防结瘤材料、浸入式水口内衬、浸入式水口及其制备方法
1.本发明涉及一种连铸功能耐火材料技术领域,特别是涉及一种防结瘤材料、浸入式水口内衬、浸入式水口及其制备方法。
背景技术:
2.连铸过程中,在中间包到水口结晶器之间采用浸入式水口进行连接,可以防止钢液在连铸过程中发生二次氧化,防止结晶器保护渣卷入钢液,改善结晶器内的钢液热流状态和流场分布状态,有利于连铸坯凝固均匀的坯壳。浸入式水口内一直高速流动着钢液,钢液中存在着脱氧产物,因此浸入式水口要具备很强的耐冲刷和防止夹杂物黏附烧结结瘤的能力。此外,浸入式水口与钢液的保护渣接触,还应具备很强的耐渣侵蚀性。
3.目前,连铸生产中常用的浸入式水口多为al
‑
c质本体,浸入式水口内壁镶嵌有耐冲刷和防结瘤保护层,浸入式水口外壁的渣线位置有防渣线侵蚀层,这样的复合浸入式水口兼具着较高的热震稳定性,很强的抗渣侵蚀和抗冲刷的能力,来防止连铸过程中发生漏钢和堵塞的情况。
4.稀土元素有着“工业维生素”的美誉,微量稀土元素的添加即可显著提升钢材的品质和性能。稀土元素能进一步深脱氧,大幅度降低钢中夹杂物的总量,起到显著细化、球化和变质夹杂的作用;稀土处理将钢中大尺寸夹杂物转变为细小弥散的夹杂物,从而起到与铌、钒和钛等元素相同的微合金化的作用;稀土元素还可以提高钢材的耐腐蚀性能以及耐磨损性能。
5.稀土处理的钢液中含有稀土氧化物和稀土氧硫化物等脱氧产物,其和残余稀土元素在流经常规al
‑
c质浸入式水口时,会与浸入式水口内壁的al2o3以及sio2等发生烧结反应和化学反应而形成初始结瘤层,进一步吸附钢液中的夹杂物产生结瘤,从而加速浸入式水口的堵塞。
6.稀土钢连铸生产水口的结瘤倾向明显高于非稀土钢连铸生产水口,在连铸1
‑
2包(50
‑
200吨)稀土钢的钢液,浸入式水口的结瘤便达到需要更换水口的程度,严重制约了稀土钢的连铸生产。
7.目前,针对非稀土钢的浸入式水口结瘤的问题,通常采用钙化处理将高熔点氧化铝夹杂物改性为cao
‑
al2o3低熔点液态夹杂物,但这种方法经常因钙化处理不够彻底而效果不明显,或因浸入式水口内壁上的结瘤物液态化而脱落至钢液中形成超大尺寸夹杂,而且此方法对于稀土钢的连铸生产并不适用。其他减轻浸入式水口结瘤的方法还有吹氩气保护、水口形状改进以及对水口内壁加磁场等方法,而这些方法均对稀土钢连铸生产的水口结瘤影响不大。稀土钢连铸生产中的水口结瘤问题已经成为世界性难题。
技术实现要素:
8.有鉴于此,本发明提供一种防结瘤材料、浸入式水口内衬、浸入式水口及其制备方法,主要目的在于能降低稀土钢连铸生产中的水口结瘤倾向。
9.为达到上述目的,本发明主要提供如下技术方案:
10.一方面,本发明的实施例提供一种防结瘤材料,用于制备浸入式水口内衬,其中,以重量百分比计,所述防结瘤材料包括如下组分:
11.稀土氧化物:5
‑
80%;
12.石墨:5
‑
35%;
13.酚醛树脂:1
‑
10%;
14.增强料:0
‑
89%;
15.抗氧化剂:0
‑
5%。
16.优选的,所述增强料选用氧化铝、氧化锆、锆莫来石中的一种或几种。
17.优选的,所述增强料选用氧化铝和氧化锆;进一步优选的,所述增强料中:所述氧化铝和氧化锆的质量比为(3
‑
5):1,优选为4:1。
18.优选的,所述增强料选用氧化铝和锆莫来石;进一步优选的,所述增强料中:所述氧化铝和锆莫来石的质量比为(2
‑
4):1,优选为3:1。
19.优选的,在所述防结瘤材料中,所述增强料的重量百分比为10
‑
85%。
20.优选的,在所述防结瘤材料中,各组分含量按重量百分比计为:
21.稀土氧化物:5
‑
50%;
22.石墨:5
‑
35%;
23.酚醛树脂:1
‑
10%;
24.增强料:10
‑
85%;
25.抗氧化剂:1
‑
5%。
26.优选的,在所述防结瘤材料中,各组分含量按重量百分比计为:
27.稀土氧化物:25
‑
35%;
28.石墨:5
‑
35%;
29.酚醛树脂:1
‑
10%;
30.增强料:30
‑
65%
31.抗氧化剂:1
‑
5%。
32.优选的,所述稀土氧化物选用氧化镧、氧化铈、氧化钇、氧化铒、氧化镨、氧化钕、氧化钷、氧化钐、氧化铕、氧化钆、氧化铽、氧化镝、氧化钬、氧化铥、氧化钪、氧化镥和氧化镱中的一种或几种的混合物。
33.优选的,所述抗氧化剂选用氧化铝抗氧化剂。
34.优选的,所述防结瘤材料中的稀土氧化物为粒径范围在0
‑
1mm的多尺度颗粒。
35.优选的,所述防结瘤材料中的增强料为粒径范围在0
‑
1mm的多尺度颗粒。
36.优选的,上述任一项所述的防结瘤材料用于制备稀土钢连铸用浸入式水口内衬。
37.另一方面,本发明实施例提供一种浸入式水口内衬,其中,所述浸入式水口内衬由上述任一项所述的防结瘤材料制备而成;优选的,所述浸入式水口内衬为稀土钢连铸用浸入式水口内衬。
38.再一方面,本发明实施例提供一种浸入式水口,其中,所述浸入式水口包括:
39.浸入式水口本体;
40.浸入式水口内衬,所述浸入式水口内衬镶贴在所述浸入式水口本体的内壁上;
41.其中,所述浸入式水口内衬是由上述的防结瘤材料制备而成。
42.优选的,所述浸入式水口内衬的厚度为0.5
‑
10mm。
43.优选的,所述浸入式水口本体外壁上的渣线位置处设置有抗保护渣侵蚀层;优选的,所述抗保护渣侵蚀层的厚度为10
‑
30mm;优选的,所述抗保护渣侵蚀层为锆碳质抗保护渣侵蚀层。
44.优选的,所述浸入式水口本体为铝碳质浸入式水口本体。
45.再一方面,本发明实施例提供一种浸入式水口的制备方法,其特征在于,包括如下步骤:
46.1)将上述的防结瘤材料放入模具中进行冷等静压成型,得到浸入式水口内衬坯;优选的,冷等静压成型的压力为150
‑
250mpa;
47.2)将所述浸入式水口内衬坯镶贴到浸入式水口本体的内壁上,得到浸入式水口预处理件;
48.4)对所述浸入式水口预处理件进行烧结处理,得到浸入式水口;优选的,烧结温度为1000
‑
1600℃;优选的,烧结时间为10
‑
48小时。
49.优选的,将用于组成所述防结瘤材料中的所有组分在混料机中充分混合后,得到所述防结瘤材料。
50.与现有技术相比,本发明的防结瘤材料、浸入式水口内衬、浸入式水口及其制备方法至少具有下列有益效果:
51.一方面,本发明实施例提供一种防结瘤材料,该防结瘤材料用于制备浸入式水口内衬,尤其是稀土钢连铸用浸入式水口内衬,具体地,以重量百分比计,该防结瘤材料包括稀土氧化物(5
‑
80%)、石墨(5
‑
35%)、酚醛树脂(1
‑
10%)、增强料(0
‑
89%)、抗氧化剂(0
‑
5%)。在此,采用上述组分的防结瘤材料制备的浸入式水口内衬,具有很强的抗稀土元素侵蚀能力,且对稀土脱氧产物粘附力低,具体地,是通过降低稀土钢中的脱氧产物与浸入式水口内壁的黏附烧结和化学反应,从而降低稀土钢连铸过程中水口结瘤的倾向,实现稀土钢连铸工艺的顺行。进一步地,石墨、抗氧化剂之间的协同作用,可以提高浸入式水口内衬及浸入式水口的热稳定性;增强料可以提高浸入式水口内衬及浸入式水口的力学性能(如,强度和抗冲刷性等)。
52.另一方面,本发明实施例提供一种浸入式水口内衬,该浸入式水口内衬是由上述的防结瘤材料制备而成,因此,其具有上述所述的有益效果,在此不重复赘述。
53.再一方面,本发明实施例提供一种浸入式水口,该浸入式水口包括浸入式水口本体、浸入式水口内衬(镶贴在浸入式水口本体的内壁上)及抗保护渣侵蚀层(设置在浸入式水口本体的外壁上的渣线位置处);在此,浸入式水口内衬是由上述的防结瘤材料制备而成,使得本发明实施例提供的浸入式水口具有很强的抗稀土元素侵蚀能力,且对稀土脱氧产物粘附力低,从而降低稀土钢连铸过程中水口结瘤的倾向,实现稀土钢连铸工艺的顺行。另外,使用本发明实施例的浸入式水口后,单支浸入式水口连铸稀土钢的重量由200
‑
300吨提升至800
‑
1000吨,基本上单支浸入式水口可满足稀土钢一个浇次的使用需求,既可大幅度提高稀土钢连铸生产的产量,也使连铸稀土钢质量、性能和均匀性得到显著改善,同等工艺条件下,耐腐蚀性能、疲劳性能、耐磨性能、抗氢致开裂和延迟开裂性能均有明显改善。并且,本发明浸入式水口经过一个浇次的连铸后,其水口原始轮廓仍清晰可见,结瘤倾向性显
著降低。
54.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
55.图1是本发明的实施例提供的一种浸入式水口的结构示意图;
56.图2是实施例7制备的浸入式水口在铸800吨稀土钢后形貌;
57.图3是反映常规al
‑
c质浸入式水口在浇注200吨稀土钢后的结瘤情况的图片。
具体实施方式
58.为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明申请的具体实施方式、结构、特征及其功效,详细说明如后。在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构、或特点可由任何合适形式组合。
59.稀土钢连铸用的浸入式水口的结瘤倾向远高于非稀土钢,目前,稀土钢连铸生产中的水口结瘤问题已经成为世界性难题。
60.针对这一技术难题,本发明的发明人对稀土钢连铸时的浸入式水口的结瘤情形进行了相关研究,其主要原因是:稀土元素的脱氧产物以及残余稀土与浸入式水口内壁的al3o2和sio2发生烧结和化学反应而产生结瘤初始层,钢液中的夹杂物进一步粘附在结瘤初始层后形成严重结瘤。因此,稀土钢连铸用的浸入式水口的结瘤问题不仅是物理黏附,同时伴随有严重的化学反应和烧结现象,才导致连铸稀土钢时,浸入式水口结瘤程度加剧。
61.鉴于此,一方面,本发明的实施例提供一种防结瘤材料,用于制备浸入式水口内衬(主要是用于制备稀土钢连铸用浸入式水口内衬),其中,以重量百分比计,所述防结瘤材料包括如下组分:
62.稀土氧化物:5
‑
80%;
63.石墨:5
‑
35%;
64.酚醛树脂:1
‑
10%;
65.增强料:0
‑
89%;
66.抗氧化剂:0
‑
5%。
67.在上述防结瘤材料中,其中的一种主要成分是稀土氧化物,采用该防结瘤材料制备浸入式水口内衬,这样浸入式水口内衬中的稀土氧化物会抑制钢液中的稀土氧化产物和残余稀土元素和浸入式水口内壁之间的化学反应,减缓反应进度,从根本上解决了结瘤初始层的迅速形成,稀土钢水口结瘤的来源由化学反应烧结+物理黏附转变为只有物理黏附,这大幅度降低了稀土钢连铸浸入式水口的结瘤倾向。
68.在此需要说明的是:当防结瘤材料中不含有增强材料时,上述防结瘤材料能够完全可以避免钢液中的稀土氧化产物和残余稀土元素和浸入式水口内壁之间的化学反应,即可以极大程度地避免结瘤初始层的形成。
69.较佳地,为了提高浸入式水口内衬及浸入式水口的力学性能(如,热震稳定性、耐压和抗折强度、抗冲刷性等),本发明实施例提供的防结瘤材料中还包括增强料。
70.其中,所述稀土氧化物选用氧化镧、氧化铈、氧化钇、氧化铒、氧化镨、氧化钕、氧化钷、氧化钐、氧化铕、氧化钆、氧化铽、氧化镝、氧化钬、氧化铥、氧化钪、氧化镥和氧化镱中的一种;或所述稀土氧化物是由氧化镧、氧化铈、氧化钇、氧化铒、氧化镨、氧化钕、氧化钷、氧化钐、氧化铕、氧化钆、氧化铽、氧化镝、氧化钬、氧化铥、氧化钪、氧化镥和氧化镱中的几种以任意比例混合而成的混合物。
71.其中,增强料选用氧化铝、氧化锆、锆莫来石中的一种或几种。优选的,所述增强料选用氧化铝和氧化锆;进一步优选的,所述增强料中:所述氧化铝和氧化锆的质量比为(3
‑
5):1,优选为4:1。优选的,所述增强料选用氧化铝和锆莫来石;进一步优选的,所述增强料中:所述氧化铝和锆莫来石的质量比为(2
‑
4):1,优选为3:1。
72.其中,在所述防结瘤材料中,各组分含量按重量百分比计为:
73.稀土氧化物:5
‑
50%;
74.石墨:5
‑
35%;
75.酚醛树脂:1
‑
10%;
76.增强料:10
‑
85%;
77.抗氧化剂:1
‑
5%。
78.较佳地,为了使防结瘤材料的防结瘤性能优异的同时,还使浸入式水口的力学性能优异,在所述防结瘤材料中,各组分含量按重量百分比计为:
79.稀土氧化物:25
‑
35%;
80.石墨:5
‑
35%;
81.酚醛树脂:1
‑
10%;
82.增强料:30
‑
65%
83.抗氧化剂:1
‑
5%。
84.另外,在上述的防结瘤材料中:石墨的作用主要是起到润滑作用、和提高材料的热稳定性。抗氧化剂的作用主要是防止石墨氧化。
85.较佳地,为了进一步提高防结瘤材料的力学性能(强度和抗冲刷性):所述防结瘤材料中的稀土氧化物为粒径范围在0
‑
1mm的多尺度颗粒;所述防结瘤材料中的增强料为粒径范围在0
‑
1mm的多尺度颗粒。
86.另一方面,本发明实施例提供一种浸入式水口内衬,其中,浸入式水口内衬是由上述的防结瘤材料制备而成;优选的,所述浸入式水口内衬为稀土钢连铸用浸入式水口内衬。
87.再一方面,如图1所示,本发明实施例提供一种浸入式水口,其中,所述浸入式水口包括:
88.浸入式水口本体1;
89.浸入式水口内衬2,所述浸入式水口内衬2镶贴在所述浸入式水口本体1的内壁上;
90.其中,所述浸入式水口内衬2由上述的防结瘤材料制备而成。优选的,所述浸入式水口内衬2的厚度为0.5
‑
10mm。
91.较佳地,所述浸入式水口本体1的外壁上的渣线位置处设置有抗保护渣侵蚀层3;优选的,所述抗保护渣侵蚀层的厚度为10
‑
30mm;优选的,所述抗保护渣侵蚀层为锆碳质抗保护渣侵蚀层。
92.较佳地,所述浸入式水口本体为铝碳质浸入式水口本体。
93.再一方面,本发明实施例提供一种浸入式水口的制备方法,其特征在于,包括如下步骤:
94.1)将上述的防结瘤材料放入模具中进行冷等静压成型,得到浸入式水口内衬坯;优选的,冷等静压成型的压力为150
‑
250mpa;
95.其中,将用于组成所述防结瘤材料中的所有组分在混料机中充分混合后,得到所述防结瘤材料。
96.2)将所述浸入式水口内衬坯镶贴到浸入式水口本体的内壁上,得到浸入式水口预处理件;
97.4)对所述浸入式水口预处理件进行烧结处理,得到浸入式水口;优选的,烧结温度为1000
‑
1600℃;优选的,烧结时间为10
‑
48小时。
98.本发明上述方案的核心是通过采用包括稀土氧化物、增强料(氧化铝、氧化锆以及锆莫来石)的防结瘤材料制备浸入式水口内衬,从而使钢液中的稀土脱氧产物和残余稀土元素不能与浸入式水口内壁发生化学反应和烧结,从根本上解决了结瘤初始层的迅速形成,稀土钢水口结瘤的来源由化学反应烧结+物理黏附转变为只有物理黏附,这大幅度降低了稀土钢连铸浸入式水口的结瘤倾向。至于其他常规防结瘤的方法,钙化处理不能将稀土脱氧产物转变为液相夹杂物,水口结构优化和吹氩气保护以及其他防结瘤措施对稀土钢的浸入式水口结瘤作用并不明显,最主要原因是稀土钢与非稀土钢的结瘤机理不同。
99.本发明的方案与现有的减轻水口结瘤的技术相比,本发明的方案是从稀土钢连铸用浸入式水口的结瘤机理出发,打破传统al
‑
c、mg
‑
c等基质耐火材料,从根本上减轻了稀土钢连铸时浸入式水口结瘤严重加剧的问题。同时,钢液中的细小稀土脱氧产物剩余较多,可以起到微合金化的作用,残余的稀土元素可以起到氢陷阱和提高抗氢致开裂和延迟开裂的能力,还可以提高钢材的耐腐蚀能力。
100.下面通过具体实验实施例进一步对本发明说明如下:
101.以下实施例是对本发明方案进行解释而不是限定,例如,对于稀土氧化物中的成分种类及其配比并不仅局限于以下实施例。
102.实施例1
103.本实施例制备一种浸入式水口,主要包括如下步骤:
104.1)将制备防结瘤材料的各个原料组分放入混料机中,充分混匀后,得到防结瘤材料;
105.其中,以重量百分比计,防结瘤材料包括:
106.稀土氧化物:10%;
107.增强料:70%
108.石墨:15%;
109.酚醛树脂:3%;
110.氧化铝抗氧化剂:2%。
111.其中,增强料为氧化铝和氧化锆,且氧化铝和氧化锆的质量比为4:1。
112.本实施例的稀土氧化物是由氧化镧、氧化铈、氧化钇按照质量比为1:1:1组成的混合物。
113.2)将防结瘤材料放置模具中进行冷等静压成型,得到浸入式水口内衬坯;其中,冷
等静压成型的压力为150mpa;
114.3)将所述浸入式水口内衬坯镶贴到铝碳质浸入式水口本体的内壁上,得到浸入式水口预处理件;
115.4)将浸入式水口预处理件放置加热炉中,经1000℃的高温烧结48h后,制备成浸入式水口。
116.本实施例制备的浸入式水口中:浸入式水口内衬的厚度为5.5mm。
117.实施例2
118.本实施例制备一种浸入式水口,主要包括如下步骤:
119.1)将制备防结瘤材料的各个原料组分放入混料机中,充分混匀后,得到防结瘤材料;
120.其中,以重量百分比计,防结瘤材料包括:
121.稀土氧化物:15%;
122.增强料:75%
123.石墨:5%;
124.酚醛树脂:3%;
125.氧化铝抗氧化剂:2%。
126.其中,增强料为氧化铝和锆莫来石,且氧化铝和锆莫来石的质量比为3:1。
127.本实施例的稀土氧化物是由氧化镧和氧化钇按照质量比为2:1组成的混合物。
128.2)将防结瘤材料放置模具中进行冷等静压成型,得到浸入式水口内衬坯;其中,冷等静压成型的压力为150mpa;
129.3)将所述浸入式水口内衬坯镶贴到铝碳质浸入式水口本体的内壁上,得到浸入式水口预处理件;
130.4)将浸入式水口预处理件放置加热炉中,经1400℃的高温烧结20h后,制备成浸入式水口。
131.本实施例制备的浸入式水口中:浸入式水口内衬的厚度为6mm。
132.实施例3
133.本实施例制备一种浸入式水口,主要包括如下步骤:
134.1)将制备防结瘤材料的各个原料组分放入混料机中,充分混匀后,得到防结瘤材料;
135.其中,以重量百分比计,防结瘤材料包括:
136.稀土氧化物:80%;
137.石墨:15%;
138.酚醛树脂:3%;
139.氧化铝抗氧化剂:2%。
140.2)将防结瘤材料放置模具中进行冷等静压成型,得到浸入式水口内衬坯;其中,冷等静压成型的压力为200mpa;
141.3)将所述浸入式水口内衬坯镶贴到铝碳质浸入式水口本体的内壁上,得到浸入式水口预处理件;
142.4)将浸入式水口预处理件放置加热炉中,经1400℃的高温烧结20h后,制备成浸入
式水口。
143.本实施例制备的浸入式水口中:浸入式水口内衬的厚度为10mm。
144.稀土氧化物是由氧化镧、氧化铈、氧化钇、氧化铒、氧化镨、氧化钕、氧化钷、氧化钐、氧化铕、氧化钆、氧化铽、氧化镝、氧化钬、氧化铥、氧化钪、氧化镥和氧化镱组成的混合物(其中,混合物中每一种类型的稀土氧化物所占的重量份数一致)。
145.实施例4
146.本实施例制备一种浸入式水口,主要包括如下步骤:
147.1)将制备防结瘤材料的各个原料组分放入混料机中,充分混匀后,得到防结瘤材料;
148.其中,以重量百分比计,防结瘤材料包括:
149.稀土氧化物:65%;
150.石墨:30%;
151.酚醛树脂:5%。
152.其中,稀土氧化物是由氧化镧、氧化铈、氧化钇、氧化铒、氧化镨、氧化钕、氧化钷、氧化钐、氧化铕、氧化钆、氧化铽、氧化镝、氧化钬、氧化铥、氧化钪、氧化镥和氧化镱组成的混合物(其中,在混合物中:氧化镧的重量份数为4份,其他类型的稀土氧化物的重量份数各为1份)。
153.2)将防结瘤材料放置模具中进行冷等静压成型,得到浸入式水口内衬坯;其中,冷等静压成型的压力为250mpa;
154.3)将所述浸入式水口内衬坯镶贴到铝碳质浸入式水口本体的内壁上,得到浸入式水口预处理件;
155.4)将浸入式水口预处理件放置加热炉中,经1400℃的高温烧结20h后,制备成浸入式水口。
156.本实施例制备的浸入式水口中:浸入式水口内衬的厚度为10mm。
157.实施例5
158.本实施例制备一种浸入式水口,主要包括如下步骤:
159.1)将制备防结瘤材料的各个原料组分放入混料机中,充分混匀后,得到防结瘤材料;
160.其中,以重量百分比计,防结瘤材料包括:
161.稀土氧化物:5%;
162.增强料:88%
163.石墨:5%;
164.酚醛树脂:1%;
165.氧化铝抗氧化剂:1%。
166.其中,增强料为氧化铝和氧化锆,且氧化铝和氧化锆的质量比为4:1。
167.其中,稀土氧化物是由氧化镧、氧化铈、氧化钇、氧化铒、氧化镨、氧化钕、氧化钷、氧化钐、氧化铕、氧化钆、氧化铽、氧化镝、氧化钬、氧化铥、氧化钪、氧化镥和氧化镱组成的混合物(其中,在混合物中:氧化铈的重量份数为4份,其他类型的稀土氧化物的重量份数各为1份)。
168.2)将防结瘤材料放置模具中进行冷等静压成型,得到浸入式水口内衬坯;其中,冷等静压成型的压力为150mpa;
169.3)将所述浸入式水口内衬坯镶贴到铝碳质浸入式水口本体的内壁上,得到浸入式水口预处理件;
170.4)将浸入式水口预处理件放置加热炉中,经1000℃的高温烧结48h后,制备成浸入式水口。
171.本实施例制备的浸入式水口中:浸入式水口内衬的厚度为8mm。
172.实施例6
173.本实施例制备一种浸入式水口,主要包括如下步骤:
174.1)将制备防结瘤材料的各个原料组分放入混料机中,充分混匀后,得到防结瘤材料;
175.其中,以重量百分比计,防结瘤材料包括:
176.稀土氧化物:50%;
177.增强料:10%
178.石墨:35%;
179.酚醛树脂:3%;
180.氧化铝抗氧化剂:2%。
181.其中,增强料为氧化铝和氧化锆,且氧化铝和氧化锆的质量比为4:1。
182.其中,稀土氧化物是由氧化镧、氧化铈、氧化钇、氧化铒、氧化镨、氧化钕、氧化钷、氧化钐、氧化铕、氧化钆、氧化铽、氧化镝、氧化钬、氧化铥、氧化钪、氧化镥和氧化镱组成的混合物(其中,在混合物中:氧化钇的重量份数为4份,其他类型的稀土氧化物的重量份数各为1份)。
183.2)将防结瘤材料放置模具中进行冷等静压成型,得到浸入式水口内衬坯;其中,冷等静压成型的压力为150mpa;
184.3)将所述浸入式水口内衬坯镶贴到铝碳质浸入式水口本体的内壁上,得到浸入式水口预处理件;
185.4)将浸入式水口预处理件放置加热炉中,经1000℃的高温烧结48h后,制备成浸入式水口。
186.本实施例制备的浸入式水口中:浸入式水口内衬的厚度为7mm。
187.实施例7
188.本实施例制备一种浸入式水口,主要包括如下步骤:
189.1)将制备防结瘤材料的各个原料组分放入混料机中,充分混匀后,得到防结瘤材料;
190.其中,以重量百分比计,防结瘤材料包括:
191.稀土氧化物:30%;
192.增强料:60%
193.石墨:5%;
194.酚醛树脂:3%;
195.氧化铝抗氧化剂:2%。
196.其中,增强料为氧化铝和氧化锆,且氧化铝和氧化锆的质量比为4:1。
197.其中,稀土氧化物是由氧化镧、氧化铈、氧化钇、氧化铒、氧化镨、氧化钕、氧化钷、氧化钐、氧化铕、氧化钆、氧化铽、氧化镝、氧化钬、氧化铥、氧化钪、氧化镥和氧化镱组成的混合物(其中,在混合物中:氧化镧、氧化铈、氧化钇的重量份数各为4份,其他类型的稀土氧化物的重量份数各为1份)。
198.2)将防结瘤材料放置模具中进行冷等静压成型,得到浸入式水口内衬坯;其中,冷等静压成型的压力为150mpa;
199.3)将所述浸入式水口内衬坯镶贴到铝碳质浸入式水口本体的内壁上,得到浸入式水口预处理件;
200.4)将浸入式水口预处理件放置加热炉中,经1000℃的高温烧结48h后,制备成浸入式水口。
201.本实施例制备的浸入式水口中:浸入式水口内衬的厚度为6.5mm。
202.对比例1
203.采用常规的al
‑
c质浸入式水口作为对比例1。
204.常规al
‑
c质浸入式水口内衬厚度为5mm,以重量百分比计,其内衬材料包括:
205.氧化铝:65%;
206.石墨:30;
207.酚醛树脂:3%;
208.氧化铝抗氧化剂:2%。
209.对实施例1
‑
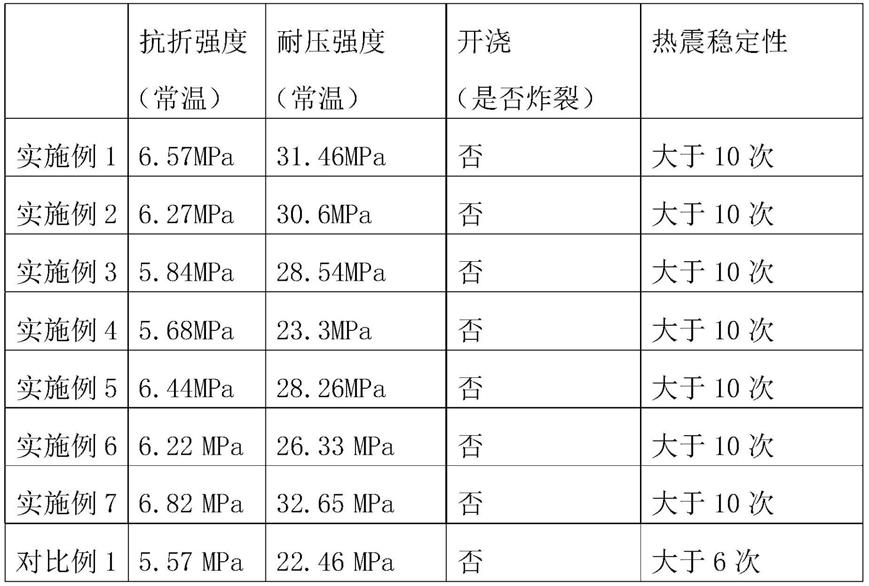
7、对比例1所制备的浸入式水口的力学性能进行检测,检测结果参见表1所示。
210.表1
[0211][0212]
从表1可以看出:与对比例1中常规的al
‑
c质浸入式水口相比,本发明实施例制备
的浸入式水口的力学性能优异、抗钢水冲刷性强,使用寿命长。
[0213]
对实施例1
‑
7、比较例1所制备的浸入式水口的防结瘤能力进行检测,具体地,对浸入式水口进行结瘤实验,根据结瘤厚度来判断防结瘤效果。结果显示:实施例1
‑
7工艺制备的浸入式水口的防结瘤能力均优于常规al
‑
c质浸入式水口。
[0214]
在现场中,将实施例7制备的浸入式水口、对比例1的常规的常规的al
‑
c质浸入式水口分别用在稀土钢的浇铸中;其中,稀土钢的类型以及稀土金属添加种类和添加量一致,连铸工艺相同。
[0215]
其中,实施例7制备的浸入式水口在连铸800吨稀土钢后的形貌参见图2所示。从图2可以看出:实施例7制备的浸入式水口在铸800吨稀土钢后,浸入式水口原始轮廓清晰可见、其内壁基本上无结瘤。
[0216]
其中,图3是反映常规al
‑
c质浸入式水口在浇注200吨稀土钢后的结瘤情况的图片。具体地,图3是al
‑
c质浸入式水口的渣线位置被钢渣侵蚀后,浸入式水口的出口附近处掉下来的一部分的图片,可以反映出al
‑
c质浸入式水口的结瘤情况;从图3可以明显看出:常规al
‑
c质浸入式水口在铸200吨稀土钢后,其内壁结瘤严重。
[0217]
综上,采用本发明实施例制备的浸入式水口后,单支浸入式水口可连铸稀土钢的重量由200
‑
300吨提升至800
‑
1000吨,基本上单支浸入式水口可满足稀土钢一个浇次的使用需求,既可大幅度提高稀土钢连铸生产的产量,也使连铸稀土钢质量、性能和均匀性得到显著改善,同等工艺条件下,耐腐蚀性能、疲劳性能、耐磨性能、抗氢致开裂和延迟开裂性能均有明显改善。并且,本发明实施例制备的浸入式水口经过一个浇次的连铸后,其水口原始轮廓仍清晰可见,结瘤倾向性显著降低。
[0218]
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1