一种篦冷机专用的快干型防爆耐磨浇注料及其生产方法与流程
1.本发明属于耐火材料技术领域,尤其涉及一种篦冷机专用的快干型防爆耐磨浇注料及其生产方法。
背景技术:
2.篦冷机是水泥厂熟料烧成系统中的重要主机设备,其主要功能是对水泥熟料进行冷却、输送,同时为回转窑及分解炉等设备提供热空气,是烧成系统热回收的主要设备。
3.篦冷机是一种骤冷式冷却机,因此同样是用作内衬的浇注料,就要求其相较于普通的浇注料,具有相对更高的防爆性能。例如,专利公开号为cn108275985a、公开日为2018.07.13的中国发明专利,公开了一种水泥窑篦冷机墙用浇注料,包括骨料和基质料,所述骨料和所述基质料的重量配比为7∶3,所述骨料的粒径为0.2-10mm,所述基质料的粒径为0.088-0.045mm;所述骨料包括25-40重量份的钛酸镁、28-48重量份的钛刚玉、10-15重量份的碳化硅、10-16重量份的氧氮化铝;所述基质料包括金属硅微粉、氧化硅细粉、氧化铝微粉。
4.该发明专利中的浇注料,主要改进点是提高其抗冲刷能力,而对于防爆要求,则是欠缺的,缺少防爆纤维组分。
5.此外,不同的骨料、粉料,各自的粒径搭配也不合适,最终导致耐磨性能的提升效果有,但是不够显著。
6.对于物料本身来说,大范围上,若粒径过大,则会出现凝固后固定强度不足的问题,容易脱落、碎裂而不耐磨,若粒径过小,则会出现骨料、粉料过快磨损后,直接磨损浇注料基质的情况,整体耐磨有效寿命仍然不长,而且还增加了球磨操作的工作量。
7.所以综上所述,为了制得一种快干、防爆、耐磨的浇注料,至少需要对防爆纤维组分,以及骨料、粉料各自粒径搭配这两方面进行改进。
8.还有,针对于骨料、粉料自身硬度、强度特性的不同,需要将其球磨至不同的粒径范围,这在同一台球磨机上进行操作时,就要求各种物料具有不同的球磨时间。
9.但是现有的球磨机,例如专利公告号为cn214636932u、公告日为2021.11.09的中国实用新型专利,公开了一种节能型直筒防火涂料生产用球磨机,包括机架,所述机架内部安装有磨筒,所述磨筒外侧壁一侧安装有齿轮a,所述机架顶部一侧固定连接有安装架,所述安装架内部安装有齿轮b,所述齿轮a和齿轮b齿合连接,所述安装架顶部安装有储油盒,其储油盒内部的润滑油顺着排油管排入毛刷,毛刷内部空心结构。
10.该实用新型专利中的球磨机,例如在前后依次添加并共磨两种物料时,就要再次进行加料操作,十分麻烦和低效。
11.所以综上所述,对于至少两种待磨物料前后添加的使用环境,就需要设计一种后续物料已经装填完毕,等待进入设备内部的球磨机辅助加料结构。
技术实现要素:
12.本发明提供一种篦冷机专用的快干型防爆耐磨浇注料,其能通过新添加防爆纤维和速凝剂,并且将锆莫来石、刚玉、蓝晶石以及红柱石研磨至特定粒径范围的方式,使得最终的浇注料兼具快干、防爆、耐磨这三个优点。
13.此外,本发明还提供一种使用了预填料式球磨机的浇注料生产方法,其中填料式球磨机的结构包括填料斗、滤料罩单元、径向孔道、滑动孔板单元、旋转挡板单元以及盖板单元,具有物料添加操作快捷、高效的优点。
14.本发明解决上述问题采用的技术方案是:一种篦冷机专用的快干型防爆耐磨浇注料,包括粗骨料,细骨料,以及粉料,还包括防爆纤维以及速凝剂,所述粗骨料为锆莫来石和刚玉,所述细骨料为蓝晶石和红柱石。
15.进一步优选的技术方案在于:所述锆莫来石的粒径为6-8mm,所述刚玉的粒径为3-5mm;所述蓝晶石的粒径为0.2-0.6mm,所述红柱石的粒径为0.8-1.0mm。
16.进一步优选的技术方案在于:所述防爆纤维为聚丙烯纤维,长度为4-6mm;所述速凝剂包括铝酸钠、碳酸钠以及生石灰。
17.一种篦冷机专用的快干型防爆耐磨浇注料的生产方法,所述粗骨料以及细骨料都通过预填料式球磨机进行粒径研磨,所述刚玉的研磨时间大于所述锆莫来石,所述蓝晶石的研磨时间大于所述红柱石。
18.进一步优选的技术方案在于:所述预填料式球磨机的结构包括设置在加料管外侧端上的填料斗,设置在所述加料管内侧端上的滤料罩单元,设置在所述加料管内的径向孔道,设置在所述径向孔道上且与所述滤料罩单元连接的滑动孔板单元,设置在吹气管内并通过拉动所述滑动孔板单元的方式,以用于贯通所述加料管的旋转挡板单元,以及设置在所述吹气管端头处并用于吹动所述旋转挡板单元的盖板单元。
19.进一步优选的技术方案在于:所述滤料罩单元包括设置在所述加料管内侧端上的竖向孔板,设置在所述竖向孔板上的放大管体,以及设置在所述放大管体内的粗滤网。
20.进一步优选的技术方案在于:所述滑动孔板单元包括设置在所述径向孔道上的矩形板,设置在所述矩形板上的下料口,设置在所述矩形板和竖向孔板之间的复位弹簧,以及设置在所述矩形板和旋转挡板单元之间的弹性拉绳。
21.进一步优选的技术方案在于:所述滑动孔板单元还包括插接设置在所述矩形板和吹气管上的锁止柱,以及设置在所述径向孔道上的滚珠。
22.进一步优选的技术方案在于:所述旋转挡板单元包括设置在所述吹气管上的横向轴体,设置在所述横向轴体上的圆形挡板,以及设置在所述圆形挡板内下部位置处的配重块。
23.进一步优选的技术方案在于:所述盖板单元包括设置在所述吹气管管口位置处的圆形板体,以及设置在所述圆形板体的下部位置处且外连风机,并用于旋转所述圆形挡板、拉动所述矩形板的充气孔。
24.本发明具有以下优点。
25.第一,防爆纤维、速凝剂各自对应的防爆、快干功能行之有效,适合浇注料的原料体系。
26.第二,不同粗骨料、细骨料具有各自最适宜的粒径范围,保证浇注料的耐磨强度足
够、骨料本身不易脱落,研磨工作量也恰当合适。
27.第三,预填料式球磨机中,填料斗中的后磨物料,在先磨物料添加后就直接加入,可以通过正常的吹风操作在触发下料,保证后磨物料的添加操作十分简单、方便、快捷。
28.第四,滑动孔板单元具有自锁功能,锁定后吹风操作则不会触发后磨物料下落,保证吹风操作独立使用。
29.第五,整个吹风用、后磨物料下落用结构稳定性高,紧凑性好,通过在后添加、减少研磨时间的方式,获得相较于先磨物料更大的粒径。
附图说明
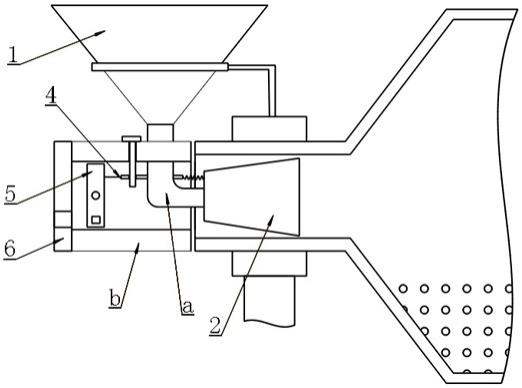
30.图1为本发明中预填料式球磨机的结构示意图。
31.图2为现有技术中加料管和吹气管的位置结构示意图。
32.图3为本发明中滑动孔板单元的位置结构示意图。
33.图4为本发明中下料口的位置结构示意图。
34.图5为本发明中滚珠的位置结构示意图。
35.附图中,各标号所代表的部件如下:加料管a、吹气管b、填料斗1、滤料罩单元2、径向孔道3、滑动孔板单元4、旋转挡板单元5、盖板单元6、竖向孔板201、放大管体202、粗滤网203、矩形板401、下料口402、复位弹簧403、弹性拉绳404、锁止柱405、滚珠406、横向轴体501、圆形挡板502、配重块503、圆形板体601、充气孔602。
具体实施方式
36.以下所述仅为本发明的较佳实施例,并非对本发明的范围进行限定。
37.实施例:如附图1-5所示,一种篦冷机专用的快干型防爆耐磨浇注料,包括粗骨料,细骨料,以及粉料,还包括防爆纤维以及速凝剂,所述粗骨料为锆莫来石和刚玉,所述细骨料为蓝晶石和红柱石。
38.在本实施例中,所述锆莫来石、刚玉、蓝晶石以及红柱石都具有基础的耐磨性能。
39.所述锆莫来石的粒径为6-8mm,所述刚玉的粒径为3-5mm;所述蓝晶石的粒径为0.2-0.6mm,所述红柱石的粒径为0.8-1.0mm。
40.在本实施例中,根据物料自身的强度特点、结构特性,确定了上述四个不同的粒径范围,保证粗骨料和细骨料具有耐磨、不易掉落,且研磨工作单适宜的综合优点。
41.所述防爆纤维为聚丙烯纤维,长度为4-6mm;所述速凝剂包括铝酸钠、碳酸钠以及生石灰。
42.在本实施例中,所述聚丙烯纤维具有基础的防爆效果,所述铝酸钠、碳酸钠以及生石灰三者混合,可以实现显著且适宜的速凝、快干效果。
43.一种篦冷机专用的快干型防爆耐磨浇注料的生产方法,所述粗骨料以及细骨料都通过预填料式球磨机进行粒径研磨,所述刚玉的研磨时间大于所述锆莫来石,所述蓝晶石的研磨时间大于所述红柱石。
44.在本实施例中,粗骨料中刚玉为先磨物料、锆莫来石为后磨物料,细骨料中蓝晶石为先磨物料、红柱石为后磨物料,保证共磨操作综合效率更高。
45.所述预填料式球磨机的结构包括设置在加料管a外侧端上的填料斗1,设置在所述
加料管a内侧端上的滤料罩单元2,设置在所述加料管a内的径向孔道3,设置在所述径向孔道3上且与所述滤料罩单元2连接的滑动孔板单元4,设置在吹气管b内并通过拉动所述滑动孔板单元4的方式,以用于贯通所述加料管a的旋转挡板单元5,以及设置在所述吹气管b端头处并用于吹动所述旋转挡板单元5的盖板单元6。
46.在本实施例中,所述预填料式球磨机的大体使用方法及优点如下。
47.第一、根据原料自身特性和所需研磨粒径,确定球磨机的种类型号和磨料的种类规格,将整个辅助加料结构与球磨机主体对接安装。
48.第二、所述盖板单元6处的风机开启,所述旋转挡板单元5旋转,所述滑动孔板单元4被拉动,所述加料管a贯通,先磨物料加在所述填料斗1处,依次通过加料管a、滤料罩单元2,顺利进入球磨机主体,此时的吹气动作可以加快先磨物料的添加速度。
49.第三、所述盖板单元6处的风机关闭,加料管a也随之关闭,所述填料斗1处就可以加入后磨物料了,保证被所述滑动孔板单元4挡住,不会意外下落。
50.第四,研磨剩余时间正好来到可以充分研磨先磨物料和后磨物料的时刻时,所述盖板单元6处的风机开启,加料管a随即打开,后磨物料快速下落添加,进行最后的共磨操作,在这个过程中,按需进行吹风操作即可,没有其它限制条件,最后在球磨机的另一端出料即可。
51.其中,所述滤料罩单元2可以拦截粒径相对极大的杂质,其也是所述滑动孔板单元4复位施力的部位,而所述旋转挡板单元5则是直接拉动所述滑动孔板单元4的部位。
52.最后,所述盖板单元6具有集中吹风的功能,保证所述旋转挡板单元5可以顺利地旋转扬起,也拉动所述滑动孔板单元4。
53.所述滤料罩单元2包括设置在所述加料管a内侧端上的竖向孔板201,设置在所述竖向孔板201上的放大管体202,以及设置在所述放大管体202内的粗滤网203。
54.在本实施例中,所述粗滤网203的网眼规格为几十mm级别的,用于拦截异物。
55.所述滑动孔板单元4包括设置在所述径向孔道3上的矩形板401,设置在所述矩形板401上的下料口402,设置在所述矩形板401和竖向孔板201之间的复位弹簧403,以及设置在所述矩形板401和旋转挡板单元5之间的弹性拉绳404。
56.在本实施例中,所述矩形板401在所述复位弹簧403和弹性拉绳404两者弹力的角逐下,具有一个稳定的常态,该常态下所述下料口402不对准所述加料管a,即后磨物料在所述填料斗1处待位。
57.而所述旋转挡板单元5旋转之后,即可拉动所述矩形板401,保证后磨物料在所述下料口402处顺利下落。
58.所述滑动孔板单元4还包括插接设置在所述矩形板401和吹气管b上的锁止柱405,以及设置在所述径向孔道3上的滚珠406。
59.在本实施例中,先磨物料在单独研磨时,也需要进行吹风操作,以用于冷却研磨机内部,此时就必须锁止所述滑动孔板单元4,保证所述旋转挡板单元5能旋转,但是所述滑动孔板单元4不能滑动。
60.此时,就需要插入所述锁止柱405,换言之,后磨物料要添加时,则需要拔出所述锁止柱405。
61.另外,所述滚珠406的引入,使得所述矩形板401的滑动更加省力,而所述矩形板
401始终插在所述径向孔道3上,仅仅是发生滑动移位。
62.所述旋转挡板单元5包括设置在所述吹气管b上的横向轴体501,设置在所述横向轴体501上的圆形挡板502,以及设置在所述圆形挡板502内下部位置处的配重块503。
63.在本实施例中,所述配重块503即为常见的铁块,保证所述圆形挡板502连着所述弹性拉绳404的上部,处于竖直不动的常态。
64.当然,所述配重块503也不能过重,要求所述盖板单元6能吹动所述圆形挡板502。
65.所述盖板单元6包括设置在所述吹气管b管口位置处的圆形板体601,以及设置在所述圆形板体601的下部位置处且外连风机,并用于旋转所述圆形挡板502、拉动所述矩形板401的充气孔602。
66.在本实施例中,所述充气孔602的位置靠近所述配重块503,都位于相对下部,保证吹风时相对省力地吹起、旋转所述圆形挡板502。
67.此外,整个辅助加料结构还具有以下优点:1、研磨产生的粉末不易外漏,即所述旋转挡板单元5、填料斗1内的后磨物料,都可以挡住扬起的粉尘;2、辅助加料结构不与球磨机主体一起旋转,抽风机也不用固定安装在所述充气孔602上;3、所述填料斗1还具有一个固定安装的支撑圆环,保证其装填后磨物料时的结构稳定性。
68.上面结合附图对本发明的实施方式作了详细说明,但是本发明不限于上述实施方式,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种修改。这些都是不具有创造性的修改,只要在本发明的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1