,通过拉边机的作用,控制玻璃板收缩率不能过大,并伴随着温度逐步降低,玻璃板以设定的宽度和厚度定型,进入退火窑。此过程中必须严格控制锡槽的纵向温降梯度和横向温差,以适宜的纵向温降梯度和横向温度分布到达锡槽出口,对于控制翘曲、波纹度和切割等至关重要。
[0058]
②
锡槽拉边机速差控制趋势
[0059]
超薄电子玻璃拉边机参数设置的原则:前区速度慢,后区速度快。下图为1.6mm厚度超薄电子玻璃拉边机速度趋势图。一般情况下,首对拉边机速度应能够保证锡槽前端安全适宜的“大肚子”宽度。拉边机头压入深度一般控制为主拉薄区最深,为15~25mm,后区逐步调浅,为10~20mm,为防止玻璃板摆动,避免边部应力集中。
[0060]
(4)超薄电子玻璃退火控制
[0061]
①
控制玻璃边部光边的厚度和宽度
[0062]
浮法超薄电子玻璃生产工艺特点决定了玻璃的光边区域相对偏厚,而玻璃的净板区域相对较薄,图5示意简图,如1.6mm超薄电子玻璃,净板区域的厚度为1.6mm,而光边最厚的部分厚度一般为3.9mm左右。我们知道玻璃板是一个整体,所以就必须同时实现厚度相差几倍的光边部分与净板部分玻璃的退火,这也正是超薄电子玻璃退火难以控制的主要原因之一。通过设定适宜的锡槽温度场,优化拉边机参数配置,可以有效降低玻璃光边厚度和宽度,为达到良好退火创造必要条件。
[0063]
②
合理的退火纵向、横向温度制度
[0064]
退火速率决定玻璃最终的残余应力值,横向温度决定着玻璃板的应力分布特征。为了解决好玻璃光边与净板厚度相差较大带来的退火问题,我们必须考虑到如何有效应对光边热量过多的问题,退火窑的冷却风管与电加热分布需要与玻璃板的宽度对应起来考虑,在退火窑设计之初务必考虑如何有效地精细分区,尽可能做到玻璃板的区域对应,避免过往普通浮法粗略分区,互相干扰的做法。引入新型热传导材料,对于光边对应部分的特殊处理,以及两侧移动式电加热手的合理布置与设定,对于边部与净板的退火衔接和平稳过渡有非常重要的意义。
[0065]
具体大熔窑后续的退火窑3的冷却风管与电加热具体分区如下:
[0066]
如图2所示,1
‑
1线退火窑分为a区、b区、c区、d1区、d2区、f1区和f2区;
[0067]
a区冷却风机32共2台,一备一用,风机功率为18.5kw;
[0068]
b区冷却风机32共2台,一备一用,风机功率为22kw;
[0069]
c区冷却风机32共2台,一备一用,风机功率为37kw;
[0070]
d1区1台冷却风机32,在用,风机功率为45kw;
[0071]
d2区1台冷却风机32,在用,风机功率为45kw;
[0072]
f1区1台冷却风机32,在用,风机功率为30kw;
[0073]
f2区1台冷却风机32,在用,风机功率为37kw。
[0074]1‑
1线退火窑电加热分布:
[0075]
a区板上左侧、右侧和中间都设置有电加热手31,可对玻璃板上进行加热升温;
[0076]
a区板下左侧、右侧和中间都设置有电加热手31,可对玻璃板下进行加热升温;
[0077]
b区板上左侧、右侧和中间都设置有电加热手31,可对玻璃板上进行加热升温;
[0078]
b区板下左侧、右侧都设置有电加热手31,可对玻璃板下进行加热升温;
[0079]
c区板上左侧、右侧和中间都设置有电加热手31,可对玻璃板上进行加热升温。
[0080]
如图3所示,1
‑
2线退火窑分为a区、b1区、b2区、c区、d1区、d2区、f1区、f2区和f3区;
[0081]
a区冷却风机共2台,一备一用,风机功率为30kw;
[0082]
b1区冷却风机共2台,一备一用,风机功率为22kw;
[0083]
b2区冷却风机共2台,一备一用,风机功率为22kw;
[0084]
c区冷却风机共2台,一备一用,风机功率为55kw;
[0085]
d1区1台冷却风机32,在用,风机功率为55kw;
[0086]
d2区1台冷却风机32,在用,风机功率为55kw;
[0087]
f1区1台冷却风机32,在用,风机功率为30kw;
[0088]
f2区1台冷却风机32,在用,风机功率为37kw;
[0089]
f3区1台冷却风机32,在用,风机功率为75kw。
[0090]1‑
2线退火窑电加热分布:
[0091]
a区板上左侧、次左和右侧、次右都设置有电加热手31,可对玻璃板上进行加热升温;
[0092]
a区板下左侧和右侧都设置有电加热手31,可对玻璃板下进行加热升温;
[0093]
b1区板上左侧、次左和右侧、次右都设置有电加热手31,可对玻璃板上进行加热升温;
[0094]
b2区板上左侧、次左和右侧、次右都设置有电加热手31,可对玻璃板上进行加热升温;
[0095]
c区板上左侧、次左和右侧、次右都设置有电加热手31,可对玻璃板上进行加热升温。
[0096]
4.优化超薄电子玻璃的成品切裁、堆垛、包装、运输等设备技术;
[0097]
(1)切裁
[0098]
a.获得更佳切割质量的办法:小角度、小压力。也就是说,使用的刀轮角度应尽可能小,使用的压力也应尽可能的小,1.8mm厚度使用切割刀轮角度125
°
纵切切割刀压控制在26n~32n之间,横切刀压控制在20n~25n之间,1.6mm厚度使用切割刀轮角度120
°
纵切切割刀压控制在23n~28n之间,横切刀压控制在20n~23n之间。
[0099]
b.超薄电子玻璃使用德国进口的bohle刀轮,超薄玻璃在切割过程中,切割压力对切割效果至关重要,切痕要求越细、越均匀,效果越好,好的切割能产生一条清淅、细致、完整的银色切痕。如果切割压力过大,切痕将呈白色,更甚者会出现崩边,玻璃极易碎裂,清边后的玻璃边呈现出不规则的外观。因此,切割时不能用过高的压力,应该逐步提升切割压力,这样才能保证得到最佳的切割效果。
[0100]
c.润滑油能有效的减少玻璃破损和清边效果。润滑油起润滑切割界面的作用,使
切割条件提高,破损及碎玻璃屑减少。我们使用的润滑油一般是航空煤油,它对刀轮有良好的润滑及冷却效果,并且容易挥发,在玻璃表面也不容易留下难于清洗的痕迹,对下游客户普通深加工也不会产生不良影响。除此之外,煤油在挥发过程中,会带走玻璃表面的热量,从而冷却切痕,让玻璃上表产生拉应力,对掰断起到帮助作用。煤油会影响镀膜及制镜效果。尤其注意横切桥,如果油量较大,横切刀在返回过程中,会有滴油现象。这种油滴正好在玻璃板中间,镀膜后产生黄斑等不良现象。因此,我们平时在满足切割的情况下,用油量要尽可能少保证横切刀在回刀的时候不甩油。
[0101]
d.玻璃带拉引速度变化时,一般会导致退火温度波动较大,此时应根据掰断的声音和效果及时增减切割压力。如横掰声音变小,切割刀痕较深偶尔出现自裂现象时,则表明横切压力较大。相反,横掰声音较大,切痕较浅甚至断续呈虚线状,出现掰不断或掰不直的现象时均属切割压力过小所致。只有当切痕均匀连续,折射线清晰可见,无飞屑,则表明切割压力和切割刀轮均处于较为理想的状态。如果依然存在掰断不良的现象,应多注意其它方面的调节(例如主掰断辊或掰边机),不能单一地只从增减切割压力入手。需特别强调的是:当切割压力过大时,产生飞屑并不能改良掰断效果,这是因为切痕出现飞屑后,破坏了切痕的v型断面形状,玻璃会出现许多细小的裂纹,造成掰断、掰边不直、不光滑,产生破皮或鱼骨状破皮,甚至在应力不良的情况下,玻璃沿微裂纹断裂造成多、缺角。
[0102]
(2)堆垛
[0103]
a.每架玻璃保证一定的自检次数一般情况下,每堆垛一架/箱玻璃至少自检3次,检查项目有:边角情况、堆垛划伤、表面有无粘结物(如玻璃屑或锡斑等)、尺寸偏差、堆垛是否整齐、片与片的间隙等。
[0104]
b.喷粉的情况喷粉的均匀度、喷洒量是否合适,薄板玻璃喷粉不均匀结团容易出现玻璃挤压破片。薄板玻璃的片数较多每箱产品的片数都有规定,它不仅关系着产品的质量,而且还直接反映了操作者的工作质量。因此,要牢记在倒片后或砸了欠板后,必须及时补片。接班时,操作者要认真检查箱中上班生产的玻璃质量和片数。
[0105]
c.薄板订单以木箱包装居多,堆垛的时候一定要保证首片定位的时候玻璃板与木箱底板居中,堆垛要整齐这样包装的时候运输的时候才不会容易出现破片。
[0106]
d.薄板玻璃速度较快极容易在线上出现烂板,要求堆垛工每小时巡检一遍堆垛区辊道,尤其是转向台区域、升降平台区域要重点检查防止出现卡玻璃造成板下划伤。在处理线上烂板撤清的时候保证安全的前提下速度要快,防止出现堵线问题的发生。
[0107]
e.在生产薄板的时候由于速度较快最多只能同时生产2~3个订单规格。
[0108]
5.生产超薄电子玻璃人工智能机器仿真操作技术。
[0109]
(1)双切换切割系统及控制系统
[0110]
(2)智能仿真堆垛技术:
[0111]
(3)集成检测:
[0112]
目前在超薄电子玻璃生产过程中,从原料配料、熔化玻璃液、锡槽浮抛成型、退火冷却、玻璃切裁、玻璃堆垛等技术方面已实现自动智能化,特别是在玻璃堆垛方面已全面使用智能机器仿真操作,大量减少了人工操作,大幅度提高了堆垛速度和堆垛质量,对超薄电子玻璃的量产起到了非常关键的促进作用。
[0113]
本项目通过超薄电子玻璃工艺技术创新与人工智能机器仿真操作技术有机就结
机速(m/h)180225265305340370405430450 进伸(mm)224022002150209020301990193018901850 角度(单位)10.010.010.09.09.09.08.07.06.0 [0132]
2、对于退火窑内炸板的影响,通过调整退火窑温度控制指标,将a区热电偶温度从537
±
3℃提高至545
±
3℃控制,b区红外温度从475
±
3℃提高至480
±
3℃控制,c区红外温度从376
±
3℃提高至380
±
3℃控制,f区出口红外温度从78
±
3℃提高至85
±
3℃控制,以及减少板宽波动和玻璃板左右甩板的问题,最终将每个班的炸板次数控制在≤1次。
[0133]
3、针对玻璃板下沾锡的问题,主要通过调整出口端扒渣机的电流、将锡槽出口端锡液面上的锡灰掏干净、擦沿口锡灰、降低锡槽出口玻璃板温度(由623℃降至613℃)、擦拭1#过渡辊等措施,最终解决玻璃板下沾锡影响,使沾锡的问题不再出现。
[0134]
4、对于玻璃沿口板下擦伤的影响,主要通过调整低温区水包,降低锡槽出口玻璃板温度;将沿口砖表面擦拭干净,避免玻璃板与沿口砖表面接触;调高1#过渡辊的高度(抬高2mm),可加大玻璃板与沿口砖的距离,从而解决玻璃板下擦伤的问题。
[0135]
5、针对退火窑内玻璃板拱起而造成的板上划伤问题,通过调整退火窑边部风阀开度人为手动将玻璃板拱起区域引出退火窑及提高冷端辊道与退火窑的速比,最终将每个班因玻璃在退火窑内板拱起而造成的板上划伤损失率控制在0.1%以内。
[0136]
调整后各区蝶阀开度:
[0137][0138]
对于玻璃板的弯曲度和平整度问题,通过调整锡槽边部电加热、对锡槽冷却水包边部进行保温、调整退火窑a区和b区边部蝶阀开度大小、以及调整锡槽出口端扒渣机电流大小、控制锡槽出口锡液温度稳定等形式,将玻璃板的弯曲度稳定控制在0.5mm以内,将平整度控制在0.10以内。
[0139]
7、针对横切清边和横掰不齐的影响,主要通过稳定锡退工艺参数、减小板宽内牙波动、调小光边大小和扩大内牙、减小拉引量波动、控制玻璃板走正、确保锡槽出口端两侧锡液温度对称、调整退火窑d区f区风阀、调整横切刀轮的刀压等手段,达到将清边和横掰不齐的损失控制在成品率的2%以内。
[0140]
8、在1.6mm厚度玻璃开始试生产后,通过不断的持续摸索和调整,目前生产1.6mm时都能使每个班的成品率持续稳定在86%以上。
[0141]
本发明技术方案,通过企业1#生产线冷修改造,转型升级,设计建筑大熔窑生产装备,满足超薄电子玻璃产业化条件。
[0142]
通过超薄电子玻璃的原料配方设计、材料选择、添加增强元素含量,在电子玻璃熔化温度控制中,运用独特的燃料控制、喷枪火焰控制、窑压及气氛控制、玻璃熔化、玻璃液澄清冷却、锡槽浮抛、退火窑冷却、智能切割和堆垛等系统工艺技术,实现节约成本又可以生产多品种多规格超薄电子玻璃高端产品。
[0143]
本发明技术方案,解决了在生产超薄电子玻璃过程中的锡槽光边牙印控制问题、退火冷却阶段的拱起划伤问题、玻璃板炸板和玻璃板切割质量不良等问题,产品满足抗震抗碎性能目标。
[0144]
以上所述,仅为本发明较佳实施例而已,故不能依此限定本发明实施的范围,即依本发明专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1