一种3D打印具有血管网络结构陶瓷材料的方法与流程
一种3d打印具有血管网络结构陶瓷材料的方法
技术领域
1.本发明涉及3d打印技术领域,尤其涉及一种3d打印具有血管网络结构陶瓷材料的方法。
背景技术:
2.近年来,由于3d打印(增材制造)方法的灵活性,用其打印生物陶瓷骨支架治疗和修复骨缺损的方法受到了广泛的关注。现有生物陶瓷支架材料在人体内形成血管网络速度较慢,此外3d打印技术虽然也可以构建血管网络孔隙,但由于生物陶瓷烧结后的收缩率较大,往往不能进行准确地预测需要构建的孔隙尺寸,从而导致了最终烧结后获得的血管网络的孔径尺寸与预期存在较大的差异,因此,现有3d打印技术制备的生物陶瓷材料存在血管网络的血管孔径不可控的问题。
3.上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现要素:
4.本发明的主要目的在于提供一种3d打印具有血管网络结构陶瓷材料的方法,旨在解决生物陶瓷材料中血管网络的血管孔径不可控的技术问题。
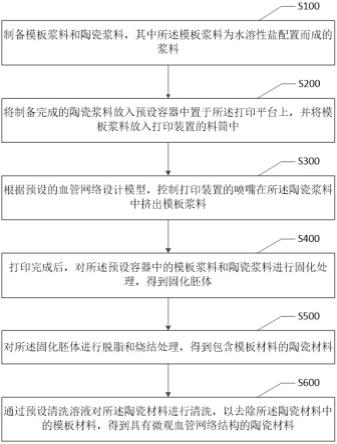
5.为实现上述目的,本发明提供一种3d打印具有血管网络结构陶瓷材料的方法,应用于3d打印设备,所述3d打印设备包括打印装置和打印平台,该方法包括以下步骤:制备模板浆料和陶瓷浆料,其中所述模板浆料为可溶性材料配置而成的浆料;将制备完成的陶瓷浆料放入预设容器中置于所述打印平台上,并将模板浆料放入打印装置的料筒中;根据预设的血管网络设计模型,控制打印装置的喷嘴在所述陶瓷浆料中挤出模板浆料;打印完成后,对所述预设容器中的模板浆料和陶瓷浆料进行固化处理,得到固化胚体;对所述固化胚体进行脱脂和烧结处理,得到包含模板材料的陶瓷材料;通过预设清洗溶液对所述陶瓷材料进行清洗,以去除所述陶瓷材料中的模板材料,得到具有血管网络结构的陶瓷材料。
6.可选地,所述可溶性材料为氯化钠、糖、硫酸锶、碳化钡、氯化钾、碳酸钾及硫酸钙中的一种或多种。
7.可选地,所述陶瓷浆料为羟基磷灰石浆料、磷酸钙浆料、硅酸钙浆料、硫酸钙浆料、氧化钛浆料、氧化锆浆料、氧化铝浆料及生物玻璃浆料的一种或多种。
8.可选地,所述打印装置的打印方式为墨水直写打印,其中所述喷嘴为i形或l型,所述喷嘴的喷嘴头的形状为圆形、椭圆、橄榄球形、v形、l形及正方形中的一种。
9.可选地,所述固化处理的固化方式为光固化、放射线固化、热固化、离子交联固化、
酶交联固化、共价交联固化、冷冻干燥固化、加热干燥固化、风干固化方式中的一种或多种。
10.可选地,所述固化方式根据所述陶瓷浆料和所述模板浆料的基体溶液确定。
11.可选地,所述脱脂和烧结处理的工艺根据所述陶瓷浆料的种类确定。
12.可选地,所述预设清洗溶液为中性溶液、酸性溶液或碱性溶液,所述通过预设清洗溶液对所述陶瓷材料进行清洗,以去除所述陶瓷材料中的模板材料,得到具有血管网络结构的陶瓷材料的步骤包括:将所述陶瓷材料放入所述中性溶液、酸性溶液或碱性溶液中浸泡或冲洗,以使所述陶瓷材料中的模板材料在浸泡或冲洗过程中溶解,从而形成具有血管网络结构的陶瓷材料。
13.可选地,所述中性溶液、酸性溶液或碱性溶液与所述陶瓷材料不发生反应。
14.可选地,所述血管网络结构的血管孔径通过所述打印装置的喷嘴尺寸、打印速率、挤出量以及所述血管网络设计模型进行控制。
15.本发明提出的一种3d打印具有血管网络结构陶瓷材料的方法,通过制备模板浆料和陶瓷浆料,其中所述模板浆料为可溶性材料配置而成的浆料;将制备完成的陶瓷浆料放入预设容器中置于所述打印平台上,并将模板浆料放入打印装置的料筒中,以完成打印前的准备工作。然后根据预设的血管网络设计模型,控制打印装置的喷嘴在所述陶瓷浆料中挤出模板浆料,从而一方面由于陶瓷浆料的支撑作用,则可以保证模板浆料在构建所述血管网络结构的过程中不会发生变形和沉降,另一方面由于血管网络结构是由模板浆料构建的,而非直接打印的孔隙,因此模板浆料可以避免血管网络结构在烧结之前出现坍塌或收缩,从而保证所述血管网络结构的准确性。打印完成后,对所述预设容器中的模板浆料和陶瓷浆料进行固化处理,得到固化胚体,对所述固化胚体进行脱脂和烧结处理,得到包含模板材料的陶瓷材料,在脱脂烧结过程中,由于在血管网络结构中存在模板材料,因此避免在烧结过程中陶瓷材料的收缩影响血管网络结构的准确性。最后通过预设清洗溶液对所述陶瓷材料进行清洗,以去除所述陶瓷材料中的模板材料,得到具有血管网络结构的陶瓷材料。因此,本发明能够制备内部具有血管网络结构的陶瓷材料,并且由于模板材料的存在可限制在烧结过程中血管网络结构的孔隙出现收缩,从而保证了血管网络结构的准确性,实现了血管网络结构的孔隙尺寸的可控性。
附图说明
16.图1为本发明3d打印具有血管网络结构陶瓷材料的方法一实施例的流程示意图;图2为本发明3d打印具有血管网络结构陶瓷材料的方法的一场景示意图;图3为本发明3d打印具有血管网络结构陶瓷材料的方法的另一场景示意图;图4为本发明涉及的具有血管网络结构陶瓷材料的结构示意图。
17.本技术目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。这些附图和文字描述并不是为了通过任何方式限制本技术构思的范围,而是通过参考特定实施例为本领域技术人员说明本技术的概念。
具体实施方式
18.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
19.近年来,由于3d打印方法的灵活性,用其打印生物陶瓷骨支架治疗和修复骨缺损的方法受到了广泛的关注。骨组织修复过程中需要在支架内部形成血管网络来为细胞迁移、增殖和分化提供营养和氧气,从而实现组织再生。因此,组织工程血管化是实现骨组织再生的首要前提。然而,生物陶瓷支架在植入体内后,往往需要较长的时间才能形成血管网络,容易使得组织内部细胞因长时间缺乏营养而死亡,影响组织再生效果。同时,虽然3d打印方法可构建血管网络孔隙,但生物陶瓷烧结后的收缩率较大,往往不能进行准确的预测,从而导致了血管网络孔径尺寸不一,影响支架材料血管化进程。因此,模拟设计人体组织微血管网络,并利用3d打印方法打印出血管孔径可控的生物陶瓷支架材料具有重要意义。
20.参照图1,图1为本发明3d打印具有血管网络结构陶瓷材料的方法第一实施例的流程示意图。
21.本发明第一实施例提供了一种3d打印具有血管网络结构陶瓷材料的方法,应用于3d打印设备,所述3d打印设备包括打印装置和打印平台,该方法包括以下步骤:步骤s100,制备模板浆料和陶瓷浆料,其中所述模板浆料为可溶性材料配置而成的浆料;具体地,制备模板浆料:可以通过称取一定质量的可溶性材料和第一基体溶液,在一定的工艺条件下(例如适宜的温度、压力等),通过搅拌、球磨、过滤等操作,使得可溶性材料与所述第一基体溶液混合均匀,从而制备得到用于挤出打印的模板浆料。其中所述可溶性材料为可溶于中性溶液(如水、中性无机盐溶液或中性有机溶液)、酸性溶液(如硫酸、盐酸、硝酸、碳酸、氯化铵、乙酸等酸性无机或有机溶液)或碱性溶液(如氢氧化钙、氢氧化钠、氢氧化钡、氨水、甲醇钠等碱性无机或有机溶液)的材料或者经烧结后可溶于上述溶液的材料。更进一步地,所述可溶性材料还可以是在脱脂和烧结处理的温度下不会发生反应(物理反应和/或化学反应)或不会完全反应(即反应后的产物不是液体和/或气体)的材料,从而能够在整个烧结过程中均对模板浆料构建的血管网络结构具有支撑作用,而不会使得所述血管网络结构产生收缩变形,提高了最终获得的具有血管网络结构陶瓷材料中血管网络结构的准确性。所述第一基体溶液可以是无机溶液(如水、无机盐溶液、酸溶液、碱溶液等)或有机溶液(如乙醇溶液、聚丙烯酸酯溶液、聚乙烯醇溶液等)中一种或多种混合而成的溶液。
22.制备陶瓷浆料:可以通过称取一定质量的陶瓷浆料原料和第二基体溶液,在一定的工艺条件下(例如适宜的温度、压力等),通过搅拌、球磨、过滤等操作,使得陶瓷浆料原料与所述第二基体溶液混合均匀,从而制备得到用于支撑模板浆料的结构的陶瓷浆料。其中,陶瓷浆料原料可以是羟基磷灰石、磷酸钙、硅酸钙、硫酸钙、氧化钛、氧化锆、氧化铝及生物玻璃等材料中的一种或多种。可以理解的是,所述陶瓷浆料原料还可以包括用于改善浆料性能的助剂,例如触变剂,分散剂,增稠剂,流平剂等。所述第二基体溶液可以是无机溶液(如水、无机盐溶液、酸溶液、碱溶液等)或有机溶液(如乙醇溶液、聚丙烯酸酯溶液、聚乙烯醇溶液等)中一种或多种混合而成的溶液,所述第二基体溶液与第一基体溶液可以是相同的溶液,也可以是不同的溶液。
23.更进一步地,所述陶瓷浆料为羟基磷灰石浆料、磷酸钙浆料、硅酸钙浆料、硫酸钙浆料、氧化钛浆料、氧化锆浆料、氧化铝浆料及生物玻璃浆料的一种或多种。用户可以根据具体的陶瓷材料制备需求,配置对应的陶瓷浆料,用于支撑所述模板浆料,并在烧结后得到对应的陶瓷材料。本实施例中,所述陶瓷浆料能够对所述模板浆料起到支撑作用,从而可以
避免在打印过程中,挤出的模板浆料在所述陶瓷浆料中发生沉降,导致出现打印失败的情况。其中,所述陶瓷浆料的密度可以大于或等于所述模板浆料的密度,从而更好地对所述模板浆料进行支撑。当然,可以理解的是,由于陶瓷浆料的粘度通常较大,因此,即使陶瓷浆料的密度小于所述模板浆料的密度也不会导致模板浆料在短时间内发生沉降。
24.此外,在所述模板浆料与陶瓷浆料的制备完成后,还可以对所述模板浆料与陶瓷浆料进行消泡处理,所述消泡处理包括但不限于抽真空、离心和震荡中的一种或多种。从而减少所述模板浆料与所述陶瓷浆料中的气泡,以避免最终烧结得到的陶瓷材料中存在气孔与空缺,影响所述陶瓷材料的性能。
25.可以理解的是,所述制备模板浆料的步骤以及所述制备陶瓷浆料的步骤各自独立,可以同时进行,也可以先后进行,本实施例对此不加以限制,本实施例对所述制备模板浆料的步骤以及所述制备陶瓷浆料的步骤的先后顺序也不加以限制。
26.步骤s200,将制备完成的陶瓷浆料放入预设容器中置于所述打印平台上,并将模板浆料放入打印装置的料筒中;具体地,本实施例应用于3d打印设备,所述3d打印设备包括打印装置和打印平台,所述打印平台用于承载所述预设容器,所述打印装置包括料筒和喷嘴,所述料筒用于容纳所述模板浆料,所述喷嘴与所述料筒相连接,用于挤出所述料筒中的模板浆料。所述预设容器可以是规则形状(如正方体、长方体、圆柱体等)的容器,也可以是特定的不规则形状(如部分或全部的肋骨、尺骨、膝盖骨、胫骨等骨骼形状等)的容器。所述预设容器的材质可以是有机材料(如聚氯乙烯、增强聚丙烯、氯化聚乙烯、聚四氟乙烯等)、无机材料(金属、陶瓷、玻璃等)或有机材料和无机材料复合而成的复合材料。将制备完成的陶瓷浆料放入预设容器中,然后将所述预设容器置于所述打印平台上,可以理解的是,也可以先将所述预设容器安置在打印平台上,再将所述陶瓷浆料放入所述预设容器中。然后将模板浆料放入打印装置的料筒中,以完成打印所需浆料的装填。
27.步骤s300,根据预设的血管网络设计模型,控制打印装置的喷嘴在所述陶瓷浆料中挤出模板浆料;具体地,所述预设的血管网络设计模型可以用户根据对于血管网络的具体需求设计构建的模型。从而可以具体需求灵活设计所述血管网络结构,提高打印获得的陶瓷材料的适用性。参照图2,图2为本发明3d打印具有血管网络结构陶瓷材料的方法的一场景示意图。将预设的血管网络设计模型导入3d打印设备后,可以生成对应的打印路径,以使3d打印设备根据所述打印路径控制打印装置的喷嘴20在所述陶瓷浆料30中进行移动,并挤出打印装置的料筒10中容纳的模板浆料40,以在所述陶瓷浆料30中用模板材料40构建出所述血管网络设计模型对应的血管网络结构。由于陶瓷浆料30的支撑作用,则可以保证模板浆料40构建的所述血管网络结构不会发生变形和沉降,保证了打印的所述血管网络结构的准确性。同时,相对于直接打印孔隙构建血管网络结构的方式,由于血管网络结构是由模板浆料构建的,因此,模板浆料可以避免血管网络结构在烧结之前便出现坍塌或收缩,从而进一步保证所述血管网络结构的准确性。
28.更进一步地,所述打印装置的打印方式为墨水直写打印,其中所述喷嘴为i形或l型,所述喷嘴的喷嘴头的形状为圆形、椭圆、橄榄球形、v形、l形及正方形中的一种。
29.具体地,墨水直写打印为挤出式3d打印技术中的一种打印方式,可以通过不断挤
出墨水(即所述模板浆料)然后使其堆叠固化,从而实现对三维结构的构造。所述喷嘴为i形或l型,所述喷嘴的喷嘴头的形状为圆形、椭圆、橄榄球形、v形、l形及正方形中的一种。用户可以根据具体需求选择对应的喷嘴和喷嘴头。
30.步骤s400,打印完成后,对所述预设容器中的模板浆料和陶瓷浆料进行固化处理,得到固化胚体;具体地,在控制打印装置的喷嘴在所述陶瓷浆料中打印出所述血管网络设计模型对应的血管网络结构后,则可以对所述预设容器中的模板浆料和陶瓷浆料进行固化处理,得到固化胚体。
31.更进一步地,所述固化处理的固化方式为光固化、放射线固化、热固化、离子交联固化、酶交联固化、共价交联固化、冷冻干燥固化、加热干燥固化、风干固化方式中的一种或多种。
32.更进一步地,所述固化方式根据所述陶瓷浆料和所述模板浆料的基体溶液确定。
33.具体地,可以根据所述陶瓷浆料和所述模板浆料的基体溶液确定对所述预设容器中的模板浆料和陶瓷浆料进行固化处理所采用的固化方式。例如,所述基体溶液为光固化树脂单体和/或其预聚物,则所述固化处理的固化方式为光固化。当所述陶瓷浆料所采用的第一基体溶液与所述模板浆料所采用的第二基体溶液相同时,则可以采用相同的固化方式进行固化处理,获得固化胚体;当所述陶瓷浆料所采用的第一基体溶液与所述模板浆料所采用的第二基体溶液不相同时,则可以根据所述陶瓷浆料和所述模板浆料的基体溶液的不同确定对应的固化方式分别进行固化处理,以获得固化胚体。
34.步骤s500,对所述固化胚体进行脱脂和烧结处理,得到包含模板材料的陶瓷材料;具体地,所述脱脂和烧结处理的工艺根据所述陶瓷浆料的种类确定。所述陶瓷材料为固化胚体经脱脂烧结后获得的材料,可以理解的是由于所述固化胚体中还存在固化后的模板浆料,因此在烧结后,所述陶瓷材料中还包含模板材料,其中所述模板材料为所述固化后的模板浆料经脱脂烧结后剩余的材料。脱脂是通过加热及其它物理方法将成型体(即所述固化胚体)内的有机粘结剂排除的工艺过程,如热脱脂、溶剂萃取脱脂、虹吸脱脂、催化脱脂、超临界萃取脱脂、微波脱脂以及水基萃取脱脂等,可以根据所述陶瓷浆料中的有机粘结剂种类不同,选用对应的脱脂工艺。以热脱脂工艺为例,可以设置升/降温速率、保护气氛、脱脂温度和脱脂时长等脱脂参数对所述固化胚体进行脱脂,使固化胚体中的有机粘结剂蒸发或热分解生成气体小分子,气体小分子通过扩散或渗透方式传输到固化胚体的表面,最后有机粘结剂的蒸发或分解的气体从固化胚体的表面脱离进入外部保护气氛,从而使得固化胚体中的有机粘结剂排出所述固化胚体,避免对后期烧结造成影响。烧结是坯体在高温下致密化的工艺过程,根据所述陶瓷浆料中陶瓷浆料原料的种类,设置对应的升/降温速率、烧结温度和烧结时长等烧结参数,以保证烧结后获得的陶瓷材料的性能。
35.步骤s600,通过预设清洗溶液对所述陶瓷材料进行清洗,以去除所述陶瓷材料中的模板材料,得到具有血管网络结构的陶瓷材料。
36.具体地,可以通过预设清洗溶液对所述陶瓷材料进行清洗,以去除所述陶瓷材料中的模板材料,其中所述模板材料为所述固化后的模板浆料经脱脂烧结后剩余的材料,由于所述模板浆料为构建血管网络设计模型对应的血管网络结构的材料,因此在清洗去除所述模板材料后,则留下所述血管网络设计模型对应的血管网络孔隙,从而得到具有血管网
络结构的陶瓷材料。
37.进一步地,所述预设清洗溶液为中性溶液、酸性溶液或碱性溶液,步骤s600包括以下步骤:步骤s610,将所述陶瓷材料放入所述中性溶液、酸性溶液或碱性溶液中浸泡或冲洗,以使所述陶瓷材料中的模板材料在浸泡或冲洗过程中溶解,从而形成具有血管网络结构的陶瓷材料。
38.具体地,所述预设清洗溶液可以是中性溶液(如水、中性无机盐溶液或中性有机溶液)、酸性溶液(如硫酸、盐酸、硝酸、碳酸、氯化铵、乙酸等酸性无机或有机溶液)或碱性溶液(如氢氧化钙、氢氧化钠、氢氧化钡、氨水、甲醇钠等碱性无机或有机溶液)。将所述陶瓷材料放入所述中性溶液、酸性溶液或碱性溶液中浸泡或冲洗,以使所述陶瓷材料中的模板材料在浸泡或冲洗过程中溶解,从而形成具有血管网络结构的陶瓷材料。其中所述模板材料为固化后的所述模板浆料经脱脂烧结后剩余的材料,若所述模板浆料中的可溶性材料在脱脂、烧结过程中不发生反应,则所述模板材料为所述可溶性材料。若所述模板浆料中的可溶性材料在脱脂、烧结过程中发生反应,则所述模板材料则为所述可溶性材料反应后的残留物。参照图3,图3为本发明3d打印具有血管网络结构陶瓷材料的方法的另一场景示意图。由于脱脂烧结处理后获得的陶瓷材料31中还包括模板材料41,则可以将所述陶瓷材料31浸泡在预设清洗溶液50中,以使所述陶瓷材料31中的模板材料41在浸泡过程中被预设清洗溶液50所述溶解,从而形成具有血管网络结构的陶瓷材料。以所述陶瓷材料中的模板材料为碳化钡为例,所述预设清洗溶液则可以采用水,碳化钡会与水反应生成氢氧化钡和乙炔,而氢氧化钡可溶于水,乙炔是气体,则可以通过水的浸泡或冲洗去除所述陶瓷材料中的碳化钡。参照图4,图4为本发明涉及的具有血管网络结构陶瓷材料的结构示意图。烧结完成后,陶瓷材料31中还包含着血管网络结构的模板材料41,因此在清洗去除所述模板材料后,则在陶瓷材料中留下所述血管网络设计模型对应的血管网络孔隙411,从而得到具有血管网络结构的陶瓷材料。
39.其中,所述预设清洗溶液可以根据所述模板材料和陶瓷材料确定,所述预设清洗溶液为可溶解所述模板材料的中性溶液、酸性溶液或碱性溶液,且所述中性溶液、酸性溶液或碱性溶液与所述陶瓷材料不发生反应。从而可以在溶解、去除所述陶瓷材料中的模板材料的时,避免与陶瓷材料发生物理反应或化学反应而导致所述陶瓷材料发生溶解,从而影响所述陶瓷材料的性能。
40.进一步地,所述血管网络结构的血管孔径通过所述打印装置的喷嘴尺寸、打印速率、挤出量以及所述血管网络设计模型进行控制。
41.具体地,用户可以根据具体的需求选择对应的打印装置的喷嘴尺寸,设置对应的打印速率、挤出量以及设计对应的所述血管网络设计模型,从而控制具有血管网络结构的陶瓷材料中所述血管网络结构的血管孔径,提高了所述血管网络结构的可控性。
42.在本发明第一实施例中,通过制备模板浆料和陶瓷浆料,其中所述模板浆料为可溶性材料配置而成的浆料;将制备完成的陶瓷浆料放入预设容器中置于所述打印平台上,并将模板浆料放入打印装置的料筒中,以完成打印前的准备工作。然后根据预设的血管网络设计模型,控制打印装置的喷嘴在所述陶瓷浆料中挤出模板浆料,从而一方面由于陶瓷浆料的支撑作用,则可以保证模板浆料构建的所述血管网络结构不会发生变形和沉降,另
一方面由于血管网络结构是由模板浆料构建的,而非直接打印的孔隙,因此模板浆料可以避免血管网络结构在烧结之前出现坍塌或收缩,从而保证所述血管网络结构的准确性。打印完成后,对所述预设容器中的模板浆料和陶瓷浆料进行固化处理,得到固化胚体,对所述固化胚体进行脱脂和烧结处理,得到包含模板材料的陶瓷材料,在脱脂烧结过程中,由于在血管网络结构中存在模板材料,因此避免在烧结过程中陶瓷材料的收缩影响血管网络结构的准确性。最后通过预设清洗溶液对所述陶瓷材料进行清洗,以去除所述陶瓷材料中的模板材料,得到具有血管网络结构的陶瓷材料。因此,本实施例中能够制备内部具有血管网络结构的陶瓷材料,并且由于模板材料的存在可限制在烧结过程中血管网络结构的孔隙出现收缩,从而保证了血管网络结构的准确性,实现了血管网络结构的孔隙尺寸的可控性。
43.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体/操作/对象与另一个实体/操作/对象区分开来,而不一定要求或者暗示这些实体/操作/对象之间存在任何这种实际的关系或者顺序;术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者系统不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者系统所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者系统中还存在另外的相同要素。
44.上述本发明实施例序号仅仅为了描述,不代表实施例的优劣。
45.以上仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1