一种厚玻璃结构件的加工方法与流程
本发明涉及玻璃加工,尤其涉及一种厚玻璃结构件的加工方法。
背景技术:
1、作为一种优质的工业材料,玻璃具有透明、硬度高、导热性好、机械强度好、热膨胀系数可调以及优良的介电性能,在工业领域有着广泛的应用,如建筑玻璃、装修装饰、灯具、液晶显示器、汽车面板、光学透镜、太阳能电池封装等。由于材质具有脆硬的特点,给玻璃加工带来一定困难,尤其是精度要求高且具有复杂形状的超厚玻璃结构件精密加工,一直是加工领域不断研究的课题之一。
2、常用的厚玻璃加工方法有:
3、1.机械加工法:
4、金刚石(或合金钢)划片+机械裂片,此方法的缺点非常明显:一是加工应力较大,容易产生碎屑和微裂纹从而降低边缘强度,需要后续增加cnc精磨工序;二是cnc精磨只适宜加工直线或弧度较大的弧线及较小的外圆角,难于加工形状复杂的异形结构;三是需借助金刚石钻头才能实现钻孔,不适宜加工0.5以下小孔,不适宜加工异型孔;四是是刀具损耗大,加工成本高;五是是设备结构复杂,需要冷却或除尘设备。
5、2.水刀切割法:
6、采用高压水射流加入金刚砂完成切割,此种方法可以加工异形零件,也可以加工直径大于一定尺寸的孔,但加工表面粗糙,尺寸精度不好,切口有明显崩裂,仍需要cnc精磨。
7、3.线切割法:
8、专利cn 113698083 a公布了一种线切割加工厚玻璃工艺,此方法可以加工异形零件,且能达到一定尺寸精度,但总体工艺复杂,加工效率低下。
9、4.激光扫描法:
10、专利cn111822887 a公布了一种通过振镜逐层扫描加工厚玻璃的激光加工工艺,此方法原本用于激光钻孔,也可以用于加工尺寸较小的异形零件。
11、5.超快激光加工:
12、专利cn112142315a和cn111302613a公布了一种通过超快激光汇聚成贝塞尔光束进行激光加工,然后通过机械或二氧化碳激光裂片的厚玻璃加工工艺,可以加工各种形状尺寸的异形零件,也能加工微小异形孔,加工精度高,加工速度快,此工艺是已知当前厚玻璃加工的最好方案。
13、专利cn111822887 a所述的方法,主要特点为:
14、(1).绿激光可以对玻璃进行材料去除,可以用于加工厚玻璃结构件;
15、(2).使用逐层扫描的方式可以加工厚玻璃;
16、(3).使用振镜可以加工异形零件;
17、(4).加工的最小孔径为0.2mm;
18、(5).最大加工能力为90mm,超过此尺寸则需要拼接。
19、专利cn111822887 a的技术虽然能解决小尺寸厚玻璃结构件的加工,但存在的缺陷也较为明显:
20、(1).绿激光(532nm)为可见光波段(400-700nm),眼睛的屈光介质如角膜、房水、晶状体等对可见光的透过率很高,吸收率低,绿激光辐射对视网膜和脉络膜的损伤较大,长期操作将引起视力减退。
21、(2).渐进式去除材料粉尘较大,玻璃粉在人体内不可降解,不易排除,不慎吸入将造成尘肺,肺部钙化等严重情况。
22、(3).逐层扫描加工效率非常低。
23、(4).由于高斯光束会聚成为锥形,因此加工面会有一定锥度。
24、(5).材料逐层去除要求扫描图形在z轴方向自下而上或反之运动,由于z轴垂直度和振镜重复误差的存在,并且扫描到接近结尾时不可避免的热影响,因此崩边较大(≧100um),加工精度差,加工面光洁度较差,控制不佳的情况下还能看出加工面有明显分层,孔截面成平行四边形或螺旋状。
25、(6).根据专利给出参数判定,无法完成0.2mm以下的微小孔径加工。
26、(7).由于振镜扫描范围限制,单次加工范围不大于90mm,大尺寸加工则需要拼接才能实现,原因同上述6),拼接处会有明显的拼接痕迹,外观不良,还会产生应力集中。
27、专利cn112142315a和cn111302613a所述的贝塞尔光束加工方法是当前已知加工厚玻璃结构件的最佳方案,与上述方案比较有如下显著优点:
28、(1).一次加工范围大,最大加工尺寸和平台行程一致。
29、(2).能够加工小尺寸孔、微孔、异形结构。
30、(3).加工过程为玻璃熔融过程,几乎无粉尘。
31、(4).采用红外激光,裸眼操作几乎无任何伤害,但需避免激光直射人体。
32、(5).采用贝塞尔光路聚焦成丝,一次加工深度大,加工效率高,加工面几乎无锥度。
33、(6).采用激光切割后裂片工艺,因光斑较细且相对均匀,裂片后加工面光洁度好。
34、专利所展示的关键光学结构(图1)和产品图片(图2),根据图面分析,其光学结构、实际产品和裂片方式表现如下:
35、(1).整形光路径光学器件本身存在物理缺陷。
36、(2).激光熔融点直径一致性较差。
37、(3).激光熔融点距离一致性较差。
38、(4).激光熔融点之间有不规则裂纹,以上(2)-(4)将导致裂片后光洁度差且边缘容易崩碎。
39、(5).专利所述的机械或二氧化碳激光裂片,无法取出中空零件内部材料。
40、据此分析,专利cn112142315a和cn111302613a所展示的光学原理、控制方式、裂片方式存在一定缺陷,具体分析如下:
41、(1).光学器件本身存在物理缺陷。当前绝大多数激光设备企业均采用几何锥透镜做为衍射元件把高斯光束调制为贝塞尔光束,期望共轭成像后获得细长,能量分布均匀的切割光束。但因为加工误差的存在,几何锥透镜顶角不可能做到理论角度,顶部为圆形而非理论上的尖点(见图3和图4),次级光强的存在导致聚焦光斑变大,热影响区域大,相干性差,对加工造成的影响表现为:熔融形貌变粗变浅,锥度变大,热影响区宽窄不一,热裂纹变大,崩边风险显著增加。
42、(2).速度同步控制方式导致熔融点分布不均。激光输出分为速度同步和位置同步两种,速度同步体现为激光熔融点距离受速度波动影响而分布不均,尤其在加速和减速段,会明显观察到光斑距离由密到疏的变化,体现为裂片后崩边严重。
43、(3).中空零件内部材料难于取出。超快激光切缝是由密排的玻璃熔融微孔构成,并非完全切断,因此需要裂片工艺才能将玻璃分开,由于激光加工的熔融作用,切缝处产生膨胀应力挤压内部材料(如图5所示,在图5中,白色环形为所需零件,黑色箭头为应力挤压方向)导致材料无法取出,采用所述的机械和二氧化碳激光裂片,即便使用裂片引导线也很难解决中空零件内部材料无法取出的问题。
44、综上所述,专利cn112142315a和cn111302613a所述的加工方法在光学和控制方式上存在较大缺陷,并且裂片方式仍有遗留问题尚待解决,无法获得高质量的厚玻璃结构件。
技术实现思路
1、本发明提供了一种厚玻璃结构件的加工方法,包括构建激光加工系统步骤、激光区域选择性辐照改性步骤、化学湿法蚀刻步骤,在所述构建激光切割系统步骤中,对激光切割系统进行配置;在所述激光区域选择性辐照改性步骤中,应用激光切割系统完成玻璃改性;在所述化学湿法蚀刻步骤中,采用化学湿法蚀刻法对玻璃进行选择性蚀刻。
2、作为本发明的进一步改进,所术构建激光加工系统步骤包括:步骤sa1配置加工机构、步骤sa2配置激光器、步骤sa3配置激光光路、步骤sa4配置激光切割头。
3、作为本发明的进一步改进,所述激光区域选择性辐照改性步骤包含:步骤sb1对焦、步骤sb2上料、步骤sb3编辑加工路径、步骤sb4设定加工参数、步骤sb5实施区域改性、以及相关的准备工作。
4、作为本发明的进一步改进,所述化学湿法蚀刻步骤包含:步骤sc1选择蚀刻液种类和浓度,步骤sc2:在超声波清洗设备的超声槽内注入蚀刻液,把切割完的厚玻璃浸没在蚀刻液内,设定蚀刻温度及工艺时间,步骤sc3设定辅助震动频率,以及相关辅助工作。
5、作为本发明的进一步改进,在所述步骤sa1中:所述加工机构包括相互垂直的xyz三个轴,所述xyz三个轴由直线电机驱动并带有光栅编码器形成闭环控制,所述xy轴运动速度范围0-500mm/s,所述xy轴加速度范围0-1g;所述xy轴重复精度±0.2um,定位精度±1um;所述xy轴加工范围不小于但不局限于500*500mm;所述y轴上配备真空吸附工作台,所述加工机构配备ccd定位功能;所述加工机构的控制系统支持同步位置输出功能;所述加工机构的操作软件支持图形编辑、图形导入功能。
6、作为本发明的进一步改进,在所述步骤sa2中:所述激光器中心波长为1064nm,所述激光器脉宽为10-50ps,所述激光器功率范围但不局限于50-150w,所述激光器的单脉冲能量范围但不局限250uj-500mj;所述激光器的重复频率50-500khz,所述激光器的光束质量≦1.3,所述激光器支持同步位置输出功能。
7、作为本发明的进一步改进,在所述步骤sa3中:所述激光光路包含光闸、光澜、45度反射镜、1-8x红外扩束镜、λ/4波片,所述激光光路上配置可拆装的调光辅助组件,所述红外扩束镜和所述光澜用于改变切割头入口光束尺寸和形貌,进而改变聚焦光斑的尺寸和形貌,影响熔融点的直径和切割深度。
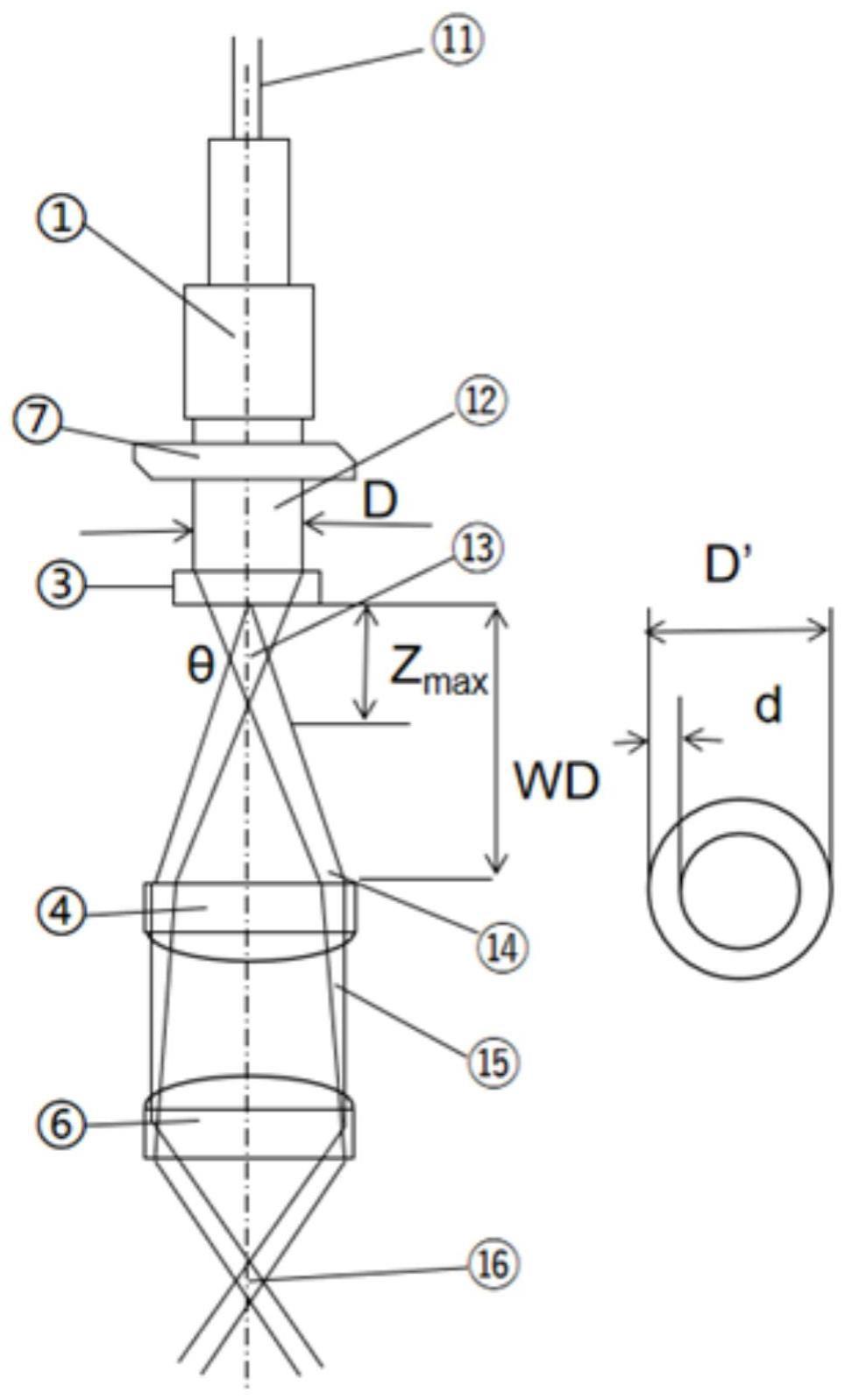
8、作为本发明的进一步改进,在所述步骤sa4中:所述激光切割头包括准直镜、平板锥透镜、共轭成像系统,所述共轭成像系统包括平凸透镜、以及与所述平凸透镜精准同轴的物镜,所述平板锥透镜与所述平凸透镜精准同轴,所述物镜的典型焦深8mm、数值孔径0.42;所述准直透镜、所述平板锥透镜与所述共轭成像系统精准同轴,所述平板锥透镜位于所述准直镜和所述共轭成像系统之间。
9、作为本发明的进一步改进,在所述步骤sb1中:(1)取一小块玻璃材料放置于激光切割机台面,(2)切割头下降距离所述玻璃上表面f,(3)调整所述切割头高度反复试切直到切缝刚好贯穿所述玻璃下表面,(4)所述切割头下降(d-h)/2的距离;其中所述f为切割头焦距,所述d为切割头焦深,所述h为玻璃厚度,所述d须大于h;若d小于h,则需要多次变焦加工才能完成厚玻璃结构件加工,则所述切割头下降0.1h的距离。
10、作为本发明的进一步改进,在所述步骤sb2中:(1)将待切割厚玻璃材料放置于激光切割机台面,(2)所述厚玻璃侧边与激光切割机台面侧边平齐;(3)开启真空吸住厚玻璃。
11、作为本发明的进一步改进,在所述步骤sb2之前的相关准备工作包括:(1)所述厚玻璃材料和激光切割机台面之间垫无尘纸;(2)使用75%(v/v)酒精溶液清洗厚玻璃表面。
12、作为本发明的进一步改进,所述步骤sb3包括:打开激光切割机操作软件,按照厚玻璃结构件形状编辑加工路径或者导入加工路径;为了获得精确的零件尺寸,外形加工,加工路径向外部偏置d/2,内腔加工,加工路径向内部偏置d/2,所述d为聚焦光斑直径。
13、作为本发明的进一步改进,所述步骤sb4包括:在激光切割机操作软件中设定或者导入加工参数:速度、加速度、激光功率、激光频率;所述加工参数的典型值为速度为60-100mm/s,加速度为1g,激光功率为50-150w,激光频率为50-500khz。
14、作为本发明的进一步改进,所述步骤sb5包括:(1)启动激光加工,(2)激光切割机沿加工路径切割,(3)若不能一次切穿玻璃则切割头提升0.8f高度;重复本步骤中的(2)(3)直到厚玻璃被切穿,其中f为切割头焦距。
15、作为本发明的进一步改进,在所述步骤sc1中,所述蚀刻液选择不含hf物质的蚀刻液,所述蚀刻液的一种典型特征为koh、kcl或者无氟盐类蚀刻液,所述koh的一种典型浓度为8.3%。
16、作为本发明的进一步改进,在所述步骤sc2中:所述蚀刻温度设定范围0-100℃,所述蚀刻温度波动范围±3℃,所述工艺时间根据厚玻璃材质和蚀刻液通过试验方式计算获得,其计算方法为te=h/(vl-vg),其中te为工艺时间,其中h为厚玻璃厚度,其中vl为试验获得的改性结构蚀刻速率,vg为试验获得的未改性部分蚀刻速率。
17、作为本发明的进一步改进,在所述步骤sc3中:设定震动频率范围30-80khz,在工艺时间结束前3分钟将设定震动频率调整为80khz并保持到工艺时间结束。
18、作为本发明的进一步改进,所述相关辅助工作包括:(1)经过辐照改性的玻璃完全浸没在蚀刻液内,使用不锈钢支架支撑,(2)使用音叉式浓度计监控蚀刻液浓度,浓度下降15%以上时需补充蚀刻液有效成分;(3)蚀刻完成,取出厚玻璃结构件,使用去离子水反复冲洗干净,(4)使用气枪吹去厚玻璃结构件上的水分,(5)将厚玻璃结构件置于洁净的不锈钢支架上晾干。
19、本发明的有益效果是:本发明采用了激光区域选择性辐照改性蚀刻的技术取代现有的(1)激光直接去除材料,(2)贝塞尔光束切割加机械或二氧化碳激光裂片两种技术,本发明在材质适应性、加工速度、加工质量、加工效率等方面均有较大提升。
- 还没有人留言评论。精彩留言会获得点赞!