一种镜片模压成型系统和方法与流程
本技术实施例涉及镜片加工,尤其涉及一种镜片模压成型系统和方法。
背景技术:
1、镜片为成像系统中的重要组成部分,例如,在手机等终端中,可以包括由多个镜片组成的摄像头模组。镜片的质量对摄像头模组的成像质量影响很大,而相关技术中,镜片的加工效率和加工质量还有待提升。
技术实现思路
1、本技术实施例的目的在于提供一种镜片模压成型系统和方法。
2、为了实现上述目的,本技术实施例提供如下方案:
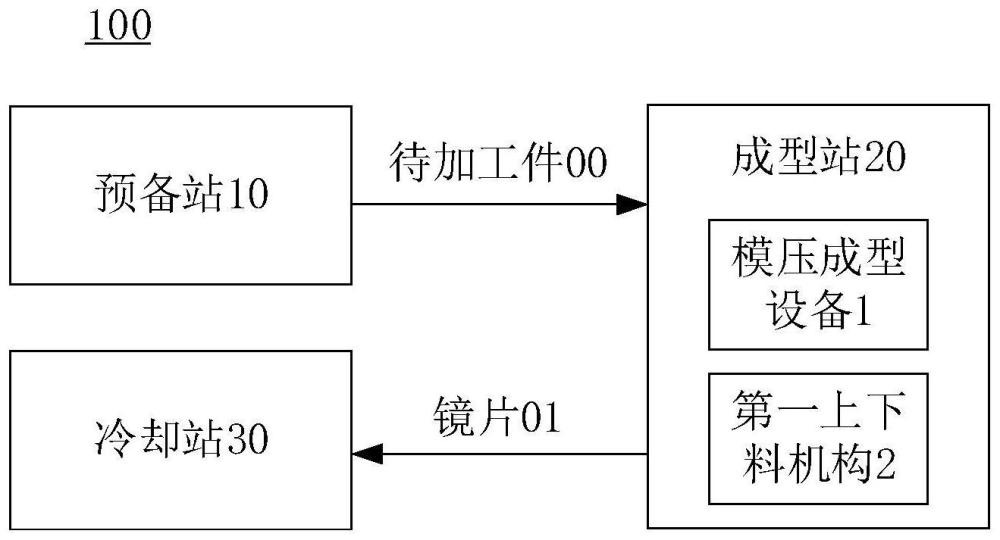
3、一方面,提供一种镜片模压成型系统,包括预备站、成型站和冷却站;所述成型站包括模压成型设备和第一上下料机构,所述第一上下料机构用于:在所述预备站中的待加工件处于第一预设温度值时,将所述待加工件移动至所述模压成型设备中,所述模压成型设备用于将所述待加工件加工成镜片,所述第一上下料结构还用于:在所述模压成型设备中的镜片冷却至第二预设温度值时,将所述镜片移动至所述冷却站;其中,所述第一预设温度值小于或等于玻璃材料的高弹态温度范围下限,和/或所述第二预设温度值小于或等于玻璃材料的高弹态温度范围下限。
4、在第一预设温度值小于或等于玻璃的高弹态温度范围下限时,待加工件移动至模压成型设备过程中的状态呈固态或基本呈固态,如此,使得待加工件移动过程中不容易发生变形,进一步地,使得模压成型设备对加工待加工件后(如成型、保形以形成镜片后),所形成的镜片表面精度高,且不容易变形。此处,可不限制镜片的取出温度(即第二预设温度值),而且相较于不控制待加工件放入模压成型设备的温度(即第二预设温度值)的方案而言,仍可以较好的改善最终形成的镜片的质量。
5、在第二预设温度值小于或等于玻璃的高弹态温度范围下限时,镜片由模压成型设备中取出的过程中呈固态或基本呈固态,如此,使得镜片加工成型后的移动过程中不容易发生变形,进一步地,使得最终取出的镜片表面精度高,且不容易变形。
6、在第一预设温度和第二预设温度均小于或等于玻璃的高弹态温度范围下限时,则可以综合前面两方面的优点,得到加工质量更好的镜片,此处不再赘述。
7、本实施例中,可以有效的改善镜片的加工质量。此外,由于该系统在加工镜片的过程中,待加工件在模具中的时间更短,因此,还有利于提升镜片的加工效率,也即是,本技术实施例可以同时兼顾镜片的质量和加工效率。
8、在一些实施例中,所述模压成型设备包括:相对设置的第一压板和第二压板;连接于所述第一压板与所述第二压板的运动机构,所述运动机构用于控制所述第一压板与所述第二压板之间的距离;模座,位于所述第一压板和所述第二压板之间;所述模座包括导向容纳孔;第一模仁,位于所述导向容纳孔内;第二模仁,位于所述模座与所述第二压板之间,所述第二模仁用于与所述第一模仁配合,在所述导向容纳孔内将所述待加工件挤压成所述镜片。本实施例中,设置了包括导向容纳孔的模座,通过第一压板和第二压板相互运动,可以将第二模仁压入导向容纳孔中,从而与导向容纳孔内的第一模仁配合,在导向容纳孔中将待加工件挤压成镜片。由于设置了导向容纳孔,使得镜片成型时更加稳定可靠,不容易发生错位不良,也即提升了镜片良率。
9、在一些实施例中,所述运动机构包括伸缩杆,所述伸缩杆的一端连接所述第一压板,所述伸缩杆的另一端连接所述第二压板。由此,可以在第一压板固定时,利用伸缩杆推动第二压板相对于第一压板靠近或远离;或者,在第二压板固定时,利用伸缩杆推动第一压板相对于第二压板靠近或远离。
10、在一些实施例中,所述模压成型设备还包括:第一加热板,位于所述模座与所述第一压板之间;模座固定件,所述模座固定件与所述第一加热板连接,并且所述模座固定件包括卡爪,所述卡爪与所述模座的边沿的背离所述第一加热板的表面抵接。如此可以将限制模座相对于第一加热板运动,提升了设备的可靠性,可以利用第一加热板对模座和第一模仁进行稳定的加热,进而实现将热量传递至待加工件。
11、在一些实施例中,所述第一加热板包括顶针孔,所述顶针孔与所述导向容纳孔连通;所述模压成型设备还包括:脱模机构,位于所述第一加热板与所述第一压板之间;所述脱模机构包括顶针,所述顶针用于穿过所述顶针孔以推动所述导向容纳孔中的第一模仁运动。如此,在加工形成镜片后,可以利用顶针将第一模仁和镜片顶起来,方便对第一模仁和镜片的表面进行观察,并且方便后续从第一模仁上取出镜片。而且,在一些示例中,同时还可以将第二模仁顶起一定的高度,起到方便吸取第二模仁的作用。
12、在一些实施例中,所述第一上下料机构包括:模仁控制机械手,所述模仁控制机械手用于控制所述第二模仁移动;第一上料机械手和第一下料机械手,所述第一上料机械手用于在所述预备站中的待加工件处于第一预设温度值时,将所述预备站中的待加工件移动至所述模压成型设备中,所述第一下料机械手用于在所述模压成型设备中的镜片冷却至所述第二预设温度值时,将所述镜片移动至所述冷却站。例如,在模仁控制机械手的吸盘吸取并移动第二模仁,暴露出镜片后,可以利用第一下料机械手的吸盘将暴露出的镜片吸取并移动至冷却站,同时可以利用第一上料机械手的吸盘将预备站中的待加工件吸取并移动至导向容纳孔内的第一模仁上。本实施例中,可以利用三个机械手协同工作,大幅提升了镜片的加工效率。此处的各个机械手的结构可参阅前文对机械手的描述,例如可以为x-y-z三轴机械手,或者可以为柔性臂机构等。
13、在一些实施例中,所述模压成型设备还包括:第二加热板,位于所述第二模仁与所述第二压板之间;固定架,与所述第二压板连接;所述第二加热板夹设在所述固定架和所述第二压板之间,所述第二加热板与所述固定架之间具有容纳空间,所述固定架包括连通所述容纳空间的连通孔,所述容纳空间和所述连通孔均位于所述加热板背离所述第二压板的一侧,且依次远离所述加热板;所述第二模仁包括头部和杆部,所述头部限制于所述容纳空间,所述杆部与所述头部连接,且所述杆部穿过所述连通孔。本实施例中,由于固定架可以将第二加热板与第二压板相对固定,并且可以将第二模仁的头部限制在第二加热板与固定架之间具有容纳空间内,因此在第二压板运动的过程中,可以带动第二加热板与第二模仁一同运动,此时,可以无需设置模仁控制机械手来移动第二模仁。
14、在一些实施例中,所述固定架还包括:安装架和连接架,所述连接架连接所述安装架和所述第二压板;所述安装架与所述第二加热板背离所述第二压板的表面抵接;所述容纳空间位于所述安装架与所述第二加热板之间,所述连通孔位于所述安装架。本示例中,将固定架分成了两部分,起到便于安装、拆卸、维护的目的。
15、在一些实施例中,所述连接架包括连接块、第一连接件和第二连接件,所述第一连接件连接所述连接块和所述第二压板,所述第二连接件连接所述连接块和所述安装架沿第一方向的相对表面,所述连接块与所述安装架沿第一方向的相对表面之间具有间隙,所述第一方向为所述第二加热板与所述第二压板的叠放方向。本示例中,通过设置第一连接件和第二连接件,可以更方便的固定固定架。其中第一连接件和第二连接件可以为螺栓,通过设置连接块与安装架沿第一方向的相对表面之间具有间隙,可以在螺栓固定的同时,起到很好的紧固作用,不容易出现螺栓拧紧,连接块与安装架沿接触后,还未夹紧第二加热板的情况,提升了可靠性。
16、在一些实施例中,所述连通孔的孔壁的热膨胀系数,大于所述杆部的热膨胀系数。本示例中,使得模压成型设备在加热模压前时杆部与连通孔之间的间隙很小或没有,而在加热模压时,由于连通孔的孔壁的热膨胀系数大于杆部的热膨胀系数,使得杆部在与待加工件接触的过程中,具有一定程度的自动回正效果,也即是,避免杆部下压过程中,由于连通孔与杆部之间没有活动余量,导致杆部处于一个倾斜的下压过程,因此有利于提升镜片的加工质量。
17、在一些实施例中,所述第二加热板与所述第二压板的叠放方向为第一方向;所述连通孔的轴线与所述第一方向平行;所述容纳空间沿第一方向的距离,大于所述头部沿所述第一方向的距离。本示例中,通过设置容纳空间沿第一方向的距离,大于头部沿第一方向的距离,使得杆部在下压的过程中,头部具有一定的活动余量,同样可以避免杆部持续处于一个倾斜的下压过程而损坏镜片,本示例中,在下压第二模仁的过程中,可以配合连通孔的孔径变化,以及第二加热板与头部的逐渐接触,起到良好的杆部自动回正效果,提升了镜片的加工质量。
18、在一些实施例中,镜片模压成型系统还包括:图像检测器件和隔热结构,所述图像检测器件位于所述隔热结构内,所述图像检测器件用于透过所述隔热结构的透明隔热窗对所述模压成型设备的至少部分和/或所述镜片进行检测。本实施例中,图像检测器件可以例如可以为电荷耦合元件(charge coupled device,ccd)相机或其他具有图像检测功能的器件。该图像检测器件位于隔热结构内,因此可以在高温(例如300℃-700℃)条件下实现图像检测功能,且不容易出现高温损坏的情况。此处“模压成型设备的至少部分”例如可以包括第一模仁、第二模仁、模座等结构,通过图像检测,可以判断出第一模仁、第二模仁、模座等结构是否有表面残留、损坏,以及镜片的表面质量等等。
19、在一些实施例中,镜片模压成型系统还包括:固定调节结构,所述图像检测器件和所述隔热结构安装在所述固定调节结构的活动端。如此,可以利用固定调节结构来移动图像检测器件和隔热结构,从而可以利用图像检测器件对模压成型设备的至少部分和/或镜片进行更多角度的图像检测,提升了检测功能的准确性和可靠性。
20、在一些实施例中,所述固定调节结构包括第一移动机构和/或第二移动机构,所述第一移动机构用于驱动所述图像检测器件沿第一方向运动;所述第二移动机构用于驱动所述图像检测器件在垂直于所述第一方向的平面内运动;所述第一方向平行于所述导向容纳孔的轴线。如此,可以对模压成型设备的至少部分和/或镜片实现比较全面的检测。
21、在一些实施例中,所述固定调节结构包括柔性臂机构,所述柔性臂机构用于驱动所述图像检测器件沿多个角度运动。如此,可以对模压成型设备的至少部分和/或镜片实现更全方位的检测。
22、在一些实施例中,所述导向容纳孔、所述第一模仁和所述第二模仁的数量均为多个,且一一对应。本示例中,可以同时对多个待加工件进行挤压成型,效率更高。示例性的,多个导向容纳孔可以排布成圆周阵列或矩形阵列。如此使得排布更加规整,各镜片挤压成型过程中受热均匀,不容易相互影响。
23、在一些实施例中,所述预备站包括:多级独立的升温腔室,最后一级升温腔室用于向所述第一上下料机构提供所述待加工件;第一输送机构,用于输送所述待加工件依次经过所述多级独立的升温腔室;第二上料机械手,用于将玻璃预制件放入第一级腔室,所述玻璃预制件为所述待加工件。如此,可以对待加工件实现稳定的温度控制,不容易受外界环境温度影响,提高了加工可靠性。
24、在一些实施例中,所述预备站包括:多级独立的第一冷却腔室,最后一级第一冷却腔室用于向所述第一上下料机构提供所述待加工件;第二输送机构,用于输送所述待加工件依次经过所述多级独立的第一冷却腔室;熔融挤压设备,用于将玻璃原料挤压成所述待加工件,使所述待加工件位于第一级第一冷却腔室。如此,可以对待加工件实现稳定的温度控制,不容易受外界环境温度影响,提高了加工可靠性。
25、在一些实施例中,所述冷却站包括:多级独立的第二冷却腔室,第一级第二冷却腔室用于接收所述第一上下料机构从所述模压成型设备中取出的所述镜片;第三输送机构,用于输送所述镜片依次经过所述多级独立的第二冷却腔室;第二下料机械手,用于在镜片被输送至最后一级第二冷却腔室时,将所述镜片取出。如此,可以对镜片实现稳定的温度控制,不容易受外界环境温度影响,有利于保证镜片的加工质量。
26、另一方面,提供一种镜片模压成型方法,包括:在待加工件处于第一预设温度值时,将待加工件移动至模压成型设备中;利用所述模压成型设备将待加工件加工成镜片;在所述模压成型设备中的镜片冷却至第二预设温度值时,将所述镜片从所述模压成型设备中取出;其中,所述第一预设温度值小于或等于玻璃材料的高弹态温度范围下限,和/或所述第二预设温度值小于或等于玻璃材料的高弹态温度范围下限。
27、在一些示例中,所述第一预设温度值与所述玻璃材料的高弹态温度范围下限之间的差值的绝对值小于或等于100℃,所述第二预设温度值与所述玻璃材料的高弹态温度范围下限之间的差值的绝对值小于或等于100℃。
28、在第一预设温度值小于或等于玻璃的高弹态温度范围下限时,待加工件移动至模压成型设备过程中的状态呈固态或基本呈固态,如此,使得待加工件移动过程中不容易发生变形,进一步地,使得模压成型设备对加工待加工件后(如成型、保形以形成镜片后),所形成的镜片表面精度高,且不容易变形。此处,可不限制镜片的取出温度(即第二预设温度值),而且相较于不控制待加工件放入模压成型设备的温度(即第二预设温度值)的方案而言,仍可以较好的改善最终形成的镜片的质量。
29、在第二预设温度值小于或等于玻璃的高弹态温度范围下限时,镜片由模压成型设备中取出的过程中呈固态或基本呈固态,如此,使得镜片加工成型后的移动过程中不容易发生变形,进一步地,使得最终取出的镜片表面精度高,且不容易变形。
30、在第一预设温度和第二预设温度均小于或等于玻璃的高弹态温度范围下限时,则可以综合前面两方面的优点,得到加工质量更好的镜片,此处不再赘述。
31、本技术实施例提供的镜片模压成型方法,可以有效的改善镜片的加工质量。此外,由于该方法相较于前面的等温模压成型方案而言,待加工件在模具中的时间更短,因此,还有利于提升镜片的加工效率,也即是,本技术实施例可以同时兼顾镜片的质量和加工效率。
- 还没有人留言评论。精彩留言会获得点赞!