一种用于石英丝拉制的多参量联合反馈控制方法及系统
本发明涉及熔融石英丝的拉制装置领域,更具体地,涉及一种用于石英丝拉制的多参量联合反馈控制方法及系统。
背景技术:
1、精密扭秤是用于微弱力测量的重要工具,在科学研究中有着重要应用,对于扭秤系统来说,扭丝的材质、长度、直径、品质因数、扭转弹性系数k值等参数对整个系统的灵敏度都有重要影响,石英丝的品质因数与承重能力一般与其结构缺陷和直径有关,但是在进行拉制时,由于各种因素会导致石英丝直径的变化和加热区域温度的变化,并且容易导致石英丝内部的断裂,从而导致石英丝的品质受到影响,当前工艺成熟的光纤由于拉制过程会引入杂质等问题难以直接应用到扭秤上,在拉制石英丝的装置中选用加热在过程中具有无污染、功率可精确控制等优点的激光器作为加热源,但在该过程中由于激光功率本身的抖动与位移台的速度变化会导致石英丝直径的不均匀性,这对于实验中需要的品质因数、灵敏度及断裂强度都是一项风险,而在实验中发现拉制石英丝的直径、断裂强度等特性与激光功率、拉制速度、给料速度都有关,并且对于同一直径的石英丝三者需要匹配才能达到直径的均匀与应力分布的均匀,并且具有较高的品质因数,因此需要设计一套良好的多参量联合反馈系统用于控制拉制过程中的激光功率和位移台速度,从而使石英丝的直径均匀性和断裂强度得到提升,以及改善石英丝内部的应力分布,提高石英丝的品质因数与扭称系统灵敏度。
2、当前利用激光加热熔融石英扭丝拉制工艺研究比较成熟的是格拉斯哥大学的科研团队,通过检测加热区域的亮度或直接监测激光功率,通过pid反馈控制激光器的功率,从而达到加热区域亮度稳定的目的,使石英丝的直径更加均匀,并且石英丝的断裂强度也得到了提升,且更加集中,但是此方法对直径的控制能力有限,取决于温度与石英丝直径的依赖关系,而在实验中发现影响石英丝直径与力学性能的原因还有位移台拉制速度和给料速度,单纯的控制一个因素最终得到的石英丝的直径均匀性与力学性能达不到理想的水平,容易对拉制过程中出现的光饱和现象出现控制出错的问题,另外,加热石英棒的亮度或直接监测出射激光功率等不足以精确反映加原料热区域的温度,尽管华中科技大学研究团队实现了熔融石英扭丝的拉制,但是仍未较好地解决上述问题,一次成型拉制直径在几十微米量级的石英丝需要采用直径2mm附近的石英棒原料,在拉制过程中需要监测原料的熔融和沸腾状态,目前主流使用的高温计、热电偶等温度计无法较好地实现对大小2mm附近的物体高达2700℃的测量要求,因此需要一种更高范围的传感器来指示拉制过程中原料的温度。
技术实现思路
1、本发明为克服上述现有技术所述的在进行石英丝拉制时,由于各种因素会导致石英丝直径的变化和加热区域温度的变化,并且容易导致石英丝内部的断裂的问题,从而导致石英丝的品质受到影响,提供一种用于石英丝拉制的多参量联合反馈控制方法及系统。
2、为解决上述技术问题,本发明的技术方案如下:
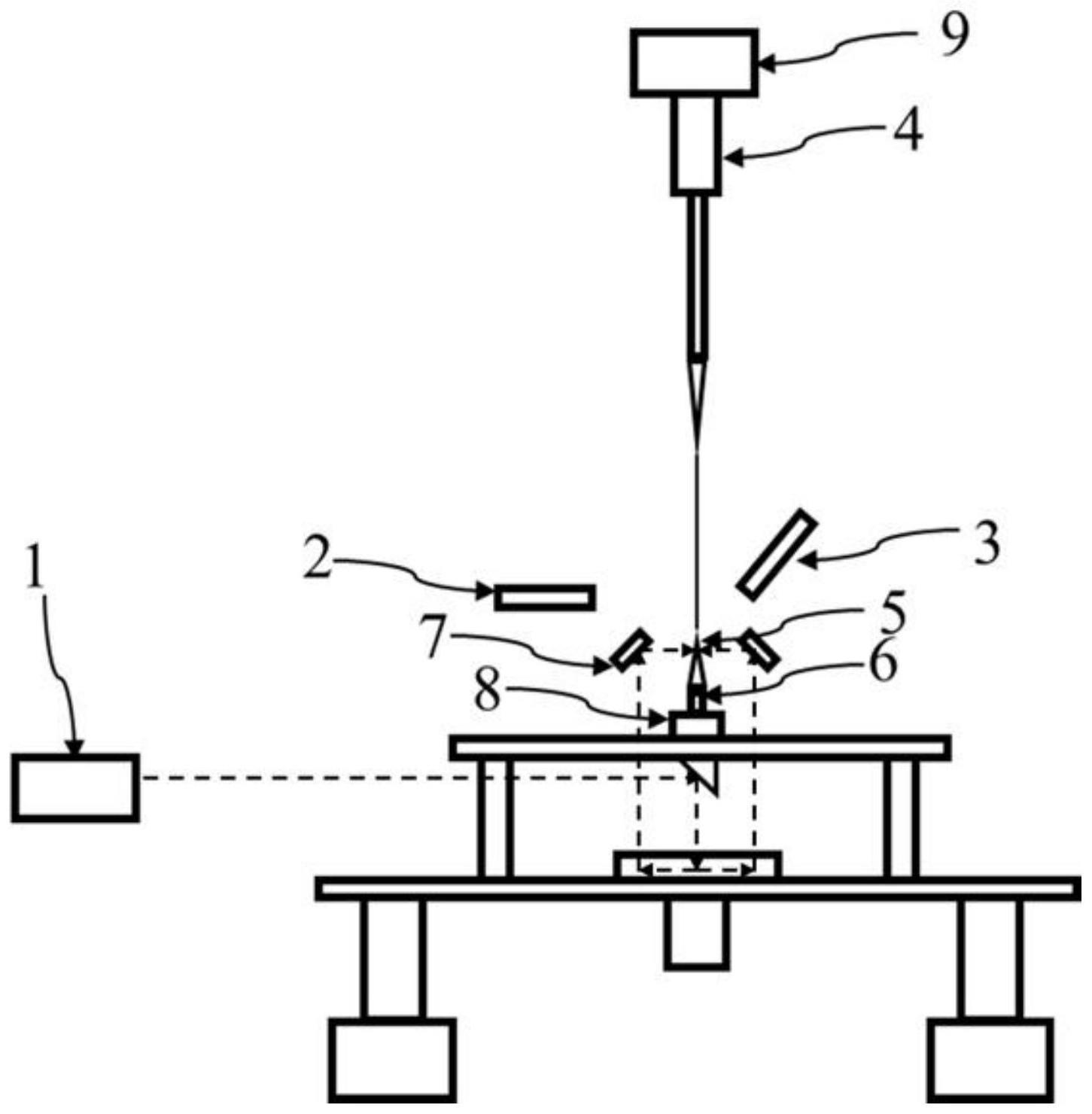
3、一种用于石英丝拉制的多参量联合反馈控制系统,包括激光光源模块、直径监测模块、光谱探测模块、石英棒、锥形镜和拉制模块,所述激光光源模块发射激光经过所述锥形镜,所述锥形镜汇聚激光到加热区域,所述加热区域为激光汇聚到石英棒表面的区域,所述光谱探测模块探测加热区域的温度信息,所述拉制模块从石英棒拉出石英丝,所述直径监测模块获取从石英棒拉出的石英丝的直径信息,根据直径监测模块和光谱探测模块反馈的直径信息和温度信息控制拉制模块从石英棒拉制石英丝的拉制速度和激光光源模块的激光功率。
4、进一步,所述光谱探测模块包括可见光传感器、近红外传感器、反馈控制上位机和红外传感器,所述可见光光谱传感器、近红外传感器和红外传感器实时监测石英棒的加热区域的热辐射光谱,然后通过反馈控制上位机根据监测到的热辐射光谱得到温度信息。
5、进一步,所述直径监测模块获取石英丝的图像,从图像中提取石英丝的边界对应的像素点位置,对像素点位置进行拟合,得到石英丝的直径信息。
6、进一步,所述拉制模块包括位移台、上端夹具和下端夹具,所述上端夹具与下端夹具夹紧石英棒,上端夹具固定于位移台的下方,上端夹具固定安装在位移台上,下端夹具安装在石英棒的下方,通过对位移台的移动带动上端夹具从石英棒中拉出石英丝。
7、进一步,所述通过对位移台的移动从石英棒中拉出石英丝,具体为:当所述位移台按s型加速曲线向上加速移动,从石英棒中拉出石英丝,当所述位移台结束拉制石英丝时,所述位移台按s型减速曲线向上减速平移直至静止,然后向下平移预设行程。
8、进一步,所述多参量联合反馈控制方法应用于权利要求1至5任一项所述的一种用于石英丝拉制的多参量联合反馈控制系统,多参量联合反馈控制方法包括以下步骤:
9、s1:计算拉制模块的拉制速度与石英丝直径的关系和激光光源模块的激光功率与石英棒温度的关系;
10、s2:激光光源模块对加热区域进行加热,通过光谱探测模块探测加热区域的温度,待温度达到阈值时,拉制模块开始从石英棒拉出石英丝;
11、s3:在拉制的过程中,直径监测模块和光谱探测模块实时返回石英丝的直径信息和石英棒的加热区域的温度信息;
12、s4:拉制模块根据步骤s3得到的直径监测模块实时返回的石英丝直径和步骤s1得到的拉制模块的拉制速度与石英丝直径的关系调整拉制速度,根据拉制速度调整给料速度,根据给料速度和步骤s3得到的光谱探测模块实时返回石英棒的加热区域的温度信息调整激光功率,根据步骤s1得到的激光光源模块的激光功率与石英棒温度的关系稳定加热区域的温度。
13、进一步,在所述步骤s1中,所述计算拉制模块的拉制速度与石英棒加热区域5关系:
14、d=k1vpull+c1
15、式中,d为石英丝直径,vpull为拉制速度,k1为用直径实时监测结果控制拉制速度的系数,c1为第一常数。
16、进一步,在所述步骤s1中,激光光源模块的激光功率与石英棒温度的关系:
17、t=k2p+c2
18、式中,k2作为温度控制激光功率的系数,t为加热区域的温度,p为激光功率,c2为第二常数。
19、进一步,在所述步骤s4中,所述由计算得到的拉制速度计算出给料速度:
20、
21、式中,vfeed为给料速度,rfiber为石英丝6的半径,rrod为石英棒半径。
22、进一步,所述由计算得到的给料速度重新调整激光光源模块的激光功率:
23、
24、在时间间隔δt内,δt为石英棒的温度变化量,m为石英棒质量,ρ为石英棒密度,rrod为石英棒半径,p为激光功率,c为石英棒比热容。
25、与现有技术相比,本发明技术方案的有益效果是:
26、本发明利用石英丝的温度与直径同时反馈控制激光器功率、拉制速度与给料速度,保证了拉制过程中温度的稳定和各项参数的匹配度,有效地克服由于石英丝原料变化导致的石英丝直径的不规则变化,保证了石英丝应力分布的均匀性和直径的均匀性,提高了扭秤的灵敏度,有效的消除了导致石英丝力学性能变化的大分部因素,使得石英丝的品质因数进一步提高,且进一步降低了石英丝的扭转弹性系数,进一步提高了石英丝的灵敏度,克服了直接利用传统高温计测量小范围高温的限制,保证了探测的温度的准确性。
- 还没有人留言评论。精彩留言会获得点赞!