一种陶瓷烧结件、制备方法及瓶口阀组件与流程
1.本公开涉及瓶口阀技术领域,尤其涉及一种陶瓷烧结件、制备方法及瓶口阀组件。
背景技术:
2.瓶口阀作为高压储氢瓶关键部件,功能高度集中,包括降压稳压、高可靠密封性、温度压力实时监测、快速加氢、自动手动泄压等,一般在瓶口阀在高压氢气瓶内会内置开关电磁铁和ntc温度探头,故需要在瓶口阀中内置与开关电磁铁以及ntc温度探头相连的导电pin针;在发明人知晓的相关技术中,多采用塑封的方式对pin针进行固定,以实现固定部位的绝缘和密封,然而发明人发现上述采用塑封的方式,塑封使用耐久性差,容易损坏,寿命较低;公开于该背景技术部分的信息仅仅旨在加深对本公开总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成本领域技术人员所公知的现有技术。
技术实现要素:
3.鉴于以上技术问题中的至少一项,本公开提供了一种陶瓷烧结件、制备方法及瓶口阀组件,采用陶瓷烧结工艺实现pin针的陶瓷封装,以提高pin针使用的可靠性和稳定性。
4.根据本公开的第一方面,提供一种陶瓷烧结件包括:陶瓷壳体,所述陶瓷壳体呈筒状,所述陶瓷壳体沿其轴向两端开通设置;陶瓷件,封装于所述陶瓷壳体内部,且将所述陶瓷壳体的两端封死;pin针,沿所述陶瓷壳体的轴向贯穿所述陶瓷件固定;其中,所述pin针为导电材质,所述陶瓷件经烧结固定密封固定在所述陶瓷壳体内,所述pin针经二次烧结密封固定于所述陶瓷件内。
5.在本公开的一些实施例中,所述陶瓷件的材料与所述pin针材料的膨胀系数一致。
6.在本公开的一些实施例中,所述pin针采用低温烧结或者还原气氛炉烧结成型。
7.根据本公开的第二方面,提高了一种上述第一方面任一项所述的陶瓷烧结件的制备方法,包括以下步骤:制备陶瓷壳体;在陶瓷壳体内烧结成型陶瓷件,并预留孔位;将pin针穿过预留的孔位内,并进行第二次烧结,实现pin针在所述陶瓷件内的封装。
8.在本公开的一些实施例中,,在进行所述第二次烧结时,采用低温烧结或者还原气氛烧结。
9.在本公开的一些实施例中,在进行所述第二次烧结时,所述陶瓷件材料的膨胀系数与所述pin针材质的膨胀系数一致。
10.根据本公开的第三方面,提供了一种瓶口阀组件,包括:
阀体,所述阀体与储气瓶密封连接,所述阀体具有与储气瓶内部连通的第一通道;如第一方面任一项所述的陶瓷烧结件,所述陶瓷烧结件固定于所述第一通道内,且所述陶瓷烧结件与所述第一通道之间具有密封件,所述密封件用于所述陶瓷烧结件与所述第一通道之间的密封;连接线,固定在所述阀体上的所述第一通道上,并且与所述陶瓷烧结件上的pin针连接,所述pin针的另一端与内部电子元件连接。
11.在本公开的一些实施例中,还包括护套管,所述护套管与所述第一通道连接,所述护套管内具有温度探头,所述温度探头与所述pin针电连接。
12.在本公开的一些实施例中,所述阀体上还具有与储气瓶内部连通的第二通道,所述阀体上还具有与所述第二通道连通的排气口,所述排气口与外界连通,所述第二通道内具有安全阀组件,所述安全阀组件包括:胶垫,用于将第二通道与排气口密封;阀芯,在所述第二通道内可移动设置,底部与所述胶垫连接;第一弹簧,套设在所述阀芯上,且一端与所述阀芯连接;阀座,套设在所述阀芯上,并且沿所述第一通道的方向可移动设置,且所述阀座与所述第一弹簧的另一端连接;易熔合金,浇筑在所述阀座上成型;阀盖,固定在所述阀体上;其中,所述易熔合金在达到设定温度后熔化,所述阀座在所述第一弹簧的作用下朝向阀盖的方向移动,所述阀芯在压力作用下上升,使得安全阀打开,气体通过所述第二通道经排气口排出。
13.在本公开的一些实施例中,所述阀体上还具有第三通道、手动阀和电磁铁组件,其中:所述阀体上还具有与所述第三通道连通的出气口,所述出气口与外界连通;所述手动阀包括用于将所述第三通道与出气口阻断的密封垫,以及与所述密封垫连接的调节螺杆,当转动所述调节螺杆时,所述出气口打开;所述电磁铁组件包括:外壳,所述外壳与所述阀体底部的第三通道入口密封连接,所述外壳内具有与所述第三通道连通的进气通道,所述外壳上还具有与所述进气通道连通的进气口;动铁芯,在所述进气通道内可移动设置,当所述动铁芯移动至离开所述进气口位置时,所述进气口与所述第三通道连通,当所述动铁芯移动至覆盖所述进气口位置时,所述进气口与所述第三通道被阻断;静铁芯,固定在所述外壳内的底部,且与所述动铁芯相对设置;第二弹簧,设置在所述动铁芯和静铁芯之间;线圈,围绕所述静铁芯和动铁芯设置,所述线圈与所述pin针连接;其中,所述线圈得电时,所述动铁芯在磁吸力的作用下靠近所述静铁芯,以实现所述进气口与所述第三通道的连通,所述线圈断电时,所述动铁芯在所述第二弹簧的作用下复位。
14.本公开的有益效果为:本公开通过采用陶瓷壳体,并且在陶瓷壳体内通过二次烧
结固定pin针的结构方式,与相关技术相比,陶瓷材质的硬度更高,耐磨耐腐蚀耐高温性能更强,而且上述结构简单,方便加工成本低,而且陶瓷件在氢气瓶中不会产生氢脆,提高了烧结件的使用寿命。
附图说明
15.为了更清楚地说明本公开实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本公开中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
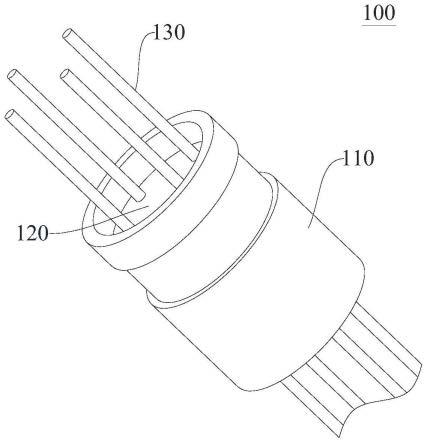
16.图1为本公开实施例中陶瓷烧结件的立体结构示意图;图2为本公开实施例中陶瓷烧结件的剖视图;图3为本公开实施例中陶瓷件的主视图;图4为本公开实施例中图3中的a-a向剖视图;图5为本公开实施例中陶瓷烧结件的制备方法流程图;图6为本公开实施例中瓶口阀组件的结构示意图;图7为本公开实施例中瓶口阀组件的剖视图;图8为本公开实施例中图7中的b处局部放大图;图9为本公开实施例中安全阀处的阀体剖视图;图10为本公开实施例中安全阀的结构示意图;图11为本公开实施例中手动阀处的剖视图;图12为本公开实施例中电磁铁组件的剖视结构示意图。
具体实施方式
17.下面将结合本公开实施例中的附图,对本公开实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。
18.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
19.除非另有定义,本文所使用的所有的技术和科学术语与属于本公开的技术领域的技术人员通常理解的含义相同。在本公开的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本公开。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
20.在本公开实施例中,发明人发现塑封的热膨胀系数与pin针不匹配,会导致内应力的产生,从而在高温下产生变形,而且抗腐蚀性能以及稳定性均不够;为了解决上述问题,发明发现,若采用金属封装,则容易导致氢脆的现象,从而导致在应力的作用下产生延迟断裂现象;为此,发明人选用较金属而言硬度更高,耐磨,耐腐蚀,耐高温的陶瓷材质,在使用陶瓷材料封装pin针时,相关技术中多采用在陶瓷表面做金属化,一般金属化层为钼锰层,然后与金属通过银铜焊料烧在一起,然而这类工艺难度较大,成本较高;在本公开实施例
中,发明人采用陶瓷封装二次烧结工艺,降低了工艺难度和成本,在本公开的以下部分,对该烧结件以及应用该烧结件的瓶口阀组件进行详细介绍;这里需要指出的是,本公开实施例中以氢气瓶为例进行介绍,并不视为对本公开中陶瓷烧结件的应用环境的具体限制,本领域技术人员在本发明构思的基础上将上述结构应用于其他气体瓶或者应用于其他阀体上时,依然落入至本公开的保护范围内;如图1至图3所示的陶瓷烧结件100,包括陶瓷壳体110、陶瓷件120和pin针130,其中:陶瓷壳体110为通用标准件,在本公开实施例中陶瓷壳体110批量制作,如图1中所示,陶瓷壳体110呈筒状,陶瓷壳体110沿其轴向两端开通设置;在制作时,在陶瓷壳体110的表面设置有密封槽,用于陶瓷壳体110在安装环境中密封安装,需保证密封槽处表面的光滑平整;陶瓷件120封装于陶瓷壳体110内部,且将陶瓷壳体110的两端封死,在本公开实施例中,陶瓷件120通过烧结在陶瓷壳体110内成型,在具体制作时,可通过模具将粉末加入至陶瓷壳体110内使之成为固定的形状,然后再通过烧结使得粉末在加热到一定温度后收缩,并且在低于物质熔点的温度下变成致密、坚硬的烧结体;在本公开实施例中,在陶瓷件120在陶瓷壳体110内烧结成型后,再通过二次烧结的方式,将pin沿陶瓷壳体110的轴向贯穿陶瓷件120固定;具体可以是在烧结陶瓷体的过程中,首先预留孔位,然后将pin针130穿过预留的孔位后,通过玻粉熔融的方式将pin针130与孔位填满,再进行二次烧结,最终实现pin针130与陶瓷件120之间的固定;在本公开实施例中,pin针130为导电材质,用于电信号的连通,在本公开实施例中可以是固定在瓶口阀内部的温度探头410或者电磁线圈750等其他电子元器件,从而将pin针130与内部的温度探头410或者电磁线圈750相连后,使之能够按照控制器的要求执行相关加电、断电动作以及输出相应的温度参数值;通过上述方式的设置,一方面,结构简单,加工难度低,并且与塑封相比,使用耐久性大大加强;在上述实施方式中,通过采用陶瓷壳体110,并且在陶瓷壳体110内通过二次烧结固定pin针130的结构方式,陶瓷材质的硬度更高,耐磨耐腐蚀耐高温性能更强,而且上述结构简单,方便加工成本低,而且陶瓷件120在氢气瓶中不会产生氢脆,提高了烧结件的使用寿命。
21.在本公开实施例中,陶瓷烧结件100最重要的性能之一就是其气密性,因为要保证气瓶无泄漏还要求气瓶内部氢气与外部的空气隔绝开,并且一般氢气瓶的压力较大,例如通常乘用车配备的储氢瓶的标准公称压力为70mpa,货车或客车配备的储氢瓶的标准公称压力为35mpa,而在氢气燃料电池系统系统的正常工作压力通常小于1mpa,所以对气密性的要求十分高,在本公开实施例中,为了保证烧结件的密封性能,在具体进行烧结时,要求陶瓷件120的材料与pin针130材料的膨胀系数一致,因为采用膨胀系数一致的材料进行烧结,就会减少后期在受热后由于pin针130与陶瓷件120膨胀系数不一致造成的间隙开裂等问题,从而从根本上提高了烧结件的使用耐久性;在本公开实施例中,pin针130采用304钢材,膨胀系数为115-118,陶瓷件120采用的混合材料主要由b硼-si硅-al铝-zn锌-li锂等组成,通过调配好混合材料的混合比例,使得混合材料的膨胀系数与pin针130的膨胀系数一致;最终达到成型烧结件的通气测试压力为350公斤不泄露的技术效果;
在本公开实施例中,为了不对原先成型的陶瓷件120造成影响,在对pin针130进行封装时,采用低温或者还原气氛炉烧结的方式进行成型,具体的本公开实施例中所指的低温烧结的温度在850-875摄氏度范围;还原气氛炉是指在500摄氏度以上至止火温度,窑道内控制还原气氛;在本公开实施例中,根据烧成的陶瓷品种的不同,调节气氛浓度和气氛曲线,使得pin针130与陶瓷件120烧结在一起。
22.在本公开实施例中,还提供了上述陶瓷件120烧结体的制备方法,如图5中所示,包括以下步骤:s10:制备陶瓷壳体110;同样需要指出的是,在本公开实施例中,陶瓷壳体110的制作相对简单,可以批量加工制造;具体通过模具将混合材料进行烧结即可实现;s20:在陶瓷壳体110内烧结成型陶瓷件120,并预留孔位;在本公开实施例中,陶瓷件120的成型需要在陶瓷壳体110内通过模具首先挤压成稳定的形态,然后进行烧结,在具体烧结过程中,造孔的方式有很多种,例如添加剂造孔法、有机泡沫浸渍法、以及发泡工艺等等,如图3和图4中所示,为成型后的陶瓷件120的结构示意图;s30:将pin针130穿过预留的孔位内,并进行第二次烧结,实现pin针130在陶瓷件120内的封装。这里需要指出的是,在本公开实施例中,在进行二次烧结时,采用混合材料填充pin针130与预留孔位之间的间隙,并通过二次烧结的方式使得pin针130与陶瓷件120熔融结合在一起,并在成型后,需要进行压力测试,以保证其密封耐压性能。
23.在上述实施例的基础上,在对pin针130与陶瓷件120的烧结时,采用低温烧结或者还原气氛烧结,而且为了保证烧结件的耐用性,在本公开实施例中,在进行第二次烧结时,陶瓷件120材料的膨胀系数与pin针130材质的膨胀系数一致。该部分内容在上述烧结件结构描述中已经做了详细说明,本领域技术人员可结合上文进行理解,这里不再进行赘述。
24.在本公开实施例中,对上述陶瓷烧结件100的应用还做了示例性介绍,如图6至图8中所示的瓶口阀组件,包括阀体200、陶瓷烧结件100和连接线300,其中:如图6中所示,在本公开实施例中,阀体200与储气瓶密封连接,阀体200具有与储气瓶内部连通的第一通道210;在本公开实施例中,阀体200与储气瓶的密封连接通过螺纹配合以及密封圈实现,在本公开的其他实施方式中,可以是通过密封件211以及紧固件的方式实现阀体200与储气瓶的密封连接;第一通道210的作用在于将陶瓷烧结件100的pin针130与外界连通,在具体连接时,可以先将连接线300穿过第一通道210,然后通过压接的方式与pin针130进行连接,接着再将陶瓷烧结件100一并固定在第一通道210内,在本公开实施例中,为了提高陶瓷烧结件100固定的可靠性,第一通道210采用台阶型结构;这里的陶瓷烧结件100即为上文中介绍的陶瓷烧结件100,具体如图7和图8中所示,陶瓷烧结件100固定于第一通道210内,且陶瓷烧结件100与第一通道210之间具有密封件211,密封件211用于陶瓷烧结件100与第一通道210之间的密封;在本公开实施例中,密封件211为o型密封件211或者与陶瓷壳体110上的密封槽贴合的扁圈结构,或者如图8中所示二者均设置在密封槽中;通过上述结构的设置,由于陶瓷烧结件100本身的气密性及耐压强度达到要求,故通过密封件211的使用,使得第一通道210被密封,避免氢气通过第一通道210内泄露,该种安装固定形式不仅节省外部空间占用,而且密封性以及陶瓷烧结件100的整体耐久性、耐腐蚀性和耐高温性能均得以提升;请继续参照图6,在本公开实施例中,连接线300固定在阀体200上的第一通道210
上,并且与陶瓷烧结件100上的pin针130连接,在本公开实施例中,连接线300的另一端为德驰插头,用于与控制器连接;这里需要指出的是,在本公开实施例中,pin针130的另一端与内部电子元件连接,这里的内部电子元件并不仅限于温度探头410或者线圈750,也可以是其他的传感器或者探头;为了保证连接可靠性,在本公开实施例中,pin的内侧一端与温度探头410通过焊接固定连接;在本公开实施例中,由于需要对氢气瓶内的温度进行监测,需设置温度探头410,现将温度探头410的固定方式做详细介绍,如图9中所示,在本公开实施例中,还包括护套管400,护套管400与第一通道210连接,护套管400内具有温度探头410,温度探头410与pin针130电连接。这里需要指出的是,在本公开实施例中,pin针130设置有多个,分别与温度探头410以及线圈750进行连接。
25.关于本公开实施例中的阀体200,包括安全阀组件500和手动阀600两种类型,下面作详细介绍;如图9和图10中所示,在本公开的一些实施例中,阀体200上还具有与储气瓶内部连通的第二通道220,阀体200上还具有与第二通道220连通的排气口220a,排气口220a与外界连通,第二通道220内具有安全阀组件500,安全阀组件500包括:胶垫510,用于将第二通道220与排气口220a密封;如图9中所示,胶垫510的底部与所述第二通道220中较细的部分顶部接触,这样,在胶垫510受到下压力的作用时,可以保证第二通道220的关闭;阀芯520,在第二通道220内可移动设置,底部与胶垫510连接;这里的连接可以是如图9中所示,在阀芯520底部开设容纳胶垫510的槽;第一弹簧530,套设在阀芯520上,且一端与阀芯520连接;这里的第一弹簧530可以是碟簧;阀座540,套设在阀芯520上,并且沿第一通道210的方向可移动设置,且阀座540与第一弹簧530的另一端连接;易熔合金550,浇筑在阀座540上成型;这里的易熔合金550在本公开实施例中选用铋锡合金,其熔点为110摄氏度,当阀体200的温度到达110摄氏度时,易熔合金550熔化,使得阀芯520移动,从而将安全阀打开;阀盖560,固定在阀体200上;在本公开实施例中,如图10中所示,易熔合金550和阀盖560之间还具有消声片,其上具有孔位,以降低安全阀打开时的噪音;其中,易熔合金550在达到设定温度后熔化,阀座540在第一弹簧530的作用下朝向阀盖560的方向移动,阀芯520在压力作用下上升,使得安全阀打开,气体通过第二通道220经排气口220a排出。
26.在上述实施方式中,通过安全阀的设置,可以在高温情况下自动将气体排出,以提高氢气瓶的安全性;当然这里需要指出的是,本公开其他实施例中,储气瓶内的气体除了氢气之外,也包括天然气等气体;关于手动阀600,如图11和图12中所示,在本公开实施例中,阀体200上还具有第三通道230、手动阀600和电磁铁组件700,其中:阀体200上还具有与第三通道230连通的出气口230a,出气口230a与外界连通;手动阀600包括用于将第三通道230与出气口230a阻断的密封垫610,以及与密封
垫610连接的调节螺杆620,当转动调节螺杆620时,出气口230a打开;在本公开实施例中,通过转动调节杆,可以升高调节杆底部的位置,从而使得用于阻挡第三通道230和出气口230a的密封垫610通气;在本公开实施例中,为了进一步提高手动阀600的安全性,通过电磁铁组件700在内部实现气路的通断,具体如图12中所示,电磁铁组件700包括:外壳710,外壳710与阀体200底部的第三通道230入口密封连接,外壳710内具有与第三通道230连通的进气通道,外壳710上还具有与进气通道连通的进气口710a;动铁芯720,在进气通道内可移动设置,当动铁芯720移动至离开进气口710a位置时,进气口710a与第三通道230连通,当动铁芯720移动至覆盖进气口710a位置时,进气口710a与第三通道230被阻断;静铁芯730,固定在外壳710内的底部,且与动铁芯720相对设置;第二弹簧740,设置在动铁芯720和静铁芯730之间;线圈750,围绕静铁芯730和动铁芯720设置,线圈750与pin针130连接;其中,线圈750得电时,动铁芯720在磁吸力的作用下靠近静铁芯730,以实现进气口710a与第三通道230的连通,线圈750断电时,动铁芯720在第二弹簧740的作用下复位。
27.通过上述设置,使得线圈750通电吸合时,气路连通,然后进一步通过调节杆的转动实现流量的调节。
28.本行业的技术人员应该了解,本公开不受上述实施例的限制,上述实施例和说明书中描述的只是说明本公开的原理,在不脱离本公开精神和范围的前提下,本公开还会有各种变化和改进,这些变化和改进都落入要求保护的本公开范围内。本公开要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1