一种ZrB2超高温陶瓷材料及其制备方法和装置
本发明涉及陶瓷材料,尤其涉及一种zrb2超高温陶瓷材料及其制备方法和装置。
背景技术:
1、超高温陶瓷是指一类熔点超过3000℃的非氧化物陶瓷材料,主要包括碳化物、氮化物和早期过渡族金属的硼化物,其中碳化物和氮化物具有一系列独特的性能,包括高密度、化学热稳定性、耐腐蚀性和极高的熔点,使其成为理想的超高温热结构及热防护系统的候选材料体系。
2、早期过渡族金属的硼化物如zrb2,zrb2可作为耐火材料的抗氧化剂;zrb2电阻率很低,导电机制为电子传导,适用于触电材料和电极材料,可应用在金属热电偶的电极和高温发热元件中;zrb2硬度极高,是很好的耐磨材料,在刀具和切削工具中有较好的应用。zrb2陶瓷材料是优良的特种耐火材料,可用作高温热电偶保护套管、冶金金属的坩埚、铸模等。
3、zrb2粉末主要是利用锆或锆的氧化物进行硼化反应制取。传统的zrb2粉末的合成方法是在高温感应炉或电阻炉内实现氧化物碳热还原过程,此方法工艺过程简单,但一般温度较高(1800℃左右),合成的粉体纯度较低,平均粒径比较大,烧结活性差。
4、现有的zrb2陶瓷材料的烧结方法包括有热压烧结和无压烧结,然而两者均存在技术缺陷,其中热压烧结的烧结温度较高、时间较长、成本高;无压烧结的烧结温度高、晶粒长大显著。zrb2陶瓷材料大多采用热压烧结,这是一个成型与烧结同时进行的过程,但是只能得到形状简单的zrb2陶瓷制品。
5、针对现有zrb2陶瓷材料制备中存在问题,有必要研究出一种新型zrb2超高温陶瓷材料的制备方法。
技术实现思路
1、本发明的主要目的在于提供一种zrb2超高温陶瓷材料及其制备方法和装置,旨在解决现有zrb2超高温陶瓷材料制备技术中存在的粉体原料纯度较低,平均粒径比较大,烧结活性差,成本高,不易制备复杂/异形结构件等不足,提供一种适用于多种形状、多种粒径zrb2陶瓷粉末原料的,成本低,制备简单,形状多样的zrb2超高温陶瓷材料的制备方法。
2、本发明通过特定的zrb2粉末与粘结剂的配比,粘结剂的组成、配比及添加顺序的设置,得到了打印过程中流变性好、均匀性好、成形性好的的zrb2粉末与粘结剂的混合物颗粒;同时,本发明结合3d打印机的预打印模式,通过预打印规避打印中存在的问题,进而获得高精度、结构稳定的zrb2超高温陶瓷材料。
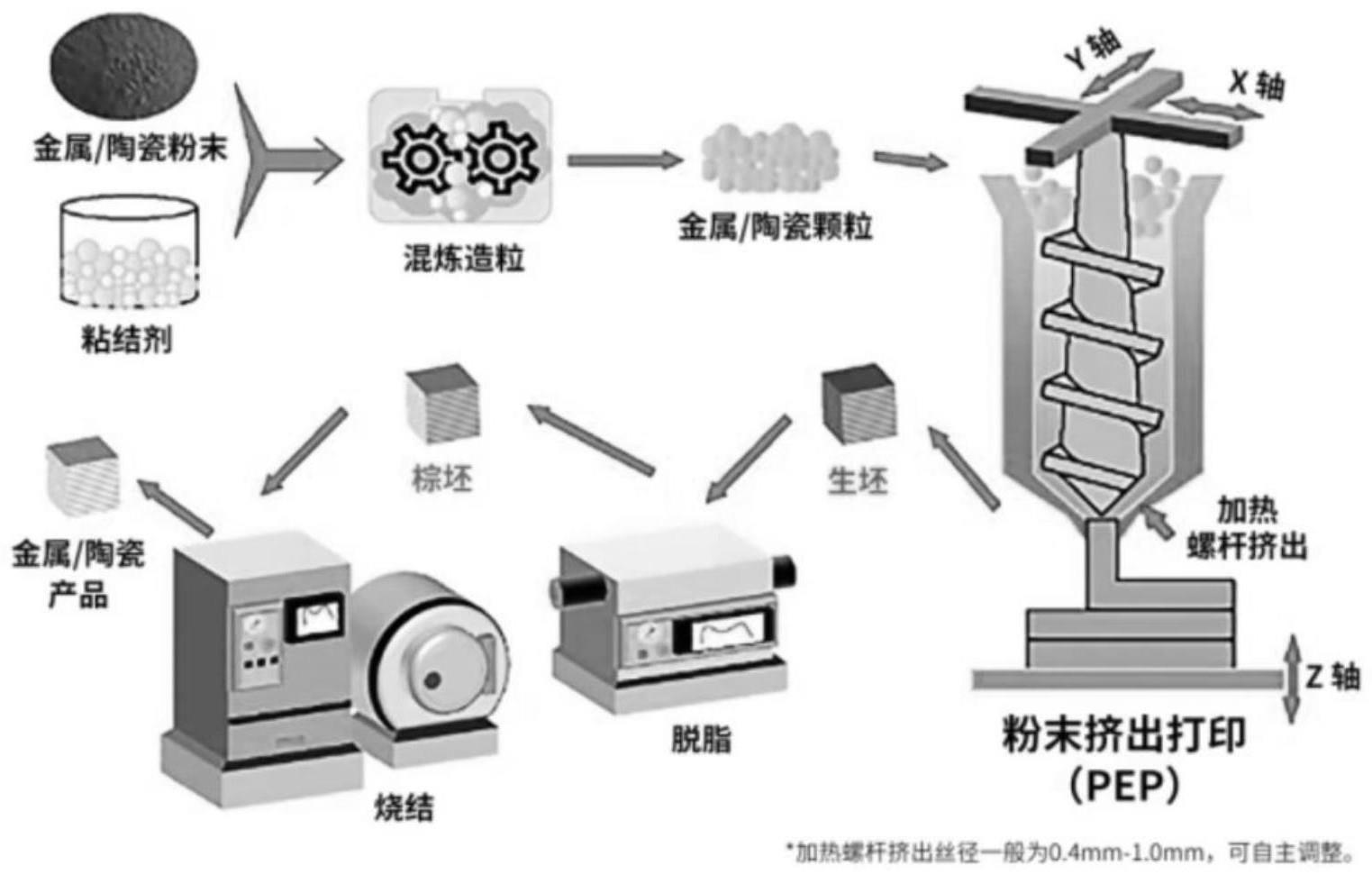
3、本发明采用“3d打印+粉末冶金”相结合的金属•陶瓷间接3d打印技术——粉末挤出打印技术(powder extrusion printing),通过将zrb2陶瓷粉末与粘结剂混合造粒后3d打印成生坯,再进行脱脂烧结后处理得成品,粉体配置过程中可以采用任意形状粉末,成型过程对粉末的要求降低,从而可以解决粉体纯度较低,平均粒径比较大的问题。打印过程利用直接挤出,解决成本高,不易制备复杂结构件的问题;利用粉末挤出,逐层堆积的优势,通过solidworks等三维模型软件的设计,可以设计任意复杂形状的模型,进而制备zrb2超高温陶瓷材料的复杂结构件,并具有较高的精度与结构稳定性,大大扩展了zrb2超高温陶瓷材料的应用。同时,本发明利用的3d打印机设备成本低,工艺简单,制造成本低,有效解决了zrb2超高温陶瓷材料制备成本高的问题。
4、为实现上述目的,本发明提供了一种zrb2超高温陶瓷材料的制备方法,包括如下步骤:
5、将zrb2粉末与粘结剂混炼造粒,制得的颗粒利用3d打印制备zrb2超高温陶瓷生坯,zrb2超高温陶瓷生坯脱脂去除粘结剂,然后烧结,制得zrb2超高温陶瓷材料。
6、优选地,所述zrb2粉末与粘结剂的质量比为55~65:35~45。
7、进一步优选地,所述zrb2粉末与粘结剂的质量比为60~65:35~40。
8、进一步优选地,所述zrb2粉末与粘结剂的质量比为60:40。
9、优选地,所述粘结剂包括聚丙烯(pp)、聚乙二醇(peg)、石蜡、花生油和硬脂酸(sa)。
10、优选地,所述zrb2粉末与粘结剂混合,具体为zrb2粉末依次与石蜡、花生油、聚丙烯(pp)、聚乙二醇(peg)、硬脂酸(sa)混合。
11、优选地,所述粘结剂,按照重量计,包括聚丙烯(pp)4~24份;聚乙二醇(peg)30~35份;石蜡40~50份;花生油5~8份;硬脂酸(sa)1~3份。
12、进一步优选地,所述粘结剂,按照重量计,包括聚丙烯(pp)4~14份;聚乙二醇(peg)33~35份;石蜡40~45份;花生油6~8份;硬脂酸(sa)2~3份。
13、进一步优选地,所述粘结剂,按照重量计,包括聚丙烯(pp)14份;聚乙二醇(peg)33份;石蜡45份;花生油6份;硬脂酸(sa)2份。
14、优选地,所述zrb2粉末的颗粒为球形,方形或不规则形。
15、优选地,所述zrb2粉末为微米zrb2粉末。
16、优选地,所述zrb2粉末的颗粒粒径为0.1μm~50μm。
17、优选地,所述3d打印包括:将所述混合物熔融,再利用3d打印机喷嘴将熔融的混合物挤出,按照建模模型逐层堆积,打印出zrb2超高温陶瓷生坯。
18、优选地,所述3d打印机的打印参数为速度30~150mm/s,层厚10~500μm。
19、优选地,所述3d打印机的打印参数为速度30~60mm/s,层厚50~500μm。
20、进一步优选地,所述3d打印机的打印参数为速度60mm/s,层厚50μm。
21、优选地,所述熔融温度为190℃~210℃。
22、进一步优选地,所述熔融温度为200℃。
23、优选地,所述脱脂的方式为热脱脂或催化脱脂,将大部分高分子粘结剂去除。
24、优选地,所述催化脱脂为蜡基脱脂或水基脱脂。
25、优选地,所述烧结为,真空烧结,烧结温度为1900℃~2100℃,烧结时间2~5 h。
26、进一步优选地,所述烧结温度为2000℃,烧结时间3 h。
27、在一具体实施例中本发明使用升华三维ups250打印设备,使zrb2超高温陶瓷生坯被一层一层打印出来,利用高分子粘结剂的粘性将其成形,打印设备具有热风腔体恒温系统和真空吸附平台,可有效防止翘边现象,同时软件可模拟仿真,先在软件中模拟打印,规避打印过程中的问题,可以有效提高精度与结构稳定性。
28、为实现上述目的,本发明提供了利用所述制备方法制备得到的zrb2超高温陶瓷材料。
29、为实现上述目的,本发明提供了所述zrb2超高温陶瓷材料的制备装置,所述装置包括混炼造粒模块、3d打印模块、脱脂模块、烧结模块。
30、所述3d打印模块包括计算机,通过计算机输入打印模型并控制打印。利用solidworks等三维模型软件设计打印模型,模型可以是任意复杂形状。
31、本发明利用pep技术,打破了传统的制造模式,能够在无模具的情况下将金属材料成型,然后再结合脱脂烧结等工艺进行后处理,这样通过低温段成形,高温段成性,可以确保产品性能的一致性,从而获得满足实际应用需求的产品。该本发明的制备方法无需开模,操作简单,敏捷成形;为产品功能而设计优化,实现传统制造工艺无法实现的几何形状;成本降低90%,效率提升10~100倍,制造周期大幅缩减;3d打印成形+粉末冶金烧结,获得产品性能一致且优良;材料可循环利用;可利用粉末注射成形、成熟、稳定的技术及材料体系,满足工业化生产需求;批量化烧结处理,可规模化制造。
- 还没有人留言评论。精彩留言会获得点赞!