一种半导体化合物注入合成方法与流程
1.本发明涉及半导体材料的合成,特别涉及采用改进的注入法进行化合物半导体材料合成的方法。
背景技术:
2.化合物半导体材料是电子信息产业技术体系发展的重要基础支撑技术之一,其广泛应用于光纤通信、移动通信、导航、探测等领域,已经成为各国竞相发展的热点。
3.化合物半导体材料主要涉及材料合成和单晶生长,材料合成的方法主要包括扩散法和注入法。
4.在磷化铟、砷化镓、磷化镓、砷化镓、磷锗锌等材料的制备过程中,由于材料的特性,一般采用注入法进行合成,如申请号分别为202010487276.2、202110618242.7、201911155615.0、202110145424.7等中国授权专利中都公开了采用气体注入装置合成化合物半导体材料的技术方案:将挥发性气源材料加热气化后,通过注入管将气化的元素注入到熔体中完成合成。
5.当前技术存在以下问题:1、反应速度慢。在实践中我们发现,化合物的合成速度取决于挥发性元素的气体与熔体的接触面积,经计算可知注入法主要的反应机会主要是在管口及管内。注入法管脚口径尺寸往往在8-20mm之间,即使是双管合成方法,挥发性元素与熔体接触的面积也是有限的。气泡上升的过程中会有吸收,但是上升时间短,吸收的量非常有限。
6.2、气源材料流失浪费。理论上,如果挥发元素气化速率和其与熔体的反应速率相等时,并不会冒出气泡。但是,在实际工艺操作中很难将气化速率和反应速率向匹配。当挥发元素气化速率低于反应速率时,熔体会被吸入管脚内,造成管脚堵塞,从而导致合成工艺失败。当挥发元素气化速率大于化合反应速率时,过剩的挥发性元素以气泡的形式冒出。气泡在熔体中从冒出至溢出熔体表面的时间非常短,几乎不被熔体所吸收。而且实际工艺中,为了确保不发生管脚倒吸,往往采用加大挥发元素气化速率的方法(增大挥发元素加热器功率),从而加剧了挥发元素的溢出量。气泡在上升过程中,会与熔体发生反应,但是由于气泡上升非常迅速,仅有非常少的部分被熔体吸收。由于熔体表面一般还有氧化硼等覆盖剂,隔离了参与合成的物质,逃逸的气泡不会参与合成过程,造成浪费。
7.现有技术中,还有增加注入管数量的技术方案,进而增加了单位时间内气源材料的注入量,但接触时间没有改善,气源材料的浪费问题没有得到解决。
技术实现要素:
8.本发明的目的是提出一种合成方法,增大反应元素之间的接触面积和接触时间,进而提高合成效率。
9.为实现发明目的,本发明采用的技术方案是:一种半导体化合物注入合成方法,基于合成系统完成,关键在于:所述开放式气源装置顶部密封,下面开口,开口的直径小于坩
埚的内径,在开放式气源装置中部设置带透气孔的挡板,开放式气源装置外围设置气源加热器。
10.所述方法包括:1-1、将合成需要的气源材料放置在开放式气源装置挡板上面,将开放式气源装置探入坩埚,1-2、对合成需要的金属材料进行处理,将处理后的金属材料放入坩埚,1-3、在金属材料上放置覆盖剂,1-4、开启坩埚加热器,1-5、金属材料融化后,开放式气源装置下探,其下沿接近坩埚底部,1-6、坩埚升高温度至合成温度,1-7、开启气源加热器,气源材料升温达到气化温度,1-8、控制气源加热器功率,调节气源材料气化速率,1-9、气源材料气化完,反应结束。
11.除温度、压力等工艺条件因素以外,影响化合反应速率的主要因素是两种元素的接触面积和接触时间,反应速率与接触面积的大小成正比。
12.有益效果:一般注入法中,气源材料气化注入管内径为8-15mm,按照15mm计算,单管接触面积为177mm2,双管脚的接触面积为354mm2;而本发明的合成方法,开放式气源装置挡板下面部分为反应腔,反应腔直径小于坩埚内径即可,通常在100-200mm,按照100mm计算,合成时,气源材料与熔体接触面积为7850mm2,至少为传统双管接触面积的22倍。
13.本发明在反应腔内,没有覆盖剂的隔离,两种反应元素始终在液面接触。
14.在具体实施案例中,使用本发明方法合成磷化铟材料,相比传统双管注入法合成,本方法效率提高了12倍。反应时间短,高温的磷化铟熔体与坩埚接触的时间短,因此沾污也相应减少,材料纯度得到较明显的提升。
附图说明
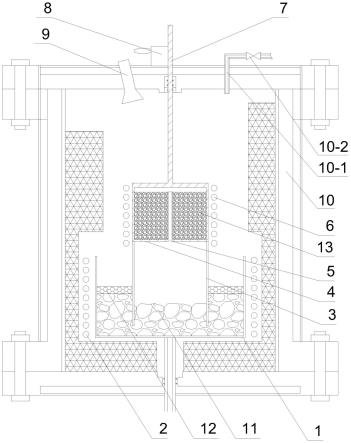
15.图1为本发明的合成系统结构示意图;图2-4为本发明不同工作状态下合成系统局部示意图;图5为设置排气管的示意图;图6为开放式气源装置实施例示意图,图7为开放式气源装置另一个实施例示意图。
16.其中: 1为坩埚,2为坩埚加热器,3为开放式气源装置,4为挡板,5为透气孔,6为气源加热器,7为连接杆,8为驱动装置,9为观测孔,10为炉体框架,10-1为抽真空孔,10-2为阀门,11为金属材料,12为覆盖剂,13为气源材料,14为排气孔,15为排气孔安装座,16-1为排气孔封堵,16-2为排气连接件,16-3为排气孔控制浮球,17为进气孔,18为进气孔安装座,19-1为进气孔封堵,19-2为进气连接件,19-3为进气孔控制浮球,20为熔体,21为液态覆盖剂,22为排气管,23为排出的气泡。
具体实施方式
17.参看图1,本发明基于合成系统完成,合成系统包括炉体框架10,炉体内的坩埚1、
坩埚加热器2,开放式气源装置3、开放式气源装置3中部设置带透气孔5的挡板4,驱动装置8经连接杆7驱动开放式气源装置3上下移动。
18.合成过程:组装合成系统,在组装过程中:1-1、将合成需要的气源材料13放置在开放式气源装置3的挡板4上面,将开放式气源装置3探入坩埚1。
19.1-2、对合成需要的金属材料11进行处理,将处理后的金属材料11放入坩埚1。
20.1-3、在金属材料11上放置覆盖剂12。
21.组装完成后,炉体内通过抽真空孔10-1抽真空,随后注入惰性气体。由于组装过程是本领域的常规技术,不是本发明的重点,附图及文字不再描述。
22.首先将开放式气源装置3探入坩埚1,再将处理后的金属材料11放入坩埚1,然后在金属材料11上放置覆盖剂12,可以保证覆盖剂只在开放式气源装置3外围布置,并且覆盖剂12融化后,不会进入开放式气源装置3覆盖的范围。此时合成系统的状态如图1所示。
23.1-4、开启坩埚加热器2,加热坩埚内部的金属材料11和覆盖剂12。
24.1-5、金属材料11融化后,开放式气源装置3下探,其下沿接近坩埚底部,距坩埚1底部5-30mm。
25.1-6、坩埚升高温度至合成温度,此时已经达到化合物合成条件。
26.1-7、开启气源加热器6,气源材料13升温达到气化温度。气源材料13气化后,通过透气孔5进入开放式气源装置3隔板4下面的空腔,该空腔为化合物合成的反应腔。
27.传统的注入法,两种反应元素的接触位置是注入管口;气泡注入后会上升,逃逸到覆盖剂上面后,不再参与反应,造成浪费。
28.本发明中,在反应腔内,没有覆盖剂的隔离,两种反应元素始终在液面接触,且接触面积为开放式气源装置3下面开口的面积,两种反应材料的接触时间、接触面积大大提升,提高了合成效率。
29.在反应腔外围,覆盖剂用于阻止材料离解,即阻止挥发元素从熔体中溢出。
30.密封的反应腔内部,熔体内外磷元素达到平衡,不会发生磷挥发逃逸,无需氧化硼覆盖。
31.1-8、控制气源加热器6功率,调节气源材料13气化速率。
32.由于气源材料13一直在气化供给,反应腔内两种物质的合成始终在进行,由于两者的速度不匹配,反应腔内外气体压力不平衡,导致反应腔内外的熔体液面变化,严重的情况可能导致:1、反应腔外部气体压力大,反应腔内部的熔体熔体液面上升到隔板4以上,可能会杜塞透气孔5,造成工艺失败;2、反应腔内气体压力过大,液态金属被整体压出反应腔体,造成合成系统剧烈震荡。
33.为避免上述事故发生,方法之一是通过观察孔9实时关注坩埚和反应腔内部的液面高度,控制气源加热器6功率,调节气源材料13气化速率,使开放式气源装置3中的熔体液面与坩埚1中的熔体液面保持基本一致。
34.1-9、气源材料13气化完,反应结束。
35.反应完成后,上升开放式气源装置3,使覆盖剂液面与反应腔下沿脱开;设置降温程序,拆炉。
36.通过观察液面高度来控制气源加热器6功率、调节气源材料13气化速率存在一定问题:1、人工方式依赖性太强,2、调节一般有滞后,不会很及时。
37.为解决上述问题,本发明提出了以下方案:开放式气源装置内,在临近挡板的下部设置通气孔,所述通气孔通过浮球控制打开和闭合。
38.参看图2,通气孔设置2个,按功能分为排气孔14和进气孔17。
39.排气连接件16-2铰接在排气孔安装座15上,排气连接件16-2两端的连接臂分别连接排气孔封堵16-1和排气孔控制浮球16-3,熔体20液面控制排气孔控制浮球16-3上下浮动,带动排气孔封堵16-1封堵和离开排气孔14。
40.同样,进气连接件19-2铰接在进气孔安装座18上,进气连接件19-2两端的连接臂分别连接进气孔封堵19-1和进气孔控制浮球19-3,熔体20液面控制进气孔控制浮球19-3上下浮动,带动进气孔封堵19-1离开和封堵进气孔17。
41.图2所示的是反应腔内外压力比较均衡的情况,排气孔14和进气孔17都被封堵。
42.当反应腔内部压力小于外部压力时,熔体20液面会上升,如图3所示,此时熔体20液面带动进气孔控制浮球19-3上升,进气孔封堵19-1离开进气孔17,反应腔外部的惰性气体进入反应腔,熔体20液面下降,带动进气孔控制浮球19-3下升,进气孔封堵19-1重新封堵进气孔17,密闭反应腔。
43.当反应腔内部压力大于外部压力时,熔体20液面会下降,如图4所示,此时熔体20液面带动排气孔控制浮球16-3下降,排气孔封堵16-1离开排气孔14,反应腔内部的气源材料13气体排出反应腔,熔体20液面上升,带动排气孔控制浮球16-3上升,排气孔封堵16-1重新封堵排气孔14,密闭反应腔。
44.上述设置要注意以下问题:1、排气孔14和进气孔17的位置在反应腔中应足够高,避免坩埚和反应腔中的熔体液面超过排气孔14和进气孔17;2、排气孔17被封堵时,排气孔控制浮球19-3的位置低于排气孔17的位置,具体的限制为:排气孔17的圆心的水平位置要高于没有熔体20的情况下排气孔控制浮球19-3圆心的水平位置,避免反应腔中熔体20 的液面超过排气孔17;3、进气孔控制浮球19-3的重量应满足:在进气连接件19-2的杠杆原理作用下,进气孔封堵19-1能抵御炉体的压力,除非熔体20液面带动进气孔控制浮球19-3上升,否则不会离开进气孔17。
45.4、浮球完全浸没在熔体中所受的浮力要大于浮球自身重量的5倍以上。
46.设置排气孔14和进气孔17可以是合成装置自动运行,不需要人工过多干预。同时,熔体20 液面反复地上升、下降,可以扰动熔体20,加快合成速度。
47.但在反应腔内部压力大于外部压力时,反应腔内部的气源材料13气体会排出反应腔到炉体,在成气源材料13的浪费。
48.对此,本发明做了进一步的改进:排气孔14外部连接排气管22,排气管延伸至开放式气源装置3的下沿,如图5所示。
49.当反应腔内部压力大于外部压力时,反应腔内部的气源材料13气体经排气孔14、排气管22进入到熔体20底部,在上升过程中,排出的气泡23大部分会被熔体20吸收,少部分
会进入反应腔,还有部分逃逸,穿过覆盖剂11进入炉体。与传统的注入法相比,逃逸造成的气源材料13损失非常少。
50.与排气孔14连接的排气管22可以1-6个,即一个排气孔,多个出口。多个设置的话,排气管22沿开放式气源装置3外围均匀设置,排出的气泡23在熔体20中分布范围更大,提高吸收效率。
51.以上实施例中,开放式气源装置3为圆桶结构。
52.本发明的目的是提供一个反应腔,使两种反应物质长时间、大面积接触。如果采用上下均匀的圆桶结构,势必会增加承载气源材料13容器的直径,有可能造成直径过大,加热时内外不均匀。
53.对此,本发明提出了其它开放式气源装置3结构。
54.1、开放式气源装置3由两个圆桶结构组成,以挡板4分割,下面的圆桶为反应腔,上面的圆桶承载、加热气源材料13,如图6所示。
55.2、开放式气源装置3的挡板4上面为圆桶结构,挡板4下面为喇叭口状,下面的喇叭口状形成的空间为反应腔,上面的圆桶承载、加热气源材料13,如图7所示。
56.无论那种结构,前面所述的通气孔和排气管可以同样设置。
57.实验证明,使用本发明的方法合成磷化铟材料,相比传统双管注入法合成,效率提高了12倍。反应时间短,高温的磷化铟熔体与坩埚接触的时间短,因此沾污也相应减少,材料纯度得到较明显的提升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1