用于由光学玻璃组合物连续制造玻璃锭的方法与流程
1.本发明涉及一种用于连续制造玻璃锭的方法和设备,该玻璃锭尤其是由光学玻璃组合物构成。在另一个方面中,本发明涉及玻璃锭以及玻璃锭用于制造光学元件的用途。
背景技术:
2.玻璃、尤其是光学玻璃的锭生产原则上从现有技术中已知,并且典型地通过水平的连铸工艺来实现,在该水平的连铸工艺中从给料器中取出的熔融玻璃被供给到模具中、即所谓的锭拉伸盘(barren-ziehschacht)。大部分被供给到锭拉伸盘中心的熔融玻璃扁平地流出并且构造玻璃线束,该玻璃线束在进一步的进程中经由运输装置、例如传送带被输送到冷却装置。
3.鉴于质量要求,锭横截面的形状稳定性的方面、避免裂纹和压痕以及尽可能高的、无纹影的光学均匀性在生产锭时特别重要。
4.目前,尤其在纯方法技术上实现尽可能高的光学均匀性是不可行的,因为缺乏允许直接控制过程的测量装置。
5.迄今从现有技术中已知的测量方法仅允许在生产过程结束时进行不连续的测量,也就是说,在玻璃线束已经通过了退火炉且被分割成各个玻璃锭之后。然而,在玻璃线束的冷端的测量由于通过退火炉的持续时间达几分钟至几小时而导致测量值的死区时间。
技术实现要素:
6.因此,本发明基于的目的是,提供一种方法和一种设备,该方法和设备克服了现有技术的缺点。本发明基于的目的尤其是,提供一种方法和一种设备,利用该方法和设备能够制造具有尽可能高的均匀性的玻璃锭。
7.根据本发明,该目的通过具有权利要求的特征的方法来解决。
8.在从属权利要求中说明本发明的其他有利的构型。在从属权利要求中单独列出的特征能够以技术上有意义的方式彼此组合并且能够限定本发明的其他构型。此外,在说明书中更详细地说明和阐释了权利要求中给出的特征,其中呈现了本发明的其他优选的构型。
9.根据本发明的方法适用于连续制造由玻璃组合物构成的玻璃锭并且根据连铸工艺来实现。在此,首先从给料器中将熔融玻璃供给到模具中并且形成玻璃线束,该玻璃线束经由运输装置、尤其是传送带输送到冷却装置并且随后输送到切割装置,在该切割装置中将冷却的玻璃线束分割成各个玻璃锭。根据本发明设置最晚在将玻璃线束输送到冷却装置中之前借助于非接触式测量装置连续地确定玻璃线束的外部尺寸的投影,并且基于所获得的值调节参数“给料器温度”和/或“运输速度”、尤其是“运输速度”。
10.以同样的方式,本发明设置了一种用于连续制造由玻璃组合物构成的玻璃锭的设备。该设备包括:用于将熔融玻璃供给到模具、优选池或者沟槽中的给料器,使得形成玻璃线束;运输装置、尤其是传送带,该运输装置用于运输玻璃线束;用于冷却玻璃线束的冷却
装置;以及切割装置,在该切割装置中能够将冷却的玻璃线束分割成各个玻璃锭。根据本发明设置该设备包括布置在冷却装置之前的测量装置,利用该测量装置能够非接触地且连续地确定尤其是位于运输装置上的玻璃线束的外部尺寸的投影,使得根据所获得的值能够调节参数“给料器温度”和/或“运输速度”。
11.本发明基于以下主要知识:通过连续地监控热玻璃线束的最大膨胀可以通过直接重新调整参数来稳定该方法,使得能够实现具有特别高的均匀性、尤其是在锭高度以及折射率方面特别高的均匀性的玻璃锭。
12.优选地,各个玻璃锭具有针对589nm的折射率nd的变化nd为每锭最大0.001、更优选地最大6*10-4
并且特别优选最大3*10-4
或者甚至每锭最大0.0001。折射率的变化是在一个锭内测得的最大折射率和测得的最小折射率之间的差值。折射率能够例如通过测量在至少四个、至少八个、至少十二个或者至少二十个部位的折射率来测得,该部位尤其是等距地分布在锭上。尽可能均匀的折射率对于玻璃的光学应用来说是特别有利的,因为能够从这种锭中生产出特别精确的光学元件。
13.在一个实施方式中,玻璃线束的外部尺寸的投影的确定借助于根据本发明所使用的测量装置来实现。当成形的玻璃线束具有足够的自有照明(eigenbeleuchtung)并且发射光时,这能够由测量装置探测到。就不具有足够的自有照明的玻璃而言,能够有利地使用照明器件。在此,在视觉范围内区分透明的和不透明的光学玻璃。
14.在一个实施方式中,例如在透明的玻璃的情况下,聚焦的光源、例如白光led光源如此地定向,使得它们大致聚焦在给料器的点处。由于玻璃是透明的,因此能够充分利用光导能力。由光源引入玻璃线束的光被耦出并且因而能够被探测到。
15.在另一个实施方式中,例如在不透明的玻璃(即在视觉范围内吸收光的玻璃)的情况下,光源如此定向,使得实现了掠射(streifend)照明并且尤其最大化在背景和被照亮的玻璃线束之间的对比度。
[0016]“不透明的”玻璃被理解为一种在观察位置处在根据本发明的方法的条件下在380至780nm的光谱范围内具有小于10%的透射率的玻璃。透射率是入射到测量装置上的光的强度与光源在朝向测量装置的方向上发射的光的强度的比例。玻璃在观察位置处的透射率能够在已知玻璃的内透射率的情况下容易地被确定。具有较高透射率的玻璃在本文中被视为“透明的”。
[0017]
替代地,近红外范围内或者紫外范围内的照明器件也能够用于照亮玻璃线束,尤其是当玻璃在相应的波长范围内在所提及的条件下具有至少10%的透射率时。
[0018]
优选地,测量装置或测量方向布置成与玻璃线束的纵轴线基本上成直角,使得能够确定玻璃线束的高度膨胀。能够使用一个或者多个测量装置。替代或者附加于具有基本上与玻璃线束的纵轴线横向的测量方向的测量装置,还能够使用第二测量装置。第二测量装置能够具有同样与玻璃线束的纵轴线基本上成直角的测量方向。然而,一个或多个测量装置的其他布置也符合本发明。尤其地,在使用两个或者多个测量装置的情况下能够进行三角测量。例如,玻璃线束的厚度能够通过宽度、即在沿着玻璃线束的宽度方向的不同测量点处来确定。
[0019]
在一个实施方式中,至少一个测量装置定向成,使得它能够检测玻璃线束的宽度。例如,测量装置能够基本上布置成在玻璃线束上方。
[0020]
在一个实施方式中设置,非接触的测量装置是光学测量装置,该光学测量装置特别优选地以cmos-摄影机的形式构造。
[0021]
用于确定玻璃线束的外部尺寸的投影的另一个光学测量装置优选包括共焦干涉仪或者激光装置,其在一个实施方式中根据三角测量原理确定玻璃线束的外部尺寸的投影。该激光装置能够使用一个或者多个波长,其投影图像可选地能够成形为点或者线。
[0022]
在另一个有利的实施变型中,测量装置是用于β辐射的吸收的测量的辐射测量装置和/或基于超声的测量装置、例如超声波tof。
[0023]
在一个特别优选的实施变型中,玻璃线束的外部尺寸借助于图像处理在使用对比度的阈值微分的情况下被确定。所确定的数据能够例如呈现给工人。
[0024]
玻璃线束的外部尺寸或其最晚在将热玻璃线束输送到冷却装置中之前(即直接在成型之前或者之后)的膨胀的测量因此允许使用直接测量参量的导数(例如玻璃线束横向于拉伸或运输方向的最大膨胀或者玻璃线束的最大膨胀在连续过程中在时间上的变化)和/或在假设另外的边界条件的情况下允许使用间接测量参量的导数。间接测量参量在预给定玻璃线束宽度和运输速度的情况下是体积流,并且在预给定密度的情况下是质量流。因此,连续监控能够使体积流、质量流和/或吞吐量保持恒定。
[0025]
在一个实施方式中,玻璃线束的外部尺寸在制造过程的一个区段中被确定,在该区段中玻璃具有对应于104至10
13
dpas之间的粘度的温度。玻璃的粘度取决于温度。使用vft曲线(vogel-fulcher-tammann等式)来描述粘度与温度的相关性。如果玻璃的这种关系未知,则粘度的测量能够根据din iso 7884的可适用于相应粘度范围的部分来确定。
[0026]
因此,通过玻璃线束的膨胀的连续监控减少了过盈生产并且阻止了玻璃线束膨胀的低于额定,并且附加地减少了沿着锭的高度波动。
[0027]
因此,测量装置由于死区时间的减少而允许利用控制参量运输速度或牵引速度和/或给料器温度来控制参量“膨胀”。因此可能进行直接控制,该直接控制导致玻璃锭中的特别高的折射率恒定性以及更少地形成纹影。此外,可以看出玻璃锭具有特别低的易破裂性。
[0028]
术语“易破裂性”在本发明的意义中被理解为脆性,该脆性在仍然热的且位于运输装置上的玻璃线束上被确定。为了确定易破裂性,借助于金属测量探头在仍然热的玻璃线束中产生裂纹,其方式是,利用测量探头碰触该仍然热的玻璃线束。在此,裂纹由于在调温至室温的金属测量探头和约300℃的热玻璃线束之间的自发温差而产生。令人惊讶地,已经表明,与根据传统方法制造的玻璃线束相比,借助于金属测量探头产生的裂纹可以减少直至15%、优选直至25%。
[0029]
由于在使用测量探头时锭会发生破裂,因此在本发明的方法中优选不使用这种探头。相反,这种方法的一个优点是能够在没有测量探头的情况下确定锭的尺寸。由此进一步降低了在锭中的尽管降低的但是仍然存在的破裂风险。
[0030]
根据另一个优选的实施变型,玻璃线束在测量之前借助于非接触式测量装置由具有至少一个下辊和至少一个上辊的辗轧装置引导,使得形成辗轧的玻璃线束。在该实施变型中,由辗轧的玻璃线束借助于非接触式测量装置连续确定外部尺寸的投影。基于所获得的值,除了调节参数给料器温度和/或运输速度,还调节参数下辊和上辊之间的距离。
[0031]
在一个有利的实施变型中,所确定的玻璃线束的膨胀被呈现给例如工人,该工人
然后根据控制卡调节参数给料器温度、运输速度和/或下辊和上辊之间的距离中的一个。替代地,能够通过控制回路自动调节一个或多个参数。
[0032]
在另一个方面中,本发明涉及玻璃锭,该玻璃锭尤其能够根据本发明的方法来制造。玻璃锭具有针对589nm的折射率nd的变化nd为每锭最大0.001、更优选地最大6*10-4
并且特别优选最大3*10-4
或者甚至每锭最大0.0001。折射率的变化是在一个锭内测得的最大折射率和测得的最小折射率之间的差值。折射率能够例如通过测量在至少四个、至少八个、至少十二个或者至少二十个部位的折射率来测得,该部位尤其是等距地分布在锭上。尽可能均匀的折射率对于玻璃的光学应用来说是特别有利的,因为能够从这种锭中生产出特别精确的光学元件。玻璃锭优选能够根据本文中所描述的方法来制造。
[0033]
根据本发明的玻璃锭的特征有利地在于优异的几何特性。这尤其包括玻璃锭在宽度和长度上的规格变化。宽度变化bv是锭的最大宽度b
max
和最小宽度b
min
之间的差值。长度变化lv是锭的最大长度l
max
和最小长度l
min
之间的差值。相对宽度变化为bv/(0.5*(b
max
+b
min
))。相对长度变化为lv/(0.5*(l
max
+l
min
))。
[0034]
玻璃锭优选具有最大4.0mm、更优选最大3.0mm、完全特别优选最大2.0mm或者最大1.0mm的宽度变化。相对宽度变化优选小于2.0%、尤其是小于1.0%。在长度上,有利地证明了最大4.0mm、更优选最大3.0mm并且大部分优选最大2.0mm的长度变化。相对长度变化优选小于1.0%、尤其是小于0.7%或者小于0.5%。
[0035]
在一个实施方式中,锭的平均宽度(0.5*(b
max
+b
min
))为至少50mm、尤其是至少70mm或者至少100mm。平均宽度能够是最大500mm、最大300mm或者最大200mm。在一个实施方式中,锭的平均长度(0.5*(l
max
+l
min
))为至少100mm、尤其是至少150mm或者至少200mm。平均长度能够是最大2000mm、最大1000mm或者最大500mm。
[0036]
在本说明书的制造方法中,锭的长度能够容易地通过将生产的线束适当地分离成所需的长度来获得。宽度能够由于锭盘(barrenschacht)的宽度而同样相对简单地根据需要地被调节。相对地,对高度的控制或对尽可能恒定的高度的调节是基本上要求较高的,并且首次通过使用本方法的在本文中所描述的控制基于非接触式测量来实现。因此,利用该方法可获得具有极低高度变化的锭。高度变化hv是锭的锭高度的标准偏差。它能够例如通过测量在至少四个、至少八个、至少十二个或者至少二十个部位的锭厚度来测得,该部位尤其是等距地分布在锭上。相对高度变化是相对高度变化与锭的平均高度的商(以%给出)。平均高度是为了确定标准偏差而测量的高度值的算术平均值。在一个实施方式中,锭的相对高度变化不超过3.0%、不超过2.0%、不超过1.5%或者不超过1.25%。可选地,相对高度变化能够在从0.1至3.0%的范围内或者为至少0.5%。具有如此低的相对高度变化的锭非常适用于光学应用。锭的高度能够例如是至少10mm或者至少15mm。可选地,高度最高400mm、尤其最高300mm或者最高200mm。
[0037]
玻璃优选为光学玻璃。这意味着玻璃用于光学应用。在要求高的光学应用中,玻璃特性的小的变化也可能导致重大故障。
[0038]
优选地,玻璃组合物选自以下组:含氟玻璃、含磷酸盐玻璃、氟磷酸盐玻璃、磷酸盐玻璃、含硼玻璃、含硅玻璃和/或含铅玻璃。在一个特别优选的实施变型中,玻璃锭或者由此制成的玻璃具有以下组分(以重量百分比计,基于氧化物):p2o51-60
al2o30-30b2o30-10sio20-10碱金属氧化物0-15mgo0-10cao0-25bao1-60sro0-30la2o30-10gd2o30-15y2o30-15nb2o30-10f0-50cuo0-10
[0039]
玻璃能够含有少量的sb2o3和/或as2o3,其含量例如分别小于0.1重量%、小于0.03重量%或者小于0.01重量%。
[0040]
下表所示出的是根据本发明能够使用的玻璃的优选比例范围。 第一范围第二范围p2o545-6050-58al2o30.5-50.5-5b2o30-50-1sio20-100-1na2o1-103-7k2o1-105-10mgo5-105-10cao5-158-12bao1-51-5sro0-10-0.1la2o30-100-1gd2o30-150-1y2o30-150-1nb2o30-100-1f1-102-5cuo1-72-5
[0041]
玻璃优选含有含量为至少1重量%、优选至少5重量%或者至少10重量%的p2o5。然而,在p2o5的最大含量方面优选限制玻璃。因此玻璃优选含有最高60重量%、优选最高30重量%、更优选最高25重量%或者最高15重量%的p2o5。
[0042]
玻璃优选还含有含量为至少1重量%或至少5重量%、优选至少10重量%的bao。然而,在bao的最大含量方面优选限制玻璃。因此玻璃优选含有最高60重量%、优选最高50重
量%并且更优选最高45重量%的bao。可选地,bao的含量为最高30重量%或者最高20重量%。
[0043]
此外,玻璃优选含有含量为至少5重量%、优选至少10重量%、至少15重量%或者至少25重量%的氟。然而,在氟的最大含量方面。同样优选限制玻璃。因此,玻璃优选含有最高50重量%、优选最高45重量%并且更优选最高40重量%或者最高35重量%的氟。
[0044]
玻璃能够含有sio2。但其比例不能过高,因为否则可能出现结晶和失透现象。因此,sio2的含量优选为最高10重量%、优选最高5重量%、进一步优选最高1重量%。完全特别优选地,玻璃不含sio2。
[0045]
玻璃也能够含有al2o3。其含量优选为至少1重量%、更优选至少2重量%、至少5重量%或者至少10重量%。然而,al2o3的含量也不应过高,因为否则混合物会熔化不良并且玻璃的结晶趋势也会增加。因此,玻璃优选具有最高30重量%、优选最高25重量%、进一步优选最高20重量%或者最高15重量%的al2o3含量。
[0046]
玻璃优选包含b2o3,其含量为0重量%至最高10重量%、优选为0重量%至最高5重量%。更优选地,玻璃含有含量为最高1重量%的b2o3。完全特别优选地,玻璃不含b2o3。
[0047]
玻璃优选包含碱金属氧化物,其含量为0重量%至最高15重量%、优选0重量%至最高10重量%或者最高5重量%。更优选地,玻璃含有含量最高1重量%的碱金属氧化物。完全特别优选地,玻璃不含碱金属氧化物。
[0048]
玻璃优选包含mgo,其含量为0重量%至最高10重量%、优选为1重量%至最高5重量%或者2重量%至4重量%。由此能够降低玻璃的熔化温度。
[0049]
玻璃优选包含cao,其含量为0重量%至最高25重量%、优选1重量%至最高20重量%或者5重量%至10重量%,因为否则可能会出现结晶。
[0050]
玻璃能够含有sro,然而其含量优选为最高30重量%、进一步优选为1重量%至最高25重量%、仍然进一步优选为5重量%至最高25重量%,因为否则可能会出现结晶。可选地,sro的含量能够为至少10重量%或者至少15重量%和/或最高25重量%。
[0051]
在一个实施方式中,玻璃含有相对高比例的碱土金属氧化物(mgo、cao、bao、sro),尤其是至少25重量%、至少30重量%或者至少35重量%的碱土金属氧化物。这些组分的比例能够被限制为最大60重量%或者最大50重量%。具有此类成分的玻璃非常适合用作要求高的应用的光学玻璃。
[0052]
此外,玻璃能够含有cuo,但其含量优选为最高10重量%、进一步优选为0重量%至最高5重量%、仍然进一步优选为0重量%至最高1重量%。可选地,cuo含量为1重量%至7重量%或者2重量%至5重量%。
[0053]
玻璃优选含有la2o3,其含量为0重量%至最高10重量%、优选为0重量%至最高5重量%并且完全特别优选地为0重量%至最高1重量%。
[0054]
玻璃优选含有gd2o3,其含量为0重量%至最高15重量%、优选0重量%至最高10重量%。
[0055]
玻璃优选含有y2o3,其含量为0重量%至最高15重量%、优选0重量%至最高10重量%。
[0056]
玻璃优选含有nb2o3,其含量为0重量%至最高10重量%、优选0重量%至最高5重量%。
[0057]
由于以下组分的毒性和生态学考虑,玻璃优选不含pb、cd、ni和/或as。
[0058]
当在本说明书中说明玻璃不含一种组分或者不含某种组分时,这意味着该组分在任何情况下允许作为杂质存在于玻璃中。这意味着,该组分没有以实质的量被包含和/或不作为玻璃组分添加到玻璃中。根据本发明,非实质的量是小于1000ppm、优选小于500ppm、最优选小于100ppm的量。
[0059]
优选,玻璃还不含在本说明书中未作为玻璃组成部分提及的组分。
[0060]
玻璃优选具有至少1.40的折射率nd、进一步优选至少1.45的折射率nd、进一步优选至少1.50的折射率nd。然而,该折射率应优选为不超过2.0的值、进一步优选为不超过1.80的值、进一步优选为不超过1.70的值。
[0061]
玻璃优选具有4.5ppm/k至13.7ppm/k、进一步优选4.5ppm/k至6.5ppm/k、仍然进一步优选5.0ppm/k至6.0ppm/k或者6、0ppm/k至13.0ppm/k的平均线性热膨胀系数。“热膨胀系数”或者“cte”是20℃至300℃温度范围内的平均线性热膨胀系数。它是根据din iso 7991:1987确定的。
[0062]
玻璃的内透射率在400nm至600nm波长范围内在样品厚度为10mm的情况下优选大于60%、进一步优选大于85%、进一步优选大于90%、进一步优选大于93%、进一步优选超过95%。术语“内透射率(英语:internal transmission)”被理解为没有反射损失情况下的光透射率。内透射率或内透射度能够以本领域技术人员熟悉的方法、例如根据din5036-1:1978来测得。在本说明书中,内透射率的规格涉及10mm的样品厚度。“样品厚度”的规格并不意味着玻璃或锭具有该厚度,而仅说明内透射率的规格所涉及的厚度。
[0063]
除非另有说明或对本领域技术人员显而易见,在本文中所描述的测量是在20℃和101.3kpa的气压下进行的。
[0064]
在另一个方面中,本发明还涉及根据本发明的玻璃锭用于制造光学元件的用途,该光学元件选自由透镜、棱镜、光导棒、阵列、光纤、在成像、传感技术、显微术、医疗技术、数字投影、电信技术、光通讯技术/信息传输领域中的梯度构件和光学窗口、在汽车领域中的、、用于太阳能技术、光刻技术、步进机、准分子激光器、晶片、计算机芯片和/或集成电路以及含有这种电路和芯片的电子器具的光学/照明器件。
附图说明
[0065]
下面参照附图更详细地阐述本发明和技术环境。应指出,本发明不应受到所示出的实施例的限制。尤其地,除非另外明确说明,还可以提取在附图中阐述的事实的部分方面并将它们与来自本说明书和/或附图的其他组成部分和知识相结合。尤其应指出,附图、尤其是所示的尺寸关系仅是示意性的。相同的附图标记表示相同的对象,使得必要时能够补充地使用来自其他附图的阐释。附图示出:
[0066]
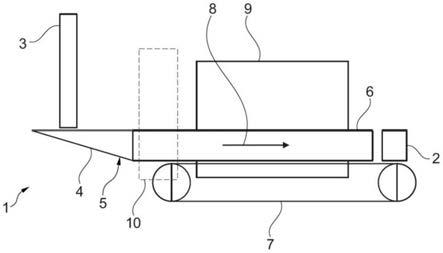
图1以极大简化的示意图示出根据本发明的设备的实施变型,
[0067]
图2以立体图示出在图1中示出的实施变型的局部,以及
[0068]
图3示出在此描述的氟磷酸盐玻璃生产进程的随时间(以分钟为单位)的折光能力进程。
[0069]
在此指出,附图仅仅是示意性的并且专门用于理解本发明。相同的元件设有相同的附图标记。原则上,不同实施例的不同特征也能够自由地相互组合。
具体实施方式
[0070]
在图1中以极大简化的示意图示出根据本发明的设备1的实施变型。
[0071]
设备1适用于连续制造玻璃锭2(例如由光学玻璃组合物构成)并且包括用于将熔融玻璃4供给到模具5(例如池或者沟槽)中的给料器3。熔融玻璃4在当前呈现的实施变型中被供给到模具5的中心并且以扁平的方式流出,使得形成玻璃线束6。如从图1中可获悉的,玻璃线束6在进一步的进程中经由传送带7根据箭头方向8被输送到冷却装置9、例如退火炉,仍然热的玻璃线束6在该冷却装置中被冷却。在图1中呈现的实施变型还包括切割装置(未呈现),冷却的玻璃线束6然后在该切割装置中被分割成各个玻璃锭2。
[0072]
根据本发明设置,设备1具有布置在冷却装置9之前的光学测量装置10,利用该光学测量装置能够非接触地连续确定玻璃线束的外壳的投影,使得根据所获得的值能够调节参数给料器温度和/或运输速度。在此,优选设置,测量装置10或测量方向布置成横向于玻璃线束6的纵轴线(图2)。
[0073]
在图2中,以极大简化的示意立体图示出了在图1中示出的实施变型的局部。在此,尤其能够看到优选包括cmos-摄影机的测量装置10相对于玻璃线束6的布置。如从图2中可以更详细地识别出的,测量装置10侧向于玻璃线束6布置成使得测量装置10的目11与玻璃线束6的纵轴线成直角地定向,使得测量方向也基本上与玻璃线束6成直角。
[0074]
借助于优选以cmos-摄影机的形式的测量装置10的确定玻璃线束6的外壳的投影是可能的,因为成形的玻璃线束6具有足够的自有照明并且发射光12,该光由测量装置10探测到。
[0075]
图3示例性地示出在此描述的氟磷酸盐玻璃生产进程的随时间(以分钟为单位)的折射进程。在此,能够识别出所确定的折光能力的、在多个小时内保持稳定且从未超出规范的变化过程。示例示例1
[0076]
在锭拉制方法中,根据本说明书将两种氟磷酸盐玻璃制成锭。下面以重量百分比给出玻璃组合物。 玻璃1玻璃2al2o31213mgo33cao88bao1817sro1718p2o51712f2830sb2o3》0》0as2o
3-》0
[0077]
在两种情况下,该方法首先在不进行在此所要求的非接触地测量玻璃线束的外部尺寸的情况下随着给料器温度和/或运输速度的调节来实施(时间间隔1)。最后,在该方法中,随着给料器温度和/或运输速度的调节非接触地测量玻璃线束的外部尺寸(时间间隔
2)。下表示出方法的实施对玻璃的折射率的均匀性的影响。能够识别出,在这里所描述的措施会引起折光能力均匀性的显著改善。折光能力均匀性在这里以沿着玻璃线束进行了250次测量的折射率的标准偏差来说明。 σnd时间间隔1σnd时间间隔2玻璃14.20*10-4
2.66*10-4
玻璃26.04*10-4
3.18*10-4
示例2
[0078]
根据在示例1中在时间间隔2内所描述的条件,由氟磷酸盐-组合物的玻璃制造锭。确定了锭厚度并且确定了相对高度变化。该相对高度变化为1.1%。附图标记列表1设备2玻璃锭3给料器4熔融玻璃5模具6玻璃线束7运输装置8箭头9冷却装置10测量装置11目12光
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1