一种钢化玻璃生产线及工艺的制作方法
本发明涉及玻璃生产,特别涉及一种钢化玻璃生产线及工艺。
背景技术:
1、钢化玻璃属于安全玻璃,在实际自动化流水线生产的过程中,钢化玻璃需要在不同的生产工艺流程中进行转运,比如加热钢化、清洁以及检测等等。在通过流水线对玻璃进行加热钢化时,加热钢化效果存在提升空间,在加热钢化过程中因加热结构移动范围较小,此时影响了加热范围的提升。
技术实现思路
1、有鉴于此,本发明提供一种钢化玻璃生产线及工艺,其具有加热部分,通过加热部分的设置,一方面,当需要扩展加热范围时,此时控制电动伸缩杆伸缩即可,当电动伸缩杆伸缩时,第二安装座和加热管呈往复运动状态,此时实现了玻璃加热效果的提升;另一方面,因受力杆与凸起卡接,那么当第二安装座往复运动时在凸起的作用下受力杆以及第二安装座呈上下往复运动状态,此时可进一步提高玻璃的加热效果,能够通过一个驱动元件实现加热管的上下前后四个方向上的滚动,加热范围扩展面积大。
2、本发明一种钢化玻璃生产线及工艺的目的与功效,由以下具体技术手段所达成:
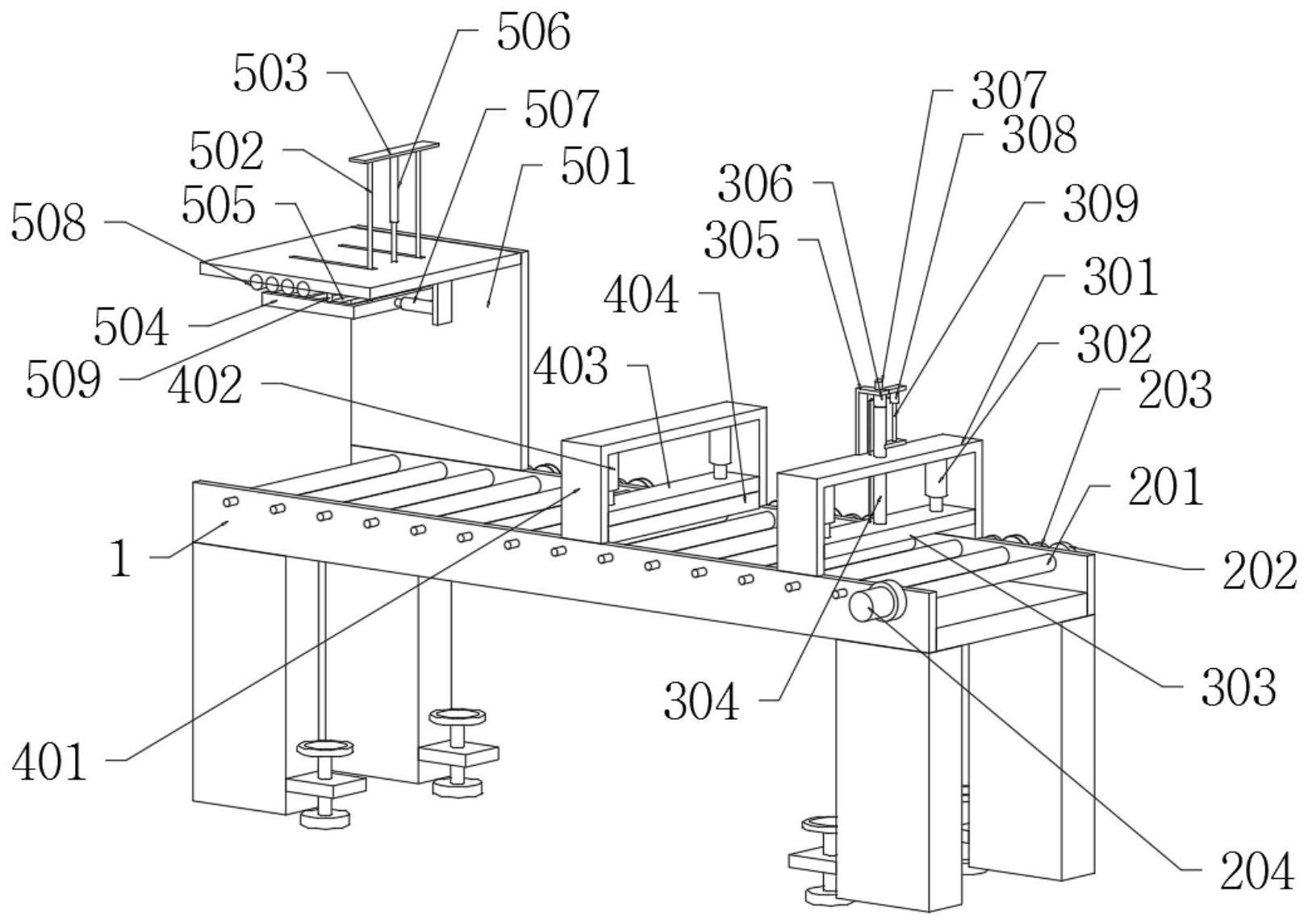
3、本发明提供了一种钢化玻璃生产线及工艺,具体包括:流水线架体;
4、所述流水线架体上安装有输送部分。
5、进一步的,所述输送部分由滚轴、第一齿轮、第二齿轮和电机组成,滚轴呈线性阵列状转动连接在流水线架体上,每根滚轴上均安装有一个第一齿轮;
6、流水线架体上呈线性阵列状转动连接有第二齿轮,第二齿轮与第一齿轮啮合。
7、进一步的,所述流水线架体上安装有一个电机,电机的转动轴与最前侧一根滚轴相连接,滚轴上放置有玻璃,当需要对玻璃进行输送时,启动电机即可,当电机转动时在第一齿轮和第二齿轮的啮合传动下所有的滚轴均进行同向转动,此时实现了玻璃的输送。
8、进一步的,所述流水线架体上安装有检测部分;
9、所述检测部分由第一安装架、第一弹簧杆、第一安装座、顶杆、座体、接触开关、指示灯、液体瓶、挤压杆和接触杆组成,第一安装架固定在流水线架体上,第一安装架内壁底端面对称安装有两根第一弹簧杆,两根第一弹簧杆下方一端均与第一安装座固定,第一安装座底端面安装有接触杆,接触杆与玻璃接触。
10、进一步的,所述第一安装座顶端面焊接有顶杆,顶杆穿过第一安装架;
11、第一安装架上固定有座体,座体上安装有接触开关和指示灯,接触开关和指示灯电性相连。
12、进一步的,所述顶杆与接触开关位置对正,顶杆与接触开关之间的间距为0.01cm,当顶杆向上移动0.01cm时与接触开关接触,此时指示灯呈亮起状态。
13、进一步的,所述座体上安装有液体瓶,液体瓶上安装有排液管,排液管位于玻璃当方1cm位置;
14、顶杆上焊接有挤压杆,挤压杆与液体瓶位置对正,挤压杆与液体瓶之间的距离为0.01cm,当挤压杆向上移动0.01cm时与液体瓶接触,当需要对玻璃进行平整度检测时,此时当玻璃的凸起部分高于0.01cm时会与接触杆接接触,并推动接触杆向上移动,当接触杆向上移动时,会带动顶杆向上移动,此时顶杆挤压接触开关,当接触开关被挤压时指示灯亮起进行提示;
15、与此同时,因顶杆上焊接有挤压杆,挤压杆与液体瓶位置对正,那么当挤压杆向上移动时会挤压液体瓶,此时排液管开始排液,当液体与玻璃接触时可实现标记。
16、进一步的,所述流水线架体上安装有清洁部分;
17、清洁部分由第二安装架、第二弹簧杆、安装块和清洁块组成,第二安装架固定在流水线架体上,第二安装架内壁底端面对称固定有两根第二弹簧杆,两根第二弹簧杆下方一端均与安装块固定,安装块下方一端黏附有清洁块,清洁块与玻璃顶端面接触,当需要对玻璃进行清洁时,此时控制电机转动,此时在滚轴的输送下玻璃与清洁块接触,在清洁块的擦拭作用下可完成玻璃的清洁。
18、进一步的,所述流水线架体上安装有加热部分;
19、加热部分由框架、滑动杆、连接板、第二安装座、加热管、第三弹簧杆、电动伸缩杆、凸起和受力杆组成,框架固定在流水线架体上,框架上滑动连接有两个滑动块,每个滑动块上均滑动连接有一根滑动杆,两根滑动杆上方一端焊接有连接板,两根滑动杆下方一端固定有第二安装座,第二安装座上呈线性阵列状安装有加热管。
20、进一步的,所述框架上安装有一根电动伸缩杆,电动伸缩杆伸出端与框架接触。
21、进一步的,所述连接板底端面固定有一根第三弹簧杆,第三弹簧杆下方一端与框架顶端面接触;
22、框架内壁底端面呈线性阵列状焊接有凸起,凸起为半圆柱形结构;
23、第二安装座上焊接有一根受力杆,受力杆顶端面经过打磨处理,经过打磨处理后受力杆顶端面为弧形结构,受力杆与凸起卡接,当需要对玻璃进行加热时,此时接通加热管电源,当需要扩展加热范围时,此时控制电动伸缩杆伸缩即可,当电动伸缩杆伸缩时,第二安装座和加热管呈往复运动状态,此时实现了玻璃加热效果的提升;
24、与此同时,因受力杆与凸起卡接,那么当第二安装座往复运动时在凸起的作用下受力杆以及第二安装座呈上下往复运动状态,此时可进一步提高玻璃的加热效果。
25、一种钢化玻璃生产线的生产工艺,包括以下步骤:
26、01.启动电机即可,当电机转动时在第一齿轮和第二齿轮的啮合传动下所有的滚轴均进行同向转动,此时实现了玻璃的输送;
27、02.当玻璃的凸起部分高于0.01cm时会与接触杆接接触,并推动接触杆向上移动,当接触杆向上移动时,会带动顶杆向上移动,此时顶杆挤压接触开关,当接触开关被挤压时指示灯亮起进行提示;
28、03.因顶杆上焊接有挤压杆,挤压杆与液体瓶位置对正,那么当挤压杆向上移动时会挤压液体瓶,此时排液管开始排液,当液体与玻璃接触时可实现标记;
29、04.控制电机转动,此时在滚轴的输送下玻璃与清洁块接触,在清洁块的擦拭作用下可完成玻璃的清洁;
30、05.控制电动伸缩杆伸缩即可,当电动伸缩杆伸缩时,第二安装座和加热管呈往复运动状态,此时实现了玻璃加热效果的提升;
31、与此同时,因受力杆与凸起卡接,那么当第二安装座往复运动时在凸起的作用下受力杆以及第二安装座呈上下往复运动状态完成扩展。
32、有益效果
33、设置有加热部分,通过加热部分的设置,一方面,当需要扩展加热范围时,此时控制电动伸缩杆伸缩即可,当电动伸缩杆伸缩时,第二安装座和加热管呈往复运动状态,此时实现了玻璃加热效果的提升;另一方面,因受力杆与凸起卡接,那么当第二安装座往复运动时在凸起的作用下受力杆以及第二安装座呈上下往复运动状态,此时可进一步提高玻璃的加热效果,能够通过一个驱动元件实现加热管的上下前后四个方向上的滚动,加热范围扩展面积大。
34、设置有检测部分,通过检测部分的设置,一方面,当需要对玻璃进行平整度检测时,此时当玻璃的凸起部分高于0.01cm时会与接触杆接接触,并推动接触杆向上移动,当接触杆向上移动时,会带动顶杆向上移动,此时顶杆挤压接触开关,当接触开关被挤压时指示灯亮起进行提示;另一方面,因顶杆上焊接有挤压杆,挤压杆与液体瓶位置对正,那么当挤压杆向上移动时会挤压液体瓶,此时排液管开始排液,当液体与玻璃接触时可实现标记,既能够实现玻璃平整度的检测,又能够实现标记,结构完整,且成本低。
35、设置有输送部分,通过输送部分的设置,当电机转动时在第一齿轮和第二齿轮的啮合传动下所有的滚轴均进行同向转动,此时实现了玻璃的输送,实现了自动输送,降低了劳动力输出。
36、设置有清洁部分,通过清洁部分的设置,控制电机转动,此时在滚轴的输送下玻璃与清洁块接触,在清洁块的擦拭作用下可完成玻璃的清洁,保证玻璃的洁净,无需后续单独清洁。
- 还没有人留言评论。精彩留言会获得点赞!