一种配套火烧板机的制氧机的制作方法
1.本实用新型涉及制氧设备技术领域,尤其涉及一种配套火烧板机的制氧机。
背景技术:
2.火烧板机,是一种将带压氧气和带压可燃气混合起来燃烧,对石材表面进行火焰加温以达到石材防滑和光泽鲜亮的设备;
3.在现代制造业中,由于生产工艺的先进化、生产过程的品质稳定、能耗成本精细化的趋势,现场制氧成为更多客户的选择,气体市场上,使用现场制氧设备替换采购液体氧、高压钢瓶氧的案例越来越多。
4.因此,有必要提供一种新的配套火烧板机的制氧机解决上述技术问题。
技术实现要素:
5.本实用新型解决的技术问题是提供一种缩短开机产出达标的氧气的时间、能够成品氧气储存罐和火烧板机进行实时监测压力值的配套火烧板机的制氧机。
6.为解决上述技术问题,本实用新型提供的配套火烧板机的制氧机包括:空气压缩机、空气净化装置和空气缓冲装置,所述空气压缩机、所述空气净化装置和所述空气缓冲装置依次相连接,所述空气缓冲装置连接有第一psa制氧吸附塔,所述第一psa制氧吸附塔与第二psa制氧吸附塔相连接并连接有氧气工艺缓冲罐,所述氧气工艺缓冲罐连接有氧纯度不达标自动排气装置,所述氧纯度不达标自动排气装置连接有成品氧储存罐,所述成品氧储存罐连接有火烧板机,所述氧气工艺缓冲罐上连接有氧纯度监测仪,所述氧纯度监测仪连接有plc模块。
7.优选的,所述plc模块与所述空气压缩机、所述空气净化装置、所述空气缓冲装置、第一psa制氧吸附塔、氧纯度不达标自动排气装置和第二psa制氧吸附塔相连接。
8.优选的,所述火烧板机与所述成品氧储存罐之间设有压力传感器,所述压力传感器与所述plc模块相连接。
9.优选的,所述氧气工艺缓冲罐上设有气动切断阀v,所述氧气工艺缓冲罐通过气动切断阀v与所述第一psa制氧吸附塔和所述第二psa制氧吸附塔相连接。
10.优选的,所述氧纯度不达标自动排气装置和所述氧纯度监测仪用于:当氧纯度值低于预设值时,将不达标氧气排入安全大气中,不进成品氧储存罐;当氧纯度高于预设值时,将达标的氧气送入成品氧气储存罐。
11.与相关技术相比较,本实用新型提供的配套火烧板机的制氧机具有如下有益效果:
12.本实用新型提供一种配套火烧板机的制氧机,能够将开机产出达标的氧气时间缩短;能够根据成品氧气储存罐的容积大小计算根据激活时间和所需氧气量来决定,以保证后端火烧板机在此过程中能正常供氧和生产;能够保证成品氧气储存罐的氧气纯度始终处于达标状态;更直观更准确的进行观测成品氧气储存罐和火烧板机,而不受氧气工艺缓冲
罐缓冲作用的影响。
附图说明
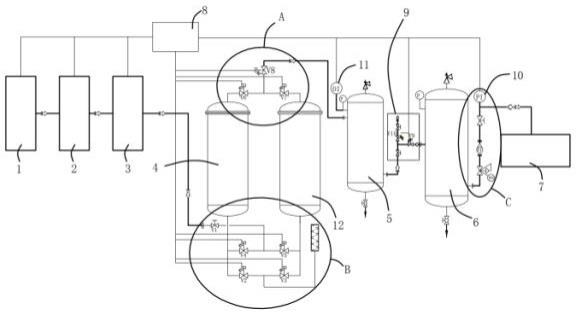
13.图1为本实用新型提供的配套火烧板机的制氧机的一种较佳实施例的结构原理图;
14.图2为图1所示的a部放大示意图;
15.图3为图1所示的b部放大示意图;
16.图4为图1所示的氧纯度不达标自动排气装置的结构原理图;
17.图5为图1所示的c部放大示意图。
18.图中标号:1、空气压缩机,2、空气净化装置,3、空气缓冲装置,4、第一psa制氧吸附塔,5、氧气工艺缓冲罐,6、成品氧储存罐,7、火烧板机,8、plc模块,9、氧纯度不达标自动排气装置,10、压力传感器,11、氧纯度监测仪,12、第二psa制氧吸附塔。
具体实施方式
19.下面结合附图和实施方式对本实用新型作进一步说明。
20.请结合参阅图1、图2、图3、图4和图5,其中,图1为本实用新型提供的配套火烧板机的制氧机的一种较佳实施例的结构原理图;图2为图1所示的a部放大示意图;图3为图1所示的b部放大示意图;图4为图1所示的氧纯度不达标自动排气装置的结构原理图;图5为图1所示的c部放大示意图。配套火烧板机的制氧机,在第一psa制氧吸附塔4和第二psa制氧吸附塔12两只psa制氧吸附塔4和氧气工艺缓冲罐5之间增加一只气动切断阀v8,在设备首次开机或者长时间停机后,由于psa制氧吸附塔4已经不处于激活状态(内部大部分空间已经被大气中的空气占据),所以开机的前段周期,将v8关闭,不往氧气工艺罐5里送入气体,当运行2-3个周期后,第一psa制氧吸附塔4和第二psa制氧吸附塔12得到充分激活,进入工作状态,则打开v8,生产氧气。此工艺将开机产出达标的氧气时间缩短了70%,此过程由plc模块8自动完成;在激活的过程中,由于没有生产出氧气,所以本系统中加入了一个成品氧气储存罐6,成品氧气储存罐6的容积大小计算根据激活时间和所需氧气量来决定,以保证后端火烧板机7在此过程中能正常供氧和生产。
21.为了保证成品氧气储存罐6内的氧气纯度,在前端配有氧纯度不达标自动排气装置9,氧纯度监测仪11实时在线监测氧纯度值,当氧纯度值低于预设值时,表明氧纯度不达标,将关闭v9打开v10,将不达标氧气排入安全大气中,不进入后端;当氧纯度高于预设值时,表明氧纯度达标,将打开v9关闭v10,将达标的氧气送入成品氧气储存罐6,此工艺,保证了成品氧气储存罐6的氧气纯度始终处于达标状态。此过程由plc模块8自动完成。
22.火烧板机7对氧气的纯度、流量、压力三个参数,要求瞬时值稳定,所以此工艺将流量计fi、调压阀pcv放置在成品氧气储存罐6和火烧板机7之间,更直观更准确的进行观测,而不受氧气工艺缓冲罐5缓冲作用的影响。
23.在成品氧气储存罐6和火烧板机7之间,增加了压力传感器pi10,实时监测压力值,当用户端的火烧板机7停止工作时,压力传感器10采集值上升,plc模块8自动停机以节省能耗,当压力传感器10采集值下降,plc模块8自动开机,恢复供氧。
24.与相关技术相比较,本实用新型提供的配套火烧板机的制氧机具有如下有益效
果:
25.本实用新型提供一种配套火烧板机的制氧机,能够将开机产出达标的氧气时间缩短;能够根据成品氧气储存罐6的容积大小计算根据激活时间和所需氧气量来决定,以保证后端火烧板机7在此过程中能正常供氧和生产;能够保证成品氧气储存罐6的氧气纯度始终处于达标状态;更直观更准确的进行观测成品氧气储存罐6和火烧板机7,而不受氧气工艺缓冲罐5缓冲作用的影响。
26.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种配套火烧板机的制氧机,其特征在于,包括:空气压缩机、空气净化装置和空气缓冲装置,所述空气压缩机、所述空气净化装置和所述空气缓冲装置依次相连接,所述空气缓冲装置连接有第一psa制氧吸附塔,所述第一psa制氧吸附塔与第二psa制氧吸附塔相连接并连接有氧气工艺缓冲罐,所述氧气工艺缓冲罐连接有氧纯度不达标自动排气装置,所述氧纯度不达标自动排气装置连接有成品氧储存罐,所述成品氧储存罐连接有火烧板机,所述氧气工艺缓冲罐上连接有氧纯度监测仪,所述氧纯度监测仪连接有plc模块。2.根据权利要求1所述的配套火烧板机的制氧机,其特征在于,所述plc模块与所述空气压缩机、所述空气净化装置、所述空气缓冲装置、第一psa制氧吸附塔、氧纯度不达标自动排气装置和第二psa制氧吸附塔相连接。3.根据权利要求1所述的配套火烧板机的制氧机,其特征在于,所述火烧板机与所述成品氧储存罐之间设有压力传感器,所述压力传感器与所述plc模块相连接。4.根据权利要求1所述的配套火烧板机的制氧机,其特征在于,所述氧气工艺缓冲罐上设有气动切断阀v8,所述氧气工艺缓冲罐通过气动切断阀v8与所述第一psa制氧吸附塔和所述第二psa制氧吸附塔相连接。
技术总结
本实用新型提供一种配套火烧板机的制氧机。所述配套火烧板机的制氧机包括空气压缩机、空气净化装置和空气缓冲装置,所述空气压缩机、所述空气净化装置和所述空气缓冲装置依次相连接,所述空气缓冲装置连接有第一PSA制氧吸附塔,所述第一PSA制氧吸附塔与第二PSA制氧吸附塔相连接并连接有氧气工艺缓冲罐,所述氧气工艺缓冲罐连接有氧纯度不达标自动排气装置,所述氧纯度不达标自动排气装置连接有成品氧储存罐,所述成品氧储存罐连接有火烧板机,所述氧气工艺缓冲罐上连接有氧纯度监测仪。本实用新型提供的配套火烧板机的制氧机具有缩短开机产出达标的氧气的时间、能够成品氧气储存罐和火烧板机进行实时监测压力值的优点。点。点。
技术研发人员:钟志文 喻华祥
受保护的技术使用者:杭州集空机电设备有限公司
技术研发日:2021.04.26
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1