多功能玻璃模具底模的制作方法
本发明属于玻璃模具,具体涉及一种多功能玻璃模具底模。
背景技术:
1、玻璃模具为生产玻璃器皿的玻璃成型模具,一般包括瓶身模、口模和底模,为了考虑玻璃器皿成型后能顺利脱模,瓶身模和口模一般设计为两半模的结构形式,而底模不影响成型后的玻璃器皿脱模,往往采用整体式结构设计。玻璃器皿生产过程中具有较高的热量,整体式的结构,不易于玻璃器皿散热,容易造成胴凹,影响产品质量。而且整体式的底模一旦损坏,难以修复,使用成本高。
2、如cn201245545y公开的加工玻璃容器的模具,其底模设置有通气孔,在使用过程中,需要借助真空装置通过通气孔对玻璃模具抽真空,使两半模无隙地合拢,避免瓶体上不会出现筋肋之类的瑕疵。
3、鉴于上述情况,如何实现抽真空,同时确保底模散热性,成为困扰玻璃模具生产厂商的问题。
技术实现思路
1、本发明的目的是提供一种多功能玻璃模具底模,该底模不仅能抽真空,也能提高玻璃器皿散热效果,易于维修,节约使用成本。
2、为了达到上述技术目的,本发明的技术方案是:
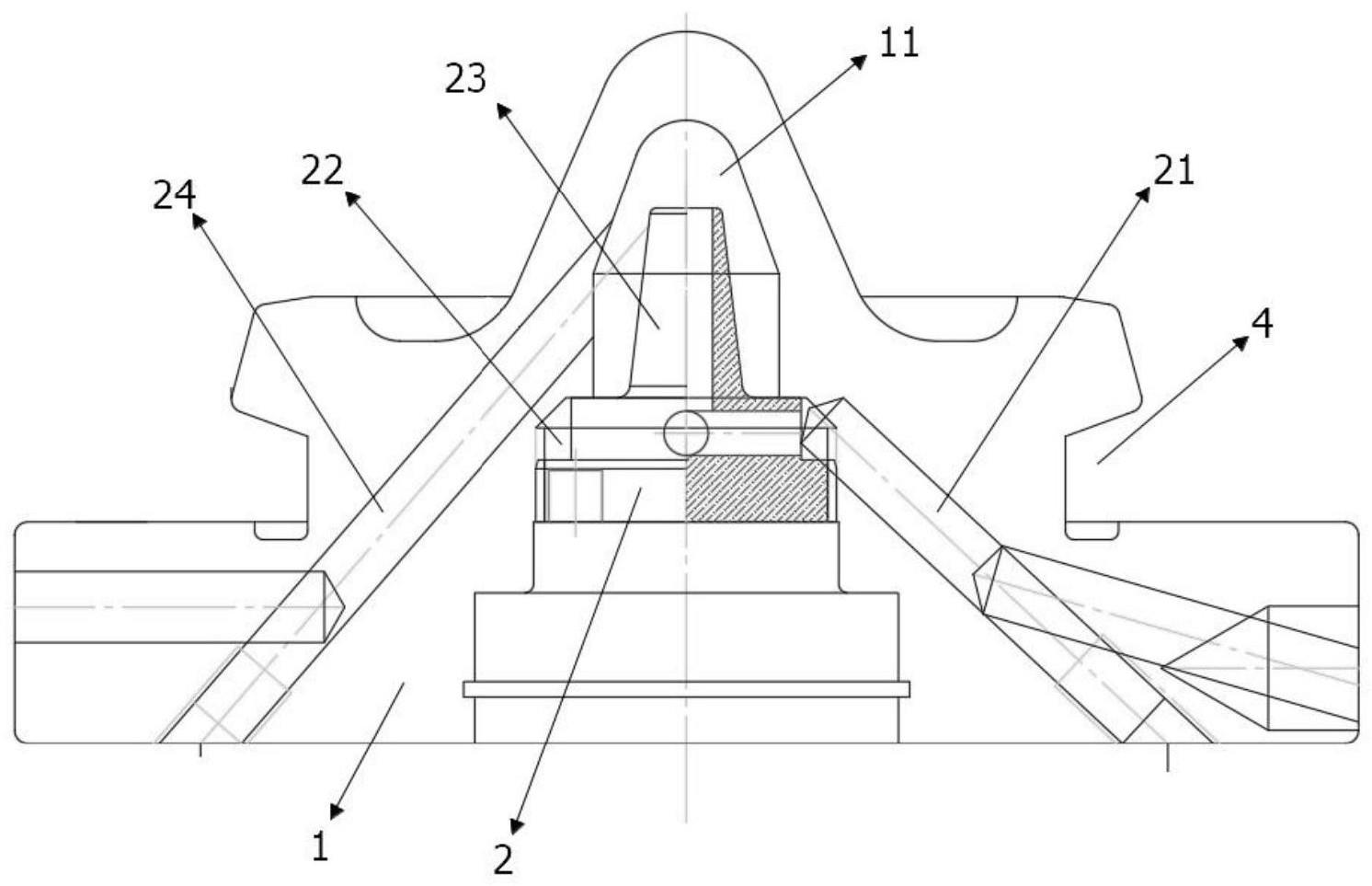
3、多功能玻璃模具底模,包括底模本体,所述底模本体底部设置有芯棒容置腔,所述芯棒容置腔依次包括冷却腔、上芯棒腔和下芯棒腔,所述上芯棒腔内设置有上芯棒,所述上芯棒与上芯棒腔之间设置有环状导风孔,在冷却腔侧,所述上芯棒具有冷却导风孔,所述冷却导风孔与环状导风孔相通,所述底模本体具有与环状导风孔相通的冷却进风孔,所述底模本体具有与冷却腔相通的冷却出风孔,所述冷却进风孔、环状导风孔、冷却导风口、冷却腔和冷却出风口构成冷却气通道;所述下芯棒腔内设置有下芯棒,所述下芯棒和上芯棒之间具有抽气腔,所述底模本体具有与抽气腔相通的第一抽气孔,所述下芯棒具有与抽气腔相通的第二抽气孔,所述第一抽气孔、抽气腔和第二抽气孔构成抽气通道。
4、所述上芯棒设置有环状台阶缺口,所述上芯棒的环状台阶缺口与上芯棒腔构成环状导风孔。
5、为了对气体导流,提高玻璃器皿与底模接触面散热效率,所述冷却导风口处设置有冷却导风管。
6、为了方便与成型模具的配合,提高合模后的结构稳定性,所述底模本体外圆中部内凹设置有装配槽。
7、本发明的底模,不仅能实现对玻璃模具冷却,提高玻璃器皿散热效果,也能在冷却的同时实现抽真空,提高生产效率,节约使用成本。
技术特征:
1.多功能玻璃模具底模,其特征在于:包括底模本体,所述底模本体底部设置有芯棒容置腔,所述芯棒容置腔依次包括冷却腔、上芯棒腔和下芯棒腔,所述上芯棒腔内设置有上芯棒,所述上芯棒与上芯棒腔之间设置有环状导风孔,在冷却腔侧,所述上芯棒具有冷却导风孔,所述冷却导风孔与环状导风孔相通,所述底模本体具有与环状导风孔相通的冷却进风孔,所述底模本体具有与冷却腔相通的冷却出风孔,所述冷却进风孔、环状导风孔、冷却导风口、冷却腔和冷却出风口构成冷却气通道;所述下芯棒腔内设置有下芯棒,所述下芯棒和上芯棒之间具有抽气腔,所述底模本体具有与抽气腔相通的第一抽气孔,所述下芯棒具有与抽气腔相通的第二抽气孔,所述第一抽气孔、抽气腔和第二抽气孔构成抽气通道。
2.根据权利要求1所述的多功能玻璃模具底模,其特征在于:所述上芯棒设置有环状台阶缺口,所述上芯棒的环状台阶缺口与上芯棒腔构成环状导风孔。
3.根据权利要求1所述的多功能玻璃模具底模,其特征在于:所述冷却导风口处设置有冷却导风管。
4.根据权利要求1所述的多功能玻璃模具底模,其特征在于:所述底模本体外圆中部内凹设置有装配槽。
技术总结
本发明公开了多功能玻璃模具底模,包括底模本体,底模本体底部设置有芯棒容置腔,芯棒容置腔包括冷却腔、上芯棒腔和下芯棒腔,上芯棒腔内设置有上芯棒,上芯棒与上芯棒腔之间设置有环状导风孔,上芯棒有冷却导风孔,底模本体有冷却进风孔,底模本体有冷却出风孔,冷却进风孔、环状导风孔、冷却导风口、冷却腔和冷却出风口构成冷却气通道;下芯棒腔内有下芯棒,下芯棒和上芯棒之间具有抽气腔,底模本体有第一抽气孔,下芯棒有第二抽气孔,第一抽气孔、抽气腔和第二抽气孔构成抽气通道。本发明的底模,不仅能提高玻璃器皿散热效果,也能在冷却的同时实现抽真空,提高生产效率,节约使用成本。
技术研发人员:汪佳威,张卫江
受保护的技术使用者:常熟市兄弟玻璃模具有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!