无人机摩擦片及其生产工艺的制作方法
1.本发明涉及无人机摩擦片技术领域,尤其涉及无人机摩擦片及其生产工艺。
背景技术:
2.固定翼无人机因其拥有优良的系统,使得在其在行业内备受青睐。固定翼具有续航时间长、高空飞行的特点,目前其已被广泛应用在测绘、地质、石油、农林等行业。
3.固定翼无人机专用刹车片目前多采用粉末冶金材料或者含有色金属的树脂基摩擦材料,此类材料冲击强度高,初始摩擦系数低,耐高温性能较差,连续制动后摩擦系数衰退较大,耐久性有待进一步提高,耐候性亦有缺陷,导致其产品性能随时间推移有下降趋势。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的无人机摩擦片及其生产工艺。
5.无人机摩擦片,由以下组分组成,按重量百分比计:芳烷基改性树脂:10-15%;芳纶纤维:5-10%;不锈钢纤维2-5%;腈纶浆粕:5-10%;矿物纤维:7-12%;氧化铝:2-4%;高纯二硫化钼:4-10%;石油焦:5-10%;氢氧化钙:3-5%;水合硅酸钙:5-10%;有机硅疏水性材料 1-3%;硫酸钡:15-25%;余料为混合料。
6.优选的,由以下组分组成,按重量百分比计:芳烷基改性树脂:10%;芳纶纤维:5%;不锈钢纤维4%;腈纶浆粕:7%;矿物纤维:8%;氧化铝:3%;高纯二硫化钼:4%;
石油焦:8%;氢氧化钙:4%;水合硅酸钙:5%;有机硅疏水性材料 2%;硫酸钡:20%;余料为混合料:20%。
7.进一步的,所述有机硅疏水性材料为有机硅粉。
8.一种无人机摩擦片的生产工艺,包括以下步骤:s1、混料通过分配投料工艺将上述原料投入到高速混料机内,首先加入混合料,再将纤维材料开松后加入,其次将重质粉末材料加入,然后将轻质粉末材料加入,最后将粘接剂加入;s2、热压通过400吨液压机采用电加热模对混合的原料进行热压,热压次数为六次,如下:第一次热压:加压2-4s,放气1-2s,停止4-6s,压力135-140kg;第二次热压:加压2-4s,放气1-2s,停止4-6s,压力135-140kg;第三次热压:加压3-5s,放气1-3s,停止6-8s,压力135-140kg;第四次热压:加压4-6s,放气1-3s,停止7-9s,压力135-140kg;第五次热压:加压4-6s,放气2-3s,停止7-9s,压力135-140kg;第六次热压:加压4-6s,放气2-3s,停止7-9s,压力135-140kg;s3、固化处理通过程控热处理烘箱进行热处理,热处理过程如下:首先,通过0.4-0.6h,从室温升至 80℃,到80℃后恒温0.9-1.1h;接着,通过0.4-0.6h,从80℃升至120℃,到120℃后恒温0.9-1.1h;然后,通过0.9-1.1h,从100℃升至150℃,到150℃后恒温1.8-2.2h;然后,通过0.9-1.1h,从120℃升至180℃,到180℃后恒温1.8-2.2h;然后,通过0.9-1.1h,从160℃升至200℃,到200℃后恒温1.8-2.2h;最后,通过0.9-1.1h,从180℃升至220℃,到220℃后恒温2.8-3.2h;s4、平面磨削通过磨削一体机将固化处理后的胚料安装具体产品图纸进行磨削,得到磨削后的产品;s5、检查,包装。
9.进一步的,所述s1中,纤维材料为芳纶纤维、不锈钢纤维和矿物纤维,重质粉末材料为氧化铝、高纯二硫化钼和硫酸钡,轻质粉末材料为腈纶浆粕、石油焦、氢氧化钙、水合硅酸钙和有机硅疏水性材料,粘接剂为芳烷基改性树脂。
10.此外,还附加有,所述s1中,混料时间为20-30mim,混料温度不超过50℃。
11.此外,还附加有,,所述s2中,电加热模的热压温度为:上模160
±
7℃,中模145
±
7℃以及下模150
±
5℃。
12.优选的,所述s2中,热压次数为六次,如下:
第一次热压:加压3s,放气2s,停止5s,压力137kg;第二次热压:加压3s,放气2s,停止5s,压力137kg;第三次热压:加压4s,放气2s,停止7s,压力137kg;第四次热压:加压5s,放气2s,停止8s,压力137kg;第五次热压:加压5s,放气2s,停止8s,压力137kg;第六次热压:加压5s,放气2s,停止8s,压力137kg。
13.优选的,所述s3中,通过程控热处理烘箱进行热处理,热处理过程如下:首先,通过0.5h,从室温升至 80℃,到80℃后恒温1h;接着,通过0.5h,从80℃升至120℃,到120℃后恒温1h;然后,通过1h,从100℃升至150℃,到150℃后恒温2h;然后,通过1h,从120℃升至180℃,到180℃后恒温2h;然后,通过1h,从160℃升至200℃,到200℃后恒温2h;最后,通过1h,从180℃升至220℃,到220℃后恒温3h。
14.本发明的有益效果是:本发明,以高性能芳烷基改性树脂为粘结剂,耐热性、耐候性、耐久性有明显提高,同时以多种高性能无机、有机纤维、不锈钢纤维作为增强材料,不含有色金属材料,辅以多种功能材料作为添加剂,明显提高材料疏水性能、耐腐蚀性、抗压强度,耐磨性,进一步改善其性能。
附图说明
15.附图1为本发明提出了的无人机摩擦片的台架冷态摩擦系数专项性能测试报告。
具体实施方式
16.下面结合具体实施例对本发明作进一步解说。
17.实施例1无人机摩擦片,由以下组分组成,按重量百分比计:芳烷基改性树脂:10%;芳纶纤维:5%;不锈钢纤维4%;腈纶浆粕:7%;矿物纤维:8%;氧化铝:3%;高纯二硫化钼:4%;石油焦:8%;氢氧化钙:4%;水合硅酸钙:5%;有机硅疏水性材料 2%;硫酸钡:20%;余料为混合料:20%。
18.进一步的,其中有机硅疏水性材料为有机硅粉。
19.一种无人机摩擦片的生产工艺,包括以下步骤:s1、混料通过分配投料工艺将上述原料投入到高速混料机内,首先加入混合料,再将纤维材料开松后加入,其次将重质粉末材料加入,然后将轻质粉末材料加入,最后将粘接剂加入;s2、热压通过400吨液压机采用电加热模对混合的原料进行热压,热压次数为六次,如下:第一次热压:加压3s,放气2s,停止5s,压力137kg;第二次热压:加压3s,放气2s,停止5s,压力137kg;第三次热压:加压4s,放气2s,停止7s,压力137kg;第四次热压:加压5s,放气2s,停止8s,压力137kg;第五次热压:加压5s,放气2s,停止8s,压力137kg;第六次热压:加压5s,放气2s,停止8s,压力137kg;s3、固化处理通过程控热处理烘箱进行热处理,热处理过程如下:首先,通过0.5h,从室温升至 80℃,到80℃后恒温1h;接着,通过0.5h,从80℃升至120℃,到120℃后恒温1h;然后,通过1h,从100℃升至150℃,到150℃后恒温2h;然后,通过1h,从120℃升至180℃,到180℃后恒温2h;然后,通过1h,从160℃升至200℃,到200℃后恒温2h;最后,通过1h,从180℃升至220℃,到220℃后恒温3h;s4、平面磨削通过磨削一体机将固化处理后的胚料安装具体产品图纸进行磨削,得到磨削后的产品;s5、检查,包装。
20.进一步的,s1中,纤维材料为芳纶纤维、不锈钢纤维和矿物纤维,重质粉末材料为氧化铝、高纯二硫化钼和硫酸钡,轻质粉末材料为腈纶浆粕、石油焦、氢氧化钙、水合硅酸钙和有机硅疏水性材料,粘接剂为芳烷基改性树脂。
21.此外,还附加有,s1中,混料时间为25mim,混料温度为50℃。
22.此外,还附加有,s2中,电加热模的热压温度为:上模167℃,中模138℃以及下模145℃。
23.实施例2无人机摩擦片,由以下组分组成,按重量百分比计:芳烷基改性树脂:5%;芳纶纤维:5%;不锈钢纤维2%;腈纶浆粕:9%;矿物纤维:7%;
氧化铝:4%;高纯二硫化钼:4%;石油焦:9%;氢氧化钙:3%;水合硅酸钙:5%;有机硅疏水性材料 2%;硫酸钡:25%;余料为混合料:20%。
24.进一步的,所述有机硅疏水性材料为有机硅粉。
25.一种无人机摩擦片的生产工艺,包括以下步骤:s1、混料通过分配投料工艺将上述原料投入到高速混料机内,首先加入混合料,再将纤维材料开松后加入,其次将重质粉末材料加入,然后将轻质粉末材料加入,最后将粘接剂加入;s2、热压通过400吨液压机采用电加热模对混合的原料进行热压,热压次数为六次,如下:第一次热压:加压2s,放气1s,停止4s,压力135kg;第二次热压:加压2s,放气1s,停止4s,压力135kg;第三次热压:加压3s,放气2s,停止6s,压力135kg;第四次热压:加压4s,放气2s,停止7s,压力135kg;第五次热压:加压4s,放气3s,停止7s,压力135kg;第六次热压:加压4s,放气3s,停止7s,压力135kg;s3、固化处理通过程控热处理烘箱进行热处理,热处理过程如下:首先,通过0.4h,从室温升至 80℃,到80℃后恒温0.9h;接着,通过0.4h,从80℃升至120℃,到120℃后恒温0.9h;然后,通过0.9h,从100℃升至150℃,到150℃后恒温1.8h;然后,通过0.9h,从120℃升至180℃,到180℃后恒温1.8h;然后,通过0.9h,从160℃升至200℃,到200℃后恒温1.8h;最后,通过0.9h,从180℃升至220℃,到220℃后恒温2.8h;s4、平面磨削通过磨削一体机将固化处理后的胚料安装具体产品图纸进行磨削,得到磨削后的产品;s5、检查,包装。
26.进一步的,s1中,纤维材料为芳纶纤维、不锈钢纤维和矿物纤维,重质粉末材料为氧化铝、高纯二硫化钼和硫酸钡,轻质粉末材料为腈纶浆粕、石油焦、氢氧化钙、水合硅酸钙和有机硅疏水性材料,粘接剂为芳烷基改性树脂。
27.此外,还附加有,s1中,混料时间为20mim,混料温度为48℃。
28.此外,还附加有,s2中,电加热模的热压温度为:上模167℃,中模152℃以及下模
155℃。
29.实施例3无人机摩擦片,由以下组分组成,按重量百分比计:芳烷基改性树脂:10%;芳纶纤维:5%;不锈钢纤维3%;腈纶浆粕:8%;矿物纤维:7%;氧化铝:4%;高纯二硫化钼:4%;石油焦:7%;氢氧化钙:5%;水合硅酸钙:6%;有机硅疏水性材料 1%;硫酸钡:15%;余料为混合料:20%。
30.进一步的,所述有机硅疏水性材料为有机硅粉。
31.一种无人机摩擦片的生产工艺,包括以下步骤:s1、混料通过分配投料工艺将上述原料投入到高速混料机内,首先加入混合料,再将纤维材料开松后加入,其次将重质粉末材料加入,然后将轻质粉末材料加入,最后将粘接剂加入;s2、热压通过400吨液压机采用电加热模对混合的原料进行热压,热压次数为六次,如下:第一次热压:加压4s,放气2s,停止6s,压力140kg;第二次热压:加压4s,放气2s,停止6s,压力140kg;第三次热压:加压5s,放气3s,停止8s,压力140kg;第四次热压:加压6s,放气3s,停止9s,压力140kg;第五次热压:加压6s,放气3s,停止9s,压力140kg;第六次热压:加压6s,放气3s,停止9s,压力140kg;s3、固化处理通过程控热处理烘箱进行热处理,热处理过程如下:首先,通过0.6h,从室温升至 80℃,到80℃后恒温1.1h;接着,通过0.6h,从80℃升至120℃,到120℃后恒温1.1h;然后,通过1.1h,从100℃升至150℃,到150℃后恒温2.2h;然后,通过1.1h,从120℃升至180℃,到180℃后恒温2.2h;然后,通过1.1h,从160℃升至200℃,到200℃后恒温2.2h;最后,通过1.1h,从180℃升至220℃,到220℃后恒温3.2h;s4、平面磨削
通过磨削一体机将固化处理后的胚料安装具体产品图纸进行磨削,得到磨削后的产品;s5、检查,包装。
32.进一步的,s1中,纤维材料为芳纶纤维、不锈钢纤维和矿物纤维,重质粉末材料为氧化铝、高纯二硫化钼和硫酸钡,轻质粉末材料为腈纶浆粕、石油焦、氢氧化钙、水合硅酸钙和有机硅疏水性材料,粘接剂为芳烷基改性树脂。
33.此外,还附加有,s1中,混料时间为30mim,混料温度为47℃。
34.此外,还附加有,s2中,电加热模的热压温度为:上模153℃,中模138℃以及下模145℃。
35.通过实施例1-3制备的无人机摩擦片,以高性能芳烷基改性树脂为粘结剂,耐热性、耐候性、耐久性有明显提高,同时以多种高性能无机、有机纤维、不锈钢纤维作为增强材料,替代有色金属材料,明显提高耐腐蚀性、抗压强度,耐磨性,辅以多种功能材料作为添加剂,进一步改善其性能。
36.其中,本发明中使用的芳烷基改性树脂:传统刹车片配方树脂常用纯酚醛树脂,也有用丁腈改性树脂、腰果壳油改性树脂。针对无人机的特殊性能要求,突破性采用芳烷基改性树脂,其苯环较多,硬度较高,能使得刹车片可以获得更好的高温摩擦系数,优异的耐热性。
37.固定翼无人机降落时,制动片的温度最高可达 300℃,制动摩擦片摩擦表面的树脂在此温度下已开始分解,粘结性能开始出现下降,树脂基体开始分解产生大量的气体物,对偶件金属表面的氧化膜又易吸附气体,因而在摩擦面上形成了一层“气垫膜”.使得摩擦系数降低.引起热衰退。同时,摩擦表面会粘附细小的磨屑.并有轻微的纤维断裂和拔出现象.这是疲劳磨损和热磨损的结果。由于使用了芳烷基改性树脂,其苯环较多,硬度较高,能使得刹车片在此工况下可以获得更好的高温摩擦系数,表现出优异的耐热性,因此摩擦系数下降并不明显。
38.配合材料中使用的有机纤维-芳纶纤维和腈纶纤维,对基体起到良好的支撑作用,对粉料有抓附力作用,在高温下呈现出粘着和塑性变形特征,有效地在对偶盘表面形成一层“转移膜”.使摩擦表面更光滑.从而改善了摩擦材料的耐磨性能,保证了摩擦系数的稳定性。
39.其中,本发明中使用的有机硅疏水性材料,该材料为乳白色粉末,平均颗粒尺寸小于500μm。采用了高科技的载体和缓释技术,使活性物质遇水后适时释放,并在基材固化后形成憎水保护。该材料常用于水泥及矿物为原料的干拌砂浆系统,外墙保湿系统等,能阻止材料中毛细管/孔对水的吸收,极大降低基材的吸水率,给材料提供憎水性能。
40.考虑到该材料是分散性好的白色粉末,因此不影响刹车片的外观,易于混料分散均匀。该材料不在基材表面成膜,其有憎水性能好,高活性,高耐候性等优点,添加在材料中,能在无人机高海拔高湿度的工况下,使材料自身和表面不受潮湿环境影响,在降落制动后迅速获得良好的制动性能。材料ph值为中性或弱碱性,不易锈蚀。
41.其中,本发明中使用的434不锈钢纤维替代传统的如紫铜、黄铜、钢纤维。该不锈钢纤维由专用的不锈钢丝,经刮削、粉碎、混匀等工序生产而成,生产工艺成熟稳定,产品防锈性好。亦可达到其他金属纤维的改善摩擦材料耐热性的功能。用于无人机高湿度环境的特
殊环境工况,对材料的防锈性能起到良好的作用。
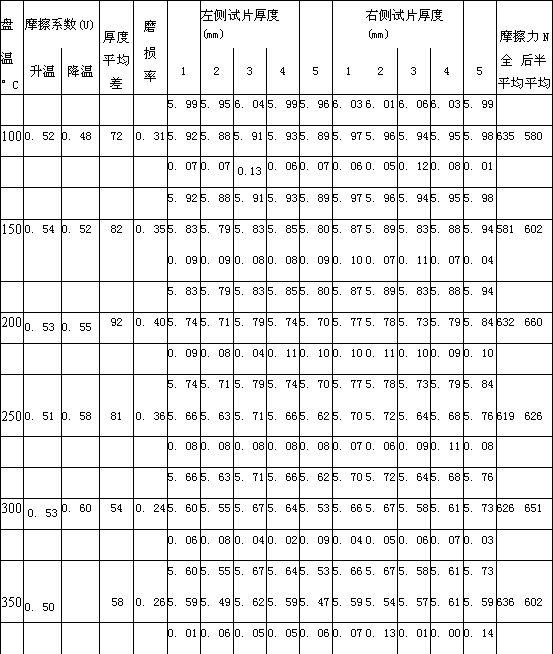
42.而且,选实施例1内制备的无人机摩擦片作为试片,利用定速式摩擦试验机进行摩擦性能测试.样品尺寸为 25 m m
ꢀ‑
25 m m
ꢀ‑
6 m m 。测试压力为0.98 m pa。在升温试验中在规定的温度100 ℃、150℃、200 ℃、250℃、300 ℃、350℃下测试摩擦系数,然后降温至100℃再分别测试各点的摩擦系数,同时通过厚度测量,计算出磨损量和磨损率,如下表:根据上表可知,在温度100 ℃、150℃、200 ℃、250℃、300 ℃、350℃下均保持良好的摩擦性能。
43.同时,选实施例1内制备的无人机摩擦片作为试片,进行台架冷态摩擦系数专项性能测试,测试报告见附图1,根据附图只可摩擦片具有稳定、良好的摩擦性能。
44.综上所述,本发明以高性能芳烷基改性树脂为粘结剂,耐热性、耐候性、耐久性有明显提高,同时以多种高性能无机、有机纤维、不锈钢纤维作为增强材料,替代有色金属材
料,明显提高耐腐蚀性、抗压强度,耐磨性,辅以多种功能材料作为添加剂,进一步改善其性能。
45.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1