大尺寸石英玻璃及其制备方法和系统与流程
1.本发明属于光学石英玻璃制造技术领域,具体涉及一种大尺寸石英玻璃及其制备方法和系统。
背景技术:
2.石英玻璃是由二氧化硅单一组分构成的玻璃,石英玻璃被广泛应用在航空航天、半导体、核技术等高新技术领域。随着航空航天、半导体、核技术的迅速发展,各行各业对石英玻璃的性能和品质的要求越来越高。石英玻璃的制备过程是影响石英玻璃的性能和品质的重要因素。
3.石英玻璃的制备方法分为直接法和间接法两种,其中直接法主要以天然石英或含硅化合物等为原料,利用高温熔化法、电熔法、化学气相沉积法(cvd)、离子化学气相沉积法(pod)制得石英玻璃。由于自身工艺局限,制得的石英玻璃的质量较差,金属杂质和羟基含量较高,且玻璃中存在较多气泡,严重影响其光学性能,无法满足光电技术领域的需求。
4.间接法主要以含硅化合物为原料,利用气相沉积法(vad)制备二氧化硅粉末体,然后再对二氧化硅粉末体进行脱羟纯化处理,最后将二氧化硅粉末体通过高温烧结成石英玻璃。通过对粉末中间体进行脱羟纯化处理,可以将石英玻璃内的金属杂质含量和羟基含量控制在较低水平,但受限于粉末中间体的尺寸,通常采用间接法制得的石英玻璃直径为100mm~200mm,难以制备更大尺寸的石英玻璃。
5.因此,如何实现大尺寸、低羟基含量、光学均匀性好的高品质石英玻璃的制备,是本领域亟待解决的技术问题。
技术实现要素:
6.本发明提供一种大尺寸石英玻璃及其制备方法和系统,能够制得大尺寸、低羟基、光学均匀性好的石英玻璃。
7.本发明的一方面,提高一种石英玻璃的制备方法,包括以下步骤:对二氧化硅疏松体进行脱羟处理、烧结处理,得到石英玻璃毛坯料;将石英玻璃毛坯料置于模具腔内进行第一差异热处理并在第一方向上对石英玻璃毛坯料进行施压处理,得到石英玻璃;模具腔沿第一方向依次包括第一温度区域和第二温度区域,且石英玻璃毛坯料包括与第二温度区域对应的第二部分,和至少与部分第一温度区域对应的第一部分;在第一差异热处理中,第二温度区域温度高于第一温度区域的温度,且第二温度区域的温度不小于1600℃;施压处理中,石英玻璃毛坯料的形变速度不高于10mm/min;模具腔内具有用于承接石英玻璃的底壁,底壁具有凹陷。
8.根据本发明的一实施方式,第一差异热处理之前,还包括对石英玻璃毛坯料进行第一均热处理;第一均热处理中,第一温度区域的温度t1等于第二温度区域的温度t2,1300℃≤t1,t2<1600℃,时间不低于60min。
9.根据本发明的一实施方式,第一差异热处理中,第一温度区域的温度为t1,第二温
度区域的温度为t2,其中,1300℃≤t1<1600℃,1600℃≤t2≤1800℃。
10.根据本发明的一实施方式,施压处理之后,还包括第二均热差异热处理;第二均热差异热处理的温度比第一差异热处理中第二温度区域的温度增加20℃~50℃,时间不低于10min。
11.根据本发明的一实施方式,每个热处理的升温速率为3℃/min~8℃/min。
12.根据本发明的一实施方式,施压处理中,所述石英玻璃毛坯料的形变速度为3mm/min~10mm/min。
13.根据本发明的一实施方式,模具腔具有用于承接石英玻璃的底壁,底壁包括位于中心的凹陷部和环设在凹陷部外围的平面部,凹陷部向远离模具腔中心的方向凹陷。
14.本发明的第二方面,提供一种石英玻璃,采用上述的制备方法制得。
15.本发明的第三方面,提供一种石英玻璃的制备系统,用于实施上述的制备方法,系统至少包括:烧结炉,用于对二氧化硅疏松体进行脱羟处理、烧结处理;槽沉炉,包括炉壳、具有模具腔的模具、施压单元、第一加热单元以及第二加热单元;模具腔位于炉壳围设形成的加热腔中,第一加热单元和第二加热单元位于炉壳和模具之间且按照第一方向依次设置;施压单元设置于模具腔内且在模具腔内沿第一方向往复运动。
16.根据本发明的一实施方式,模具腔具有用于承接石英玻璃的底壁,底壁包括位于中心的凹陷部和环设在凹陷部外围的平面部,凹陷部向远离模具腔中心的方向凹陷。
17.本发明的实施,至少具有以下有益效果:
18.本发明通过对二氧化硅疏松体进行脱羟处理,可以充分去除二氧化硅疏松体内残留的金属杂质和羟基,然后再进行烧结处理,使二氧化硅疏松体进行初步玻璃化,得到石英玻璃毛坯料;本发明将石英玻璃毛坯料置于模具腔内,对石英玻璃毛坯料沿第一方向进行施压处理,能够得到与模具腔形状一致的大尺寸石英玻璃;同时通过对石英玻璃毛坯料进行第一差异热处理,使石英玻璃毛坯料逐步软化及成型,避免挤压过程中条纹和气泡的产生,可以有效提升石英玻璃的光学均匀性。
19.采用本发明的制备方法制得的石英玻璃,光学均匀性可达到12
×
10-6
以下,金属杂质含量达到1ppm以下,羟基含量可达到1ppm以下,石英玻璃直径可达到300mm~400mm,厚度可达到300~400mm,具有尺寸大、低羟基含量、光学均匀性好等优点。
附图说明
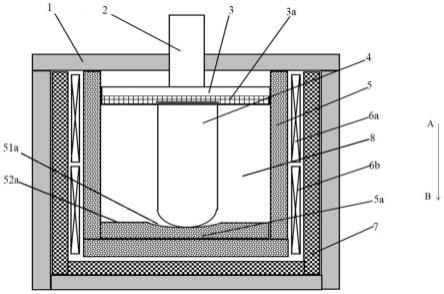
20.图1是本发明一实施方式中槽沉炉的结构截面示意图;
21.图2是本发明一实施方式中沉积设备的结构示意图;
22.附图标记说明:
23.1-炉壳;2-气缸;3-压板;3a-压板模具;4-石英玻璃毛坯料;5-模具;5a-底壁;51a-凹陷部;52a-平面部;6a-第一加热单元;6b-第二加热单元;7-隔热板;8-模具腔;101-石英尾柄;102-金属吊杆;103-二氧化硅疏松体;11-炉外壳;11a-沉积腔体;12-延伸外壳;12a-延伸腔体;14-沉积喷灯;15-plc系统;16-红外热成像仪;17-排风系统。
具体实施方式
24.以下所列举具体实施方式只是对本发明的原理和特征进行描述,所举实例仅用于
解释本发明,并非限定本发明的范围。基于本发明实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
25.本发明提供一种大尺寸石英玻璃的制备方法,包括以下步骤:对二氧化硅疏松体进行脱羟处理、烧结处理,得到石英玻璃毛坯料;将石英玻璃毛坯料置于模具腔内进行第一差异热处理并在第一方向上对石英玻璃毛坯料进行施压处理,得到石英玻璃;其中,模具腔沿第一方向依次包括第一温度区域和第二温度区域,且石英玻璃毛坯料包括与第二温度区域对应的第二部分,和至少与部分第一温度区域对应的第一部分;在第一差异热处理中,第二温度区域温度高于第一温度区域的温度,且第二温度区域的温度不小于1600℃。
26.本发明不限定第一方向,例如第一方向可以是模具腔的高度延伸方向,沿第一方向将模具腔分为第一温度区域和第二温度区域,其中,第二温度区域相较于第一温度区域更靠近第一方向。
27.当石英玻璃毛坯料置于模具腔内,模具腔的高度可以大于或等于毛坯料的高度,保证毛坯料具有与模具腔相对应的部分。沿第一方向,毛坯料包括与第二温度区域对应的第二部分,和至少与部分第一温度区域对应的第一部分,此时,第二温度区域能够对第二部分进行热处理,第一温度区域能够对第一部分进行热处理。
28.需要说明的是,本发明的石英玻璃毛坯料的第一部分和第二部分指代的是施压处理之前的毛坯料。
29.具体地,本发明的方法以二氧化硅疏松体为初始原料进行脱羟处理、烧结处理,得到石英玻璃毛坯料本发明还将石英玻璃毛坯料置于模具腔内进行第一差异热处理、施压处理,最终得到石英玻璃。
30.本发明以二氧化硅疏松体为原料,通过脱羟处理可以去除疏松体中的羟基和金属杂质,在完成脱羟处理后,进一步通过烧结处理,使二氧化硅疏松体完成玻璃化形成石英玻璃毛坯料。
31.第一差异热处理是指将石英玻璃毛坯料置于模具腔内,通过使模具腔的第二温度区域温度高于第一温度区域的温度,从而实现对毛坯料进行分区加热。由于第一差异热处理中,第二温度区域的温度不小于1600℃,使得毛坯料第二部分首先软化,模具腔的第一温度区域的温度相对更低,使得与第一温度区域对应的毛坯料第一部分能够保持相对稳定状态。
32.同时,沿第一方向对毛坯料进行施压处理,使得首先软化的部分毛坯料在施压的作用下成型,在施压过程中,毛坯料沿着第一方向的高度逐渐下降,剩余毛坯料逐渐移动至模具腔的第二温度区域,在温度相对更高的条件下,也逐步软化,通过施压成型,在上述逐步软化及成型过程中,能够避免挤压过程中条纹和气泡的产生。
33.由此可见,本发明先对二氧化硅疏松体进行脱羟处理、烧结处理,以得到羟基含量、金属含量低的石英玻璃毛坯料,然后再将石英玻璃毛坯料置于模具腔内,对石英玻璃毛坯料进行第一差异热处理,并对石英玻璃毛坯料沿第一方向进行施压处理,可确保石英玻璃毛坯料逐步软化及成型,避免挤压过程中条纹和气泡的产生,有效提升石英玻璃的光学均匀性,此外,还能够得到与模具腔形状一致的大尺寸石英玻璃。
34.本发明的二氧化硅疏松体是纳米二氧化硅颗粒的聚集形成的,本发明对二氧化硅疏松体的制备方法不做限定,在一种可能的实施方式中,以含硅化合物为原料,通过化学气
相沉积制备上述二氧化硅疏松体。二氧化硅疏松体通常为圆柱状,例如可以是底面直径为240mm~400mm,高度为1.2m~2m的圆柱状。
35.通常采用本领域常规方法进行脱羟处理,例如可以使用含有卤族元素的脱羟气体对二氧化硅疏松体进行脱羟处理,可以有效降低后期石英玻璃毛坯料内的羟基含量和金属杂质含量,在延续化学气相沉积制备的二氧化硅疏松体的优点的前提下,可以有效降低羟基、金属等杂质对石英玻璃光学性能的负面影响,提高石英玻璃的光学均匀性。
36.其中,含有卤族元素的脱羟气体包括含有卤族元素的气体,例如氟气、氯气、溴蒸汽、二氯化氧硫等。可以使用惰性气体作为脱羟气体的保护气,惰性气体例如氦气。
37.本发明中,可以采用常规方法进行烧结处理,例如可以包括以下步骤:使经脱羟处理后的二氧化硅疏松体升温至烧结温度,对二氧化硅疏松体进行烧结处理,烧结处理结束后,降温得到石英玻璃毛坯料。
38.烧结处理中,升温过程可以保持一定的升温速率,使二氧化硅疏松体充分均匀受热后缓慢完成玻璃化过程,从而保证制得的石英玻璃具有良好的光学均匀性。二氧化硅疏松体完成烧结处理后,再以一定的降温速率降低温度,缓慢降温有助于改善石英玻璃的内部应力缺陷制得低应力的石英玻璃。通过缓慢高温烧结以及缓慢降温结合可以有效降低石英玻璃的内应力,进而提升石英玻璃的均匀性。
39.上述脱羟处理和烧结处理可以在一个烧结炉中完成,避免物料转移过程中可能出现的污染,降低石英玻璃中的杂质含量,提升石英玻璃的均匀性。且二氧化硅疏松体的脱羟处理和烧结处理中,温度可以为持续升高或持平的,降低了因反复升温降温造成的资源浪费,可以降低生产成本,其制备过程绿色环保。
40.通常脱羟处理的条件为:温度为1210℃~1290℃,时间不低于10h;烧结处理的温度比脱羟处理的温度高,通常烧结处理的条件为:温度为1450℃~1600℃,烧结处理的时间不低于10h。
41.本发明中,将石英玻璃毛坯料置于模具腔内进行第一差异热处理之前,还包括对石英玻璃毛坯料进行均热处理。
42.均热处理中,第一温度区域的温度t1等于第二温度区域的温度t2,1300℃≤t1,t2<1600℃,使得毛坯料处于熔融的临界状态,保持该温度的时间不低于60min,充分加热,确保毛坯料内外部的温度保持一致。
43.本发明中,在第一差异热处理中,第一温度区域温度为t1,其中t1满足1300℃≤t1<1600℃,第二温度区域的温度为t2,其中t2满足1600℃≤t2≤1800℃。通常先保持上述热处理温度至少10min,待毛坯料的第二部分完全熔融后,然后再对石英玻璃毛坯料进行施压处理,使其成型。
44.在本发明的具体实施过程中,将石英玻璃毛坯料置于立式的模具腔内,如图1所示,石英玻璃毛坯料的高度方向与模具腔的高度方向一致,第一方向可以是从a至b的方向,使毛坯料的高度所在的方向与第一方向平行。模具腔沿着从a至b的方向依次包括第一部分和第二部分。
45.在上述具体实施过程中,对毛坯料沿从a至b的方向进行施压处理。施压处理中,石英玻璃毛坯料的形变速度为3mm/min~10mm/min,即对石英玻璃毛坯料沿从a至b的方向进行施压处理,使石英玻璃毛坯料的高度下降速率为3mm/min~10mm/min。如图1所示,模具腔
8可以是圆柱状,通过对石英玻璃毛坯料4沿第一方向施加外力,能够得到与模具腔形状一致的大尺寸石英玻璃。
46.模具腔8具有用于承接石英玻璃的底壁5a。底壁5a包括位于中心的凹陷部51a和环设在凹陷部51a外围的平面部52a,凹陷部51a向远离模具腔8中心的方向凹陷。
47.具体地,凹陷部51a可以是圆弧状,也可以是台阶状,优选为圆弧状,有利于石英玻璃的成型。
48.将石英玻璃毛坯料4固定在上述模具腔8内,具体可以使第一方向指向凹陷部51a。同时,石英玻璃毛坯料4的底面与凹陷部51a相对设置,保证在施压处理中,毛坯料4先在凹陷部51a成型,然后以此为基础,逐步成型延伸至平面部52a,达到目标外径。通过使毛坯料先在凹陷部成型,然后使毛坯料逐步延伸至平面部成型,该过程可以避免无规则挤压而导致的条纹和气泡的产生,影响石英玻璃的均匀性。
49.本发明中,施压处理可以是对石英玻璃毛坯料按照恒定的挤压张力进行挤压成型,也可以是对石英玻璃毛坯料进行分段挤压成型。
50.在本发明的具体实施过程中,可以先使石英玻璃毛坯料4的高度下降速率为3mm/min~5mm/min,待毛坯料4将凹陷部51a填充完全后,再调整恒定压力进行施压,使石英玻璃毛坯料4的高度下降速率保持在5mm/min~10mm/min。其中挤压张力可以是-5n~-2n,其中负号表示方向,挤压时张力为负。
51.施压处理之后,还包括对施压成型后的毛坯料进行第二差异热处理,第二差异热处理的温度比第一差异热处理中第二温度区域的温度增加20℃~50℃,时间不低于10min。使得该成型后的毛坯料保持在上述施压的压力以及第二差异热处理的温度条件下,可以有效去除毛坯料中残留的微小气泡,有利于石英玻璃的光学均匀性。
52.通常施压成型后的毛坯料的高度不高于第二温度区域所在的高度,因此,在本发明的具体实施过程中,在第二差异热处理中,第一温度区域的温度可以与第二温度区域的温度不相等,仅使第二差异热处理中第二温度区域的温度在第一差异热处理的基础上再增加20℃~50℃即可。第一温度区域的温度在第一差异热处理的基础上可以保持不变。
53.本发明中,每个热处理的升温速率为3℃/min~8℃/min。均热处理、第一差异热处理、第二差异热处理的温度可以通过缓慢升温达到,每个热处理的升温速率独立地选自3℃/min~8℃/min,通过缓慢升温可以使毛坯料均匀受热,有助于提升石英玻璃的均匀性。
54.本发明中,在经过脱羟处理、烧结处理后,再对制得的毛坯料进行差异热处理、施压等处理,不仅能够使毛坯料成型,而且能实现毛坯料内部结构的重塑,有利于提升石英玻璃的光学均匀性。
55.本发明还提供一种石英玻璃,采用上述的制备方法制得,具有大尺寸、高均匀性、低羟基的特点,光学均匀性可达到12
×
10-6
以下,进一步可达到8
×
10-6
以下,更进一步可达到5
×
10-6
以下;金属杂质含量达到1ppm以下,羟基含量可达到1ppm以下,石英玻璃的直径可达到300mm~400mm,厚度可达到300mm~400mm。
56.本发明中,通过化学气相沉积制备上述二氧化硅疏松体。化学气相沉淀过程可以在沉积设备中进行,如图2所示,该沉积设备包括炉外壳11,由炉外壳11包围形成的沉积腔体11a、延伸外壳12、由延伸外壳12包围形成的延伸腔体12a、沉积喷灯14、红外热成像仪16、plc控制系统15和排风系统17。
57.沉积腔体11a与延伸腔体12a连通,延伸腔体12a的直径小于沉积腔体11a的直径。延伸腔体12a上方有金属吊杆102,金属吊杆102上安装有石英尾柄101。当二氧化硅疏松体在腔体内持续沉积,沉积过程中上方吊杆缓慢向上移动,将沉积好的二氧化硅疏松体逐步移动至延伸腔体。
58.沉积喷灯14,设置在炉外壳11上,用于向沉积腔体11a内通入氢气和氧气、含硅化合物原料。沉积过程中含硅化合物原料从沉积喷灯14下方进入,在喷灯内反应后从上方喷灯口喷出二氧化硅粉末,二氧化硅粉末逐步附着在腔体内的石英尾柄101上,其中石英尾柄101通过金属吊杆102以一定速度保持旋转,逐渐沉积形成二氧化硅疏松体103。
59.红外热成像仪16可以在沉积过程中,对沉积腔体11a内的热量分布情况进行实时分析监控,并将其反馈至plc系统15。
60.排风系统17,设置在炉外壳11,可以根据红外热成像仪16的反馈信号自动对沉积腔体11a内的排风进行控制。排风系统17由一系列不同形状的自动排风装置和排风口组成。
61.可编程逻辑控制器(plc)系统15,该系统可以根据编写的程序自动采集信息并进行控制。其中红外热成像仪16、排风系统17及沉积喷灯14通过信号线连接到plc系统15。
62.上述plc系统15一方面可以通过对沉积喷灯14流量的调整控制沉积腔体11a内的热量增加端,另一方面可以通过调整排风系统17的排风位置、排风速度、排风量等参数控制沉积腔体11a的热量减少端,使得沉积腔体11a内热量可以均匀分布,并使得沉积腔体11a内的气流可以稳定流转,并在沉积腔体11a内形成一个稳定的动态平衡系统,有利于沉积出高均匀性的二氧化硅疏松体13。
63.本发明还提供一种石英玻璃的制备系统,用于实施上述的制备方法,系统至少包括:烧结炉,用于对二氧化硅疏松体进行脱羟处理、烧结处理;如图1所示,槽沉炉,包括炉壳1、具有模具腔8的模具5、施压单元、第一加热单元6a以及第二加热单元6b;模具腔8位于炉壳1围设形成的加热腔中,第一加热单元6a和第二加热单元6b位于炉壳1和模具5之间且按照第一方向依次设置;施压单元设置于模具腔内且在模具腔8内沿第一方向往复运动。
64.烧结炉可以是本领域常规设备,例如立式烧结炉。该立式烧结炉包括炉体、石墨炉芯管、石英炉芯管、加热单元、进气口和出气口。
65.其中,石墨炉芯管包裹石英炉芯管,炉体包裹石墨炉芯管,加热单元设置在炉体与石墨炉芯管之间。将二氧化硅疏松体置于石英炉芯管内,可确保二氧化硅疏松体不被金属杂质污染。
66.进气口和出气口与石英炉芯管连通,进气口可用于通入脱羟气体和保护气体,出气口用于排出废气。
67.槽沉炉中,第一加热单元6a和第二加热单元6b按照第一方向依次设置,可以各自独立地控制温度。第一加热单元6a和第二加热单元6b分别与模具腔的第一温度区域和第二温度区域一一对应,具体地,第一加热单元6a可以用于控制第一温度区域的温度,第二加热单元6b可以用于控制第二温度区域的温度。
68.第一加热单元6a和第二加热单元6b可以是石墨材料制成的石墨加热体。第一加热单元6a、第二加热单元6b与炉壳1之间还可以设置隔热板7,例如可以是石墨隔热材。
69.如图1所示,第一方向是从a至b的方向。
70.施压单元可以包括气缸2和压板3,气缸2能够控制压板3在模具腔8内沿第一方向
往复运动。气缸2上还设有传感器,可以根据设定的挤压张力自动控制气缸的下降速度,使整个施压过程中,石英玻璃毛坯料4可以匀速缓慢的形变,至挤压成型,通常气缸的下降速度与石英玻璃毛坯料4的形变速度相等。压板3靠近模具腔的一侧设有压板模具3a,用于将石英玻璃毛坯料4固定在模具腔内。
71.具有模具腔8的模具5主要由u型石墨模具和用于承接石英玻璃的底壁5a组成。该底壁5a包括位于中心的凹陷部51a和环设在凹陷部51a外围的平面部52a,凹陷部51a向远离模具腔8中心的方向凹陷。将毛坯料4的底面与凹陷部51a相对设置,通过底壁5a配合压板3上的压板模具3a可以将石英玻璃毛坯料4固定在模具腔8内。其中底壁5a可以是石墨底板。
72.本发明中,采用上述石英玻璃的制备系统实施石英玻璃的制备方法,具体工艺步骤如下:
73.步骤一、将二氧化硅疏松体放置到烧结炉内,先向烧结炉中通入惰性气体,使上述烧结炉升温至脱羟处理的温度,进行预热;然后向烧结炉中通入含有卤族元素的脱羟气体,进行脱羟处理;完成脱羟处理后,先停止向烧结炉中通入含有卤族元素的脱羟气体,并继续向烧结炉中通入惰性气体,排除多余的脱羟气体;使烧结炉继续升温至烧结处理的温度,进行烧结处理,完成烧结处理后,最后使烧结炉降温,得到石英玻璃毛坯料;
74.步骤二、将石英玻璃毛坯料置于槽沉炉的模具腔内,通过底壁配合压板上的压板模具将石英玻璃毛坯料固定在模具腔内;启动第一加热单元和第二加热单元,使得第一温度区域的温度t1等于第二温度区域t2的温度,1300℃≤t1,t2<1600℃,保持该温度至少60min;
75.步骤三、保持第一加热单元温度不变,使第二加热单元升温,使得第二温度区域的温度t2,1600℃≤t2≤1800℃保持该温度至少10min后,使气缸以3mm/min~5mm/min的下降速度沿着第一方向对毛坯料进行施压,待毛坯料将底壁的凹陷部全部填满后,再使气缸按照恒定的挤压张力-5n~-2n进行施压,此时气缸下降速度一般在5mm/min~10mm/min;
76.步骤四、待毛坯料成型后,气缸下降至底部,再使第二加热单元升温,使得第二温度区域的温度在步骤三的基础上增加20℃~50℃,保持该温度至少10min,得到石英玻璃。
77.本发明提供的石英玻璃制备系统,使用方便快捷,能够制备大尺寸、高光学均匀性、低羟基含量的石英玻璃。该系统能够避免石英玻璃毛坯料软化后产生条纹和气泡,导致石英玻璃均匀性变差。且对石英玻璃毛坯料进行均热处理、第一差异热处理、第二差异热处理中,温度可以为持续升高或持平的,降低了因反复升温降温造成的资源浪费,可以降低生产成本,其制备过程绿色环保。
78.下面通过具体实施例和对比例对本发明作进一步的说明。
79.以下实施例1-5和对比例1-2中,石英玻璃中金属杂质含量、羟基含量、光学均匀性的测量方法如下:
80.金属杂质含量检测使用电感耦合等离子体发射质谱仪(icp-ms)进行检测,依据《gb/t 3284-2015石英玻璃化学成分分析》的检测标准。
81.羟基含量使用红外光谱仪进行检测,依据《gb/t 12442-90石英玻璃中羟基含量的测定》的检测标准。
82.使用激光干涉仪检测石英玻璃的光学均匀性
△
n,依据《jc/t 185-2013光学石英玻璃》附录a光学均匀性斐索平面干涉法的检测标准。
83.以下实施例中,所用的槽沉炉如图1所示,包括炉壳1、具有模具腔8的模具5、施压单元、第一加热单元6a以及第二加热单元6b;
84.模具5具有模具腔8,模具5位于炉壳1围设形成的加热腔中,主要由u型石墨模具和用于承接石英玻璃的底壁5a组成,底壁5a包括位于中心的凹陷部51a和环设在凹陷部51a外围的平面部52a,凹陷部51a向远离模具腔8中心的方向凹陷;
85.施压单元设置于模具腔内,包括气缸2和压板3,气缸2控制压板3在模具腔8内沿第一方向往复运动;压板3靠近模具腔的一侧设有压板模具3a,用于将石英玻璃毛坯料4固定在模具腔内;
86.第一加热单元6a和第二加热单元6b位于炉壳1和模具5之间且按照第一方向(从a至b)依次设置;第一加热单元6a和第二加热单元6b分别与模具腔的第一温度区域和第二温度区域一一对应;第一加热单元6a、第二加热单元6b与炉壳1之间设置石墨隔热材7;
87.在本发明的实施例中,将毛坯料4的底面与凹陷部51a相对设置,通过底壁5a配合压板3上的压板模具3a可以将石英玻璃毛坯料4固定在模具腔8内。
88.实施例1
89.(1)通过化学沉积法制得直径为320mm、高度(长度)为1.6m的二氧化硅疏松体,将二氧化硅疏松体置于烧结炉中,经脱羟处理、烧结处理后,得到直径为200mm,高度为1.2m的石英玻璃毛坯料;
90.(2)将石英玻璃毛坯料置于槽沉炉的模具腔内,通过底壁配合压板上的压板模具将石英玻璃毛坯料固定在模具腔内;启动第一加热单元和第二加热单元,使得第一温度区域的温度与第二温度区域的温度以5℃/min的速度升温至1400℃,在该温度下保持60min;
91.(3)保持第一加热单元温度不变,第二加热单元继续升温,使得第二温度区域的温度以3℃/min的速度升至1700℃,在该温度下保持10min后,气缸开始下降,沿着第一方向对毛坯料进行挤压,其中气缸的下降速度为3mm/min~5mm/min,待毛坯料将底壁的凹陷部全部填满后,再使气缸按恒定的挤压张力-5n进行施压,使气缸下降速度在8~10mm/min;
92.(4)待毛坯料成型后,气缸下降至底部,再使第二加热单元升温,使得第二温度区域的温度升至1720℃,保持该温度10min后,得到石英玻璃。
93.实施例1制得的石英玻璃,直径φ为360mm,厚度为300mm,经检测其金属杂质含量小于1ppm,羟基含量小于1ppm,光学均匀性为8
×
10-6
。
94.实施例2
95.与实施例1相比,将步骤(2)中“在该温度下保持60min”替换为“在该温度下保持10min”,其他条件不变。
96.实施例2制得的石英玻璃,直径φ为360mm,厚度为300mm,经检测其金属杂质含量小于1ppm,羟基含量2.1ppm,光学均匀性为12
×
10-6
。
97.实施例3
98.与实施例1相比,将步骤(4)替换为“待气缸降低至底部毛坯料成型后,得到石英玻璃”,其他条件不变。
99.实施例3制得的石英玻璃,直径φ为360mm,厚度为300mm,经检测其金属杂质含量小于1ppm,羟基含量小于1ppm,光学均匀性为9
×
10-6
。
100.实施例4
101.与实施例1相比,将步骤(3)中“使得第二温度区域的温度以3℃/min的速度升至1700℃”替换为“使得第二温度区域的温度以10℃/min的速度升至1700℃”,其他条件不变。
102.实施例4制得的石英玻璃,直径φ为360mm,厚度为300mm,经检测其金属杂质含量小于1ppm,羟基含量小于1ppm,光学均匀性为11
×
10-6
。
103.实施例5
104.(1)通过化学沉积法制得直径为400mm、高度(长度)为1.8m的二氧化硅疏松体,将二氧化硅疏松体置于烧结炉中,经脱羟处理、烧结处理后,得到直径为240mm,高度为1.4m的石英玻璃毛坯料;
105.(2)将石英玻璃毛坯料置于槽沉炉的模具腔内,通过底壁配合压板上的压板模具将石英玻璃毛坯料固定在模具腔内;启动第一加热单元和第二加热单元,使得第一温度区域的温度与第二温度区域的温度以5℃/min的速度升温至1400℃,在该温度下保持60min;
106.(3)保持第一加热单元温度不变,第二加热单元继续升温,使得第二温度区域的温度以3℃/min的速度升至1700℃,在该温度下保持10min后,气缸开始下降,沿着第一方向对毛坯料进行挤压,使得气缸的下降速度为3mm/min~5mm/min,待毛坯料将底壁的凹陷部全部填满后,再使气缸按恒定的挤压张力-2n进行施压,使气缸下降速度在5~7mm/min;
107.(4)待毛坯料成型后,气缸下降至底部,再使第二加热单元升温,使得第二温度区域的温度升至1720℃,保持该温度10min后,得到石英玻璃。
108.实施例5制得的石英玻璃,直径φ为400mm,厚度为400mm,经检测其金属杂质含量小于1ppm,羟基含量小于1ppm,光学均匀性为5
×
10-6
。
109.对比例1
110.与实施例1相比,将步骤(3)中“使气缸下降速度在8~10mm/min”替换为“使气缸下降速度在11~13mm/min”,其他条件不变。
111.对比例1制得的石英玻璃,直径φ为360mm,厚度为300mm,经检测其金属杂质含量小于1ppm,羟基含量小于1ppm,光学均匀性为21
×
10-6
。
112.对比例2
113.与实施例1相比,将步骤(3)替换为“第一加热单元、第二加热单元继续升温,使得槽沉炉内温度以3℃/min的速度升至1700℃,在该温度下保持10min后,气缸开始下降,沿着第一方向对毛坯料进行挤压,其中气缸的下降速度为3mm/min~5mm/min,待毛坯料将底壁的凹陷部全部填满后,再使气缸按恒定的挤压张力-5n进行施压,使气缸下降速度在8~10mm/min;其他条件不变。
114.对比例2制得的石英玻璃,直径φ为360mm,厚度为300mm,经检测其金属杂质含量小于1ppm,羟基含量小于1ppm,光学均匀性为14
×
10-6
。
115.对比例3
116.与实施例1相比,将模具中具有凹陷部的底壁替换为普通圆形底壁(无凹陷部,只有平面部),在没有凹陷部的底壁模具内进行施压,其他条件不变;
117.对比例3制得的石英玻璃边缘存在不规则的石英玻璃碎片,石英陀产出直径为φ360mm,厚度为300mm,实际有效直径为φ340mm,厚度为290mm,经检测其金属杂质含量小于1ppm,羟基含量小于1ppm,光学均匀性为32
×
10-6
。
118.由此可知,本发明提供的石英玻璃制备方法,能够避免石英玻璃毛坯料软化后产
生条纹和气泡,导致石英玻璃均匀性变差,从而制得大尺寸、高光学均匀性、低羟基含量的石英玻璃,且制备过程绿色环保,可以降低生产成本。
119.以上详细描述了本发明的较佳具体实施例以及试验验证。应当理解,本领域的普通技术无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1