一种玻璃工艺品熔融加工成型装置的制作方法
本发明涉及玻璃工艺品,尤其涉及一种玻璃工艺品熔融加工成型装置。
背景技术:
1、玻璃棒料是制作玻璃水晶工艺品的主要生产材料,棒料的主要含量是石英砂、硼、硅等,也叫高硼硅棒料。玻璃棒料在制造玻璃水晶工艺品时需要用氧煤气加热到极高的温度使玻璃棒料一端软化且达到能够成型的温度。目前大部分都是通过手工方式用水平式烧料机加热到软化,如中国专利文献:cn202021398680.4公开了一种手工玻璃工艺品制造用辅助工装,包括横板,所述横板顶部的一侧固定安装有安装架,所述安装架顶部的另一侧固定安装有固定架,所述横板底部的一侧固定安装有储存仓,所述储存仓内部的一侧固定安装有伺服电机,所述伺服电机的一侧固定安装有电机控制器,所述伺服电机的输出端安装有输入轴,所述输入轴的顶部固定安装有垂直传动箱,所述垂直传动箱的一侧通过输出轴与安装架连接,所述输出轴的一端设置有夹块,该实用新型通过设置有的垂直传动箱与安装架的组合,从而可有效的对玻璃进行旋转,从而方便工作人员对玻璃进行塑形。但是此种方式具有极限性,烧熔玻璃棒料的长度很短无法达到制造大些玻璃水晶工艺品所需的熔融状态的玻璃体积,因水平烧制温度过高熔融部分的玻璃熔浆就会往下滴,同时玻璃棒材的直径如果过大亦会使得外圈的玻璃熔浆滴落而内圈的玻璃棒料还未软化,无法实现大容量提交的玻璃水晶工艺品制造需求。为此市场上还有另一款玻璃棒料烧熔机,其是采用高温垂直向下烧熔,但是此法当玻璃棒料熔烧至一定温度时,即玻璃棒料到熔融温度时玻璃熔浆就会往下流,亦是存在玻璃棒材的直径如果过大亦会使得外圈的玻璃熔浆滴落而内圈的玻璃棒料还未软化的问题,无法实现快速熔融加工成大容量体积的玻璃水晶工艺品制作所需的玻璃熔浆体积。对于大容量体积的玻璃水晶工艺品制造市场上还有大型设备,大型设备是采用大的熔炉直接将玻璃棒料全部投入熔炉内进行熔融再将玻璃熔浆根据玻璃水晶工艺品的需求量释放到成型模具内压铸成玻璃工艺品,但是此种大型设备的熔炉在生产使用时需要全天24小时保持开启否则因炉内压力和热量聚集存在炸炉隐患,预停止生产则需要耗费大量成本才能逐步冷却停炉,其在停产时需要耗费大量成本进行停炉和重新暖炉,维持设备持续生产亦是需要大量成本,只适用于大批量产品生产,无法实现快速且低成本的自由生产且设备投入成本太大,同时其场地占用空间大,不适于中小企业采购使用。
技术实现思路
1、因此,针对上述的问题,本发明提出一种可自动对玻璃棒料进行熔融制成玻璃水晶工艺品、可自由生产无需造成成本浪费、玻璃棒料熔融体积容量超大、大体积容量玻璃熔融快速加工完成、玻璃熔融加工效果好的玻璃工艺品熔融加工成型装置。
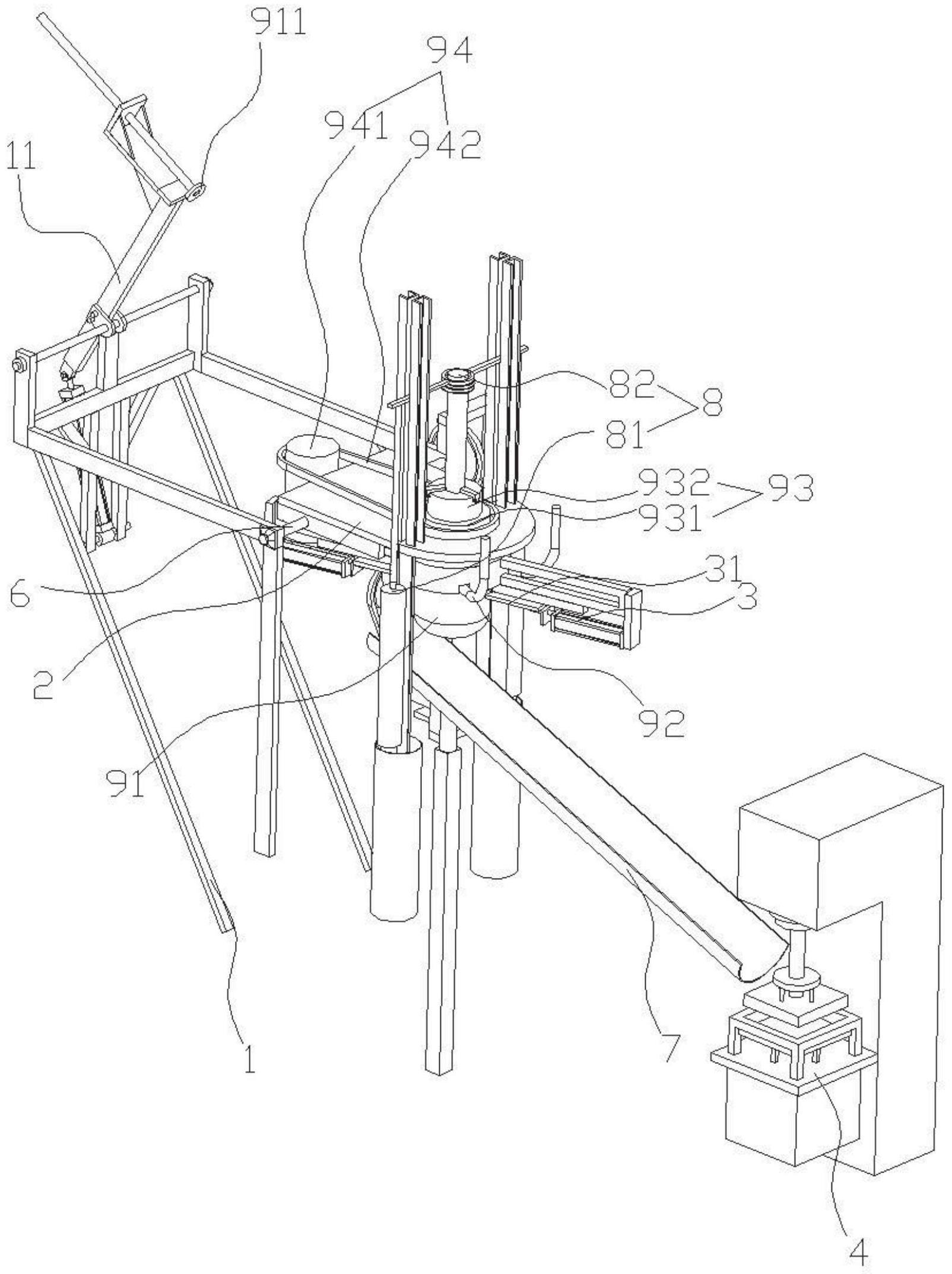
2、为解决此技术问题,本发明采取以下方案:一种玻璃工艺品熔融加工成型装置,包括控制器、机架、支撑台、裁切机构和成型模具,还包括第一驱动机构、旋转轴、下料槽、送料机构和熔融加热机构,所述旋转轴固设于支撑台上且旋转轴两端突出支撑台并可转动地设于机架上,所述第一驱动机构设于机架上且第一驱动机构输出端与旋转轴一端相连接带动旋转轴正、反转动,所述熔融加热机构包括炉体、加热单元、夹持单元和旋转单元,所述炉体穿设于支撑台上且炉体上下两端分别突出支撑台,所述炉体底部设有进料口且炉体顶部设有出料口,所述加热单元的加热嘴穿入炉体对玻璃棒料加热熔融,所述夹持单元可转动地设于炉体底部进料口下方夹持或松开玻璃棒料,所述旋转单元设于支撑台上且旋转单元与夹持单元相连接带动夹持单元于炉体的进料口下方旋转进而带动夹持的玻璃棒料旋转,所述下料槽设于支撑台下方位于支撑台旋转后炉体的出料口下方承接熔融后的玻璃棒料送入成型模具压铸成玻璃工艺品,所述炉体侧壁设有供裁切机构的切刀伸入炉体裁切的开口,所述裁切机构设于支撑台上且裁切机构的切刀可伸入炉体将玻璃棒料熔融至所需容量的熔融部分切断,所述送料机构包括第二驱动机构和放料槽,所述第二驱动机构设于支撑台上且第二驱动机构的输出端带动位于炉体底部进料口下方的放料槽上下升降进而带动放料槽上的玻璃棒料穿过夹持单元伸入炉体进行加热熔融,所述裁切机构、成型模具、第一驱动机构、送料机构和熔融加热机构均连接并受控于控制器。
3、进一步的,所述机架上还设有可伸入炉体出料口对炉体内玻璃棒料软化端冲击扩大玻璃棒料顶部软化摊开体积或掀离炉体出料口的耐温冲头。
4、进一步的,所述第二驱动机构包括两个驱动单元,两个驱动单元分别设于支撑台两侧,放料槽两侧分别各自向外延伸构成两侧支撑杆,两个驱动单元的输出端分别与放料槽两侧支撑杆自由端相连接带动放料槽竖直方向平稳升降。
5、更进一步的,所述驱动单元为丝杆电机。
6、进一步的,所述旋转单元包括伺服电机和同步带,所述夹持单元包括中部为通孔的旋转座和设于旋转座上的液压夹持机构,液压夹持机构的夹持中心和旋转座的通孔同轴心,伺服电机设于支撑台上且伺服电机通过同步带带动旋转座旋转进而带动液压夹持机构夹持的玻璃棒料旋转。
7、进一步的,所述控制器为plc控制器或cnc控制器。
8、通过采用前述技术方案,本发明的有益效果是:通过设置一个可旋转的支撑台,从而可使得炉体进行上下翻转,由送料机构将玻璃棒等玻璃棒料垂直上升送入炉体内,并由夹持单元夹持住玻璃棒等玻璃棒料在旋转单元的带动下使得玻璃棒等玻璃棒料垂直旋转,从而使得加热单元对旋转的玻璃棒等玻璃棒料进行边旋转边加热熔融,进行加热熔融时玻璃棒等玻璃棒料是垂直放置的使得顶部熔融的玻璃棒等玻璃棒料逐渐形成蘑菇头而不会出现滴落,进而使得熔融的玻璃棒等玻璃棒料可达到预制作玻璃工艺品所需容量,当玻璃棒等玻璃棒料熔融至所需容量时,由第一驱动机构带动旋转轴转动进而带动支撑台整体进行上下180°翻转,并将裁切机构的切刀伸入炉体将玻璃棒料熔融至所需容量的熔融部分切断,使得熔融的玻璃棒料从炉体的出料口掉落至下料槽,由下料槽承接熔融后的玻璃棒料送入成型模具压铸成玻璃工艺品,再将支撑台反向翻转回原位进行下一个工艺品所需的玻璃棒料的加热熔融,整个机台可自动对玻璃进行熔融制成玻璃工艺品、玻璃棒料熔融容量超大、大容量玻璃熔融快速加工完成、玻璃熔融加工效果好,打破了现有辅助烧熔机所存在的玻璃棒料熔融的极限,可自由生产无需造成成本浪费,随时根据需求使用,造价成本大大将低,相比大型设备整体占用空间小使用灵活;通过进一步的设置,即机架上还设有可伸入炉体出料口对炉体内玻璃棒料软化端冲击扩大玻璃棒料顶部软化摊开体积或掀离炉体出料口的耐温冲头,使得玻璃棒料软化端更粗体积更大,使得玻璃棒料的熔浆体积变大而又不会滴落,以达到更大体积玻璃水晶工艺品所需体积容量的玻璃棒料,进一步提高玻璃棒料熔融的体积容量,满足用户的需求,第二驱动机构采用两个设置在支撑台两侧驱动单元的输出端与放料槽两侧支撑杆自由端相连接带动放料槽竖直方向平稳升降,使得其可在支撑台反向翻转回原位时可继续平稳送料,使用更加便利,可广泛推广应用。
技术特征:
1.一种玻璃工艺品熔融加工成型装置,包括控制器、机架、支撑台、裁切机构和成型模具,其特征在于:还包括第一驱动机构、旋转轴、下料槽、送料机构和熔融加热机构,所述旋转轴固设于支撑台上且旋转轴两端突出支撑台并可转动地设于机架上,所述第一驱动机构设于机架上且第一驱动机构输出端与旋转轴一端相连接带动旋转轴正、反转动,所述熔融加热机构包括炉体、加热单元、夹持单元和旋转单元,所述炉体穿设于支撑台上且炉体上下两端分别突出支撑台,所述炉体底部设有进料口且炉体顶部设有出料口,所述加热单元的加热嘴穿入炉体对玻璃棒料加热熔融,所述夹持单元可转动地设于炉体底部进料口下方夹持或松开玻璃棒料,所述旋转单元设于支撑台上且旋转单元与夹持单元相连接带动夹持单元于炉体的进料口下方旋转进而带动夹持的玻璃棒料旋转,所述下料槽设于支撑台下方位于支撑台旋转后炉体的出料口下方承接熔融后的玻璃棒料送入成型模具压铸成玻璃工艺品,所述炉体侧壁设有供裁切机构的切刀伸入炉体裁切的开口,所述裁切机构设于支撑台上且裁切机构的切刀可伸入炉体将玻璃棒料熔融至所需体积容量的熔融部分切断,所述送料机构包括第二驱动机构和放料槽,所述第二驱动机构设于支撑台上且第二驱动机构的输出端带动位于炉体底部进料口下方的放料槽上下升降进而带动放料槽上的玻璃棒料穿过夹持单元伸入炉体进行加热熔融,所述裁切机构、成型模具、第一驱动机构、送料机构和熔融加热机构均连接并受控于控制器。
2.根据权利要求1所述的玻璃工艺品熔融加工成型装置,其特征在于:所述机架上还设有可伸入炉体出料口对炉体内玻璃棒料软化端冲击扩大玻璃棒料顶部软化摊开体积或掀离炉体出料口的耐温冲头。
3.根据权利要求1所述的玻璃工艺品熔融加工成型装置,其特征在于:所述第二驱动机构包括两个驱动单元,两个驱动单元分别设于支撑台两侧,放料槽两侧分别各自向外延伸构成两侧支撑杆,两个驱动单元的输出端分别与放料槽两侧支撑杆自由端相连接带动放料槽竖直方向平稳升降。
4.根据权利要求3所述的玻璃工艺品熔融加工成型装置,其特征在于:所述驱动单元为丝杆电机。
5.根据权利要求1述的玻璃工艺品熔融加工成型装置,其特征在于:所述旋转单元包括伺服电机和同步带,所述夹持单元包括中部为通孔的旋转座和设于旋转座上的液压夹持机构,液压夹持机构的夹持中心和旋转座的通孔同轴心,伺服电机设于支撑台上且伺服电机通过同步带带动旋转座旋转进而带动液压夹持机构夹持的玻璃棒料旋转。
6.根据权利要求1述的玻璃工艺品熔融加工成型装置,其特征在于:所述控制器为plc控制器或cnc控制器。
技术总结
本发明涉及玻璃工艺品技术领域,提供一种玻璃工艺品熔融加工成型装置,包括控制器、机架、支撑台、裁切机构、成型模具、第一驱动机构、旋转轴、下料槽、送料机构和熔融加热机构,第一驱动机构设于机架上且第一驱动机构输出端与旋转轴一端相连接带动旋转轴正、反转动,旋转单元设于支撑台上且旋转单元与夹持单元相连接带动夹持单元于炉体的进料口下方旋转进而带动夹持的玻璃棒料旋转,下料槽设于支撑台下方位于支撑台旋转后炉体的出料口下方承接熔融后的玻璃棒料送入成型模具压铸成玻璃工艺品。本发明解决了现有玻璃工艺品熔融加工成型装置对于容量较大的玻璃工艺品在玻璃棒等材料熔融时玻璃熔融滴落至少无法实现快速加工的问题。
技术研发人员:蔡春祥
受保护的技术使用者:泉州市红梅玻璃工艺有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!