直热式边缘导向器组件的制作方法
本发明涉及一种玻璃制造设备,特别是一种成型设备,所述成型设备包括成型体和附装到成型体并配置为控制来自成型体的熔融玻璃的流动的电加热式边缘导向器。
背景技术:
1、玻璃制造工艺通常包括用于将熔融物质成型成有用的成品的设备,如玻璃板。玻璃板生产可以采取几种不同的形式,例如,浮法工艺、轧制工艺和熔合工艺,仅举几例。特别是在熔合工艺中,熔融材料,以下称为熔融玻璃,被提供给成型体,并由此作为熔融玻璃带状物被向下拉延。熔融玻璃带状物冷却后形成玻璃带状物,可以卷起来供将来使用,也可以分离成单独的玻璃板。在拉延过程中,表面张力导致熔融玻璃带状物的带横向收缩,从而减少了后续冷却玻璃带状物的宽度以及由此得到的玻璃制品的宽度。横向收缩导致熔融玻璃带状物的边缘变厚,产生所谓的“胎边”。为了减轻横向收缩和控制胎边的形成,在成型体上安装了在此称为“边缘导向器”的装置,有效地延长了成型体,并抵消了由带状物的横向收缩引起的宽度损失。
2、虽然成型体可以由耐火陶瓷材料形成,但边缘导向器通常是金属并附装到成型体的两端。当熔融玻璃流过边缘导向器的表面时,熔融玻璃的温度可能会下降到熔融玻璃的液相线温度以下,并且熔融玻璃可能会沿着边缘导向器的边缘结晶。这种晶体生长,在这里称为析晶,或“析出”,可以导致玻璃带状物缺陷和破坏稳定的胎边的发展。需要一种有效的方法来减轻析出。
技术实现思路
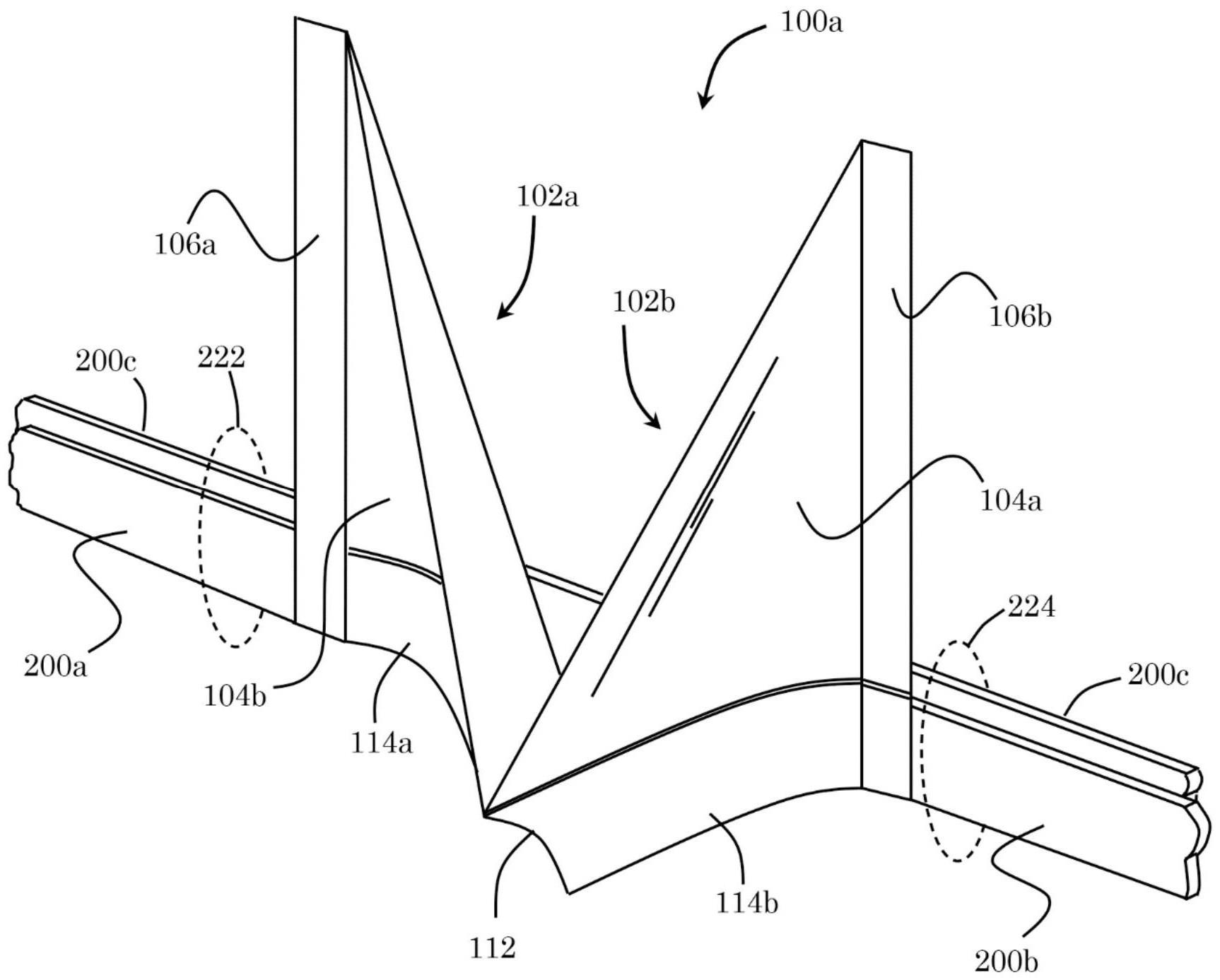
1、因此,在本发明的第一方面中,描述了一种玻璃成型设备,其包括成型体,所述成型体包括第一汇聚成型表面和第二汇聚成型表面,所述第一汇聚成型表面和第二汇聚成型表面沿成型体的底边缘结合。所述玻璃成型设备还包括设置在成型体的第一端处的边缘导向器组件,所述边缘导向器组件包括与第一汇聚成型表面接触的第一边缘导向器和与所述第二汇聚成型表面接触并且沿边缘部接头结合到第一边缘导向器的第二边缘导向器。所述玻璃成型装置还包括结合到第一边缘导向器的第一汇流排组件、结合到第二边缘导向器的第二汇流排组件、在边缘部接头处结合到边缘导向器的第三汇流排组件。第一汇流排组件、第二汇流排组件和第三汇流排组件电连接到配置为向边缘导向器组件提供交流电流的电源。
2、在第二方面中,第一方面的第一边缘导向器可以包括第一增厚的底边缘部,并且第二边缘导向器包括第二增厚的底边缘部,第一增厚的底边缘部在边缘部接头处结合到第二增厚的底边缘部。
3、在第三方面中,第二方面的第一汇流排组件可以包括结合到第一增厚的边缘部的由第一材料形成的第一汇流排和结合到第一汇流排的由不同于第一材料的第二材料形成的第二汇流排。
4、在第四方面中,第二方面或第三方面的第二汇流排组件可以包括结合到第二增厚的边缘部的由第一材料形成的第三汇流排和结合到第三汇流排的由第二材料形成的第四汇流排。
5、在第五方面中,第三或第四方面中的第三汇流排组件可以包括结合到边缘部接头的由第一材料形成的中央汇流排、结合到中央汇流排的第一分支汇流排和结合到中央汇流排的第二分支汇流排,第一分支汇流排包括结合到中央汇流排的由第一材料形成的第一汇流排段和结合到第一汇流排段的由不同于第一材料的第二材料形成的第二汇流排段,第二分支汇流排包括结合到中央汇流排的由第一材料形成的第三汇流排段和结合到第三汇流排段的由第二材料形成的第四汇流排段。
6、在第六方面中,第一汇流排组件、第二汇流排组件和第三汇流排组件的第一材料与第二材料之间的界面可以被定位于周围可变形耐火绝缘材料内。
7、在第七方面中,第三到第六方面任一方面中的第一边缘导向器和第二边缘导向器可以由第一材料形成。
8、在第八方面中,第三到第七方面中任一方面中的第一材料可以包括铂。
9、在第九方面中,第三到第八方面中任一方面中的第二材料可以包括镍。
10、在第十方面中,第一到第九方面中任一方面中的边缘部接头可以位于成型体的底边缘下方。
11、在第十一方面中,第一到第十方面中任一方面中的第一汇流排组件和第二汇流排组件分别可由第一三轴支撑组件和第二三轴支撑组件支撑,第一三轴支撑组件和第二三轴支撑组件每个配置为支撑各自汇流排组件沿三个正交轴的运动。
12、在第十二方面中,第十一方面的第一三轴支撑组件和第二三轴支撑组件中的每一个可以包括可倾斜的台面,其所述可倾斜的台面配置为顺应各自的第一汇流排组件和第二汇流排组件的倾斜。
13、在第十三方面中,第十一方面或第十二方面的第一三轴支撑组件和第二三轴支撑组件中的每一个可以使用弹簧分别支撑第一汇流排组件和第二汇流排组件。
14、在第十四方面中,第十一方面的第一三轴支撑组件可以支撑第三汇流排组件的第一部分,第二三轴支撑组件可以支撑第三汇流排组件的第二部分。
15、在第十五方面中,第十四方面的第一三轴支撑组件可以支撑第一分支汇流排,并且第二三轴支撑组件可以支撑第二分支汇流排。
16、在第十六方面中,第一到第十五方面中的任一方面的边缘导向器组件可以包括结合到第一边缘导向器和第二边缘导向器的端盖,并且所述端盖设置在成型体的第一端上方。
17、在第十七方面中,第一到第十六方面中的任一方面的第一汇流排组件、第二汇流排组件或第三汇流排组件中的至少一个可以包括冷却通道,经由所述冷却通道输送冷却流体。
18、在第十八方面中,冷却通道可以包括与冷却流体源流体连通的中空管。
19、在第十九方面中,第十八方面的中空管可以不与第一材料接触。
20、在第二十方面中,第一到第十九方面中任一方面的电源可配置为向边缘导向器组件提供三相幅值和相位可变电流。
21、在第二十一方面中,第二十方面的三相电源的第一相可以连接到第一汇流排组件,第二十方面的三相电源的第二相可以连接到第二汇流排组件,第二十方面的三相电源的第三相可以连接到第三汇流排组件。
22、在二十二方面中,公开了一种成型玻璃制品的方法,包括向成型体提供熔融玻璃,所述成型体包括第一汇聚成型表面和与第一汇聚成型表面相对的第二汇聚成型表面以及设置在成型体第一端处的边缘导向器组件,边缘导向器组件包括与第一汇聚成型表面接触的第一边缘导向器和与第二汇聚成型表面接触的第二边缘导向器,第一边缘导向器和第二边缘导向器每个包括朝外表面。所述方法还可以包括使熔融玻璃流过成型体的汇聚成型表面以及第一边缘导向器和第二边缘导向器的朝外表面,通过使电流流过边缘导向器组件来加热边缘导向器组件,以及将熔融玻璃从成型体的底边缘拉出。
23、在第二十三方面中,第二十二方面的电流可以包括三相电流。
24、在第二十四方面中,第一汇流排组件结合到第一边缘导向器,第二汇流排组件结合到第二边缘导向器,第三汇流排组件结合到将第一边缘导向器结合到第二边缘导向器的结合边缘,所述方法还可以包括向第一汇流排组件提供三相电流的第一相、向第二汇流排组件提供三相电流的第二相以及向第三汇流排组件提供三相电流的第三相。
25、在第二十五方面中,第二十三方面的方法还可以包括改变三相电流的至少一个相的幅值或相位角。
26、在第二十六方面中,第二十五方面的第二十四方面的第一相的幅值可以不同于第二相或第三相的至少一个的幅值。
27、在第二十七方面中,第二十四方面的电流的幅值和相位可以独立于电流的频率。
28、在第二十八方面中,第二十三到第二十七方面中的任一方面的方法还可以包括分别用第一三轴支撑组件和第二三轴支撑组件支撑第一汇流排组件和第二汇流排组件,第一三轴支撑组件和第二三轴支撑组件每个配置为支撑各自的汇流排组件沿三个正交轴的运动。
29、在第二十九方面中,第二十八方面的第一三轴支撑组件可以支撑第三汇流排组件的第一部分,第二十八方面的第二三轴支撑组件可以支撑第三汇流排组件的第二部分。
30、前面的一般描述和下面的详细描述提出了实施方式,旨在为理解在此公开的实施方式的性质和特征提供概述或框架。附图提供进一步的理解,并被纳入并构成本说明书的一部分。附图示出了本发明的各种实施方式,并与描述一起解释其原理和操作。
- 还没有人留言评论。精彩留言会获得点赞!