一种高热震性陶瓷发热体及其制备方法与流程
本发明涉及发热体,具体涉及一种高热震性陶瓷发热体及其制备方法。
背景技术:
1、材料在温度急剧变化条件下抵抗损伤的能力。称热稳定性,热震稳定性,抗热冲击性,抗温度急变性,耐急冷急热性等。
2、其中氧化铝陶瓷发热体是以氧化铝瓷为基体,耐热难熔金属作为内电极形成发热电路,通过一系列特殊工艺在1600℃高温下共烧而成的一种高新高热节能的发热体,具有耐腐蚀、耐高温、寿命长、高效节能、温度均匀、导热性能良好、热补偿速度快等优点。广泛地应用于智能卫浴,水加热,新能源汽车等。氧化铝基陶瓷材料是以离子键或共价键结合,位错的势垒很高,材料的脆性大,不能承受巨大的机械冲击和热冲击,即其抗热震性较差,在≥190℃高温环境下使用时抗热震性差,从而降低了使用寿命。为了其在陶瓷发热体方面的广泛应用,就必须提高和改善其热震性。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种高热震性陶瓷发热体,该陶瓷发热体由流延基片、陶瓷胚管和厚膜印刷的发热层组合而成,包括如下重量份的陶瓷粉体:氧化铝65-90份、氧化锆5-20份、陶瓷质纤维或晶须0.1-5份、烧结助剂0.1-5份、低热膨胀基料0.1-5份;并将其配制成适配等静压成型胚管流延成型基片,等静压成型胚管以及厚膜印刷发热层的浆料。
2、本发明的另一目的在于提供一种高热震性陶瓷发热体的制备方法,该工艺操作简单,控制方便,生产效率高,生产成本低,制备过程中将流延成型的基片与喷雾造粒等静压成型经素烧排胶后的胚管,以及加配方瓷粉的厚膜浆料印刷于基片,并将胚管与厚膜印刷基片组合,最后接电极制得具有高热震性、低膨胀系数、高强度、绝缘性能好的陶瓷发热体。
3、本发明的目的通过下述技术方案实现:一种高热震性陶瓷发热体,包括陶瓷胚管、流延基片和厚膜印刷的发热层组合而成,所述发热层印刷于流延基片内层,印有发热层的基片包裹于陶瓷胚管的环向外表面,且发热层位于基片与陶瓷胚管之间;所述流延基片由流延生胚浆料流延成型,所述陶瓷胚管由陶瓷浆料制得,厚膜印刷时采用厚膜印刷浆料;
4、所述流延生胚浆料包括如下重量份的原料:有机溶剂30-70份、氧化铝65-90份、氧化锆5-20份、陶瓷质纤维或晶须0.1-5份、烧结助剂0.1-5份、低热膨胀基料0.1-5份、分散剂1-2份、消泡剂0.1-2份、增塑剂2-8份和粘结剂5-20份;
5、所述陶瓷胚管由陶瓷浆料制得,所述陶瓷浆料包括如下重量份的原料:氧化铝65-90份、氧化锆5-20份、陶瓷质纤维或晶须0.1-5份、烧结助剂0.1-5份、低热膨胀基料0.1-5份、去离子水100-200份和塑化剂8-12份;
6、所述厚膜印刷浆料包括如下重量份的原料:
7、厚膜印刷金属浆料:松油醇20-60份、柠檬酸三丁酯1-10份、丁基卡必醇1-10份、粘结剂1-10份、金属粉70-95份;
8、瓷粉:氧化铝65-90份、氧化锆5-20份、陶瓷质纤维或晶须0.1-5份、烧结助剂0.1-5份、低热膨胀基料0.1-5份;
9、所述厚膜印刷金属浆料和瓷粉按照重量份为75-95:5-25组成。
10、本发明中的陶瓷发热体由流延基片、陶瓷胚管和厚膜印刷的发热层组合而成,将流延成型的基片与喷雾造粒等静压成型经素烧排胶后的胚管,以及加配方瓷粉的厚膜浆料印刷于基片,并将胚管与厚膜印刷基片组合,最后接电极制得的发热体具有高热震性、低膨胀系数、高强度、绝缘性能好的优点。其中,采用氧化锆的作用是增加氧化铝复合陶瓷材料的韧性;晶须增韧陶瓷基复合材料的主要增韧机制包括晶须拔出、裂纹偏转,晶须桥联、其增韧机理与纤维增韧陶瓷基复合材料相类似,晶须增韧效果不随温度而变化,另外陶瓷质纤维是纤维状轻质耐火材料,具有重量轻、耐高温、热稳定性好、导热率低、比热小及耐机械震动等优点,低膨胀系数的基料添加在高热震性陶瓷发热体的材料中可进一辅助降低氧化铝热膨胀系数。
11、优选的,所述氧化铝粉体的纯度≥99.9;
12、氧化铝的平均粒径d50为2-3μm;
13、氧化锆的平均粒径d50为1-2μm;
14、陶瓷质纤维的长径比≥15:1,晶须直径0.1~2.5μm,长度10-50um;
15、优选的,所述陶瓷质纤维或晶须为氧化锆纤维或晶须、碳化硅纤维或晶须、氮化硅纤维或晶须中的至少一种;所述烧结助剂为氧化钇、氧化镁、氧化钙、氧化硅中的至少一种;所述低热膨胀基料为堇青石、莫来石、红柱石、钛酸铝中的至少一种。
16、本发明中的添加的烧结助剂在高温时形成的液相促进了烧结反应进行,降低了烧结温度(1200~1800℃),并在冷却后形成了新的固相,促进颗粒重排和传质过程,能在较低温度下产生液相以促进烧结。
17、本发明中的低热膨胀基料用于降低氧化铝热膨胀系数和提高材料的导热系数,可以获得具有较低热膨胀系数的复合材料,从而提高高热震性陶瓷发热体的抗热震性。所述堇青石、莫来石、红柱石、钛酸铝的平均粒径d50 2-3μm;所述氧化钇、氧化镁、氧化钙、氧化硅的平均粒径d50 0.5-1μm。
18、优选的,所述有机溶剂为无水乙醇、甲苯、二甲苯、丁酮、异丙醇中的至少一种;所述分散剂为蓖麻油、byk-110、byk-140、s160、鲱鱼油、玉米油、红花油、亚麻籽油中的至少一种;所述消泡剂为正丁醇、乙二醇中的至少一种;所述增塑剂为邻苯二甲酸二丁酯、邻苯二甲酸二辛酯、聚乙二醇中的至少一种;所述粘结剂为聚乙烯缩丁醛类粘结剂、乙烯基类粘结剂、丙烯酸类粘结剂中的至少一种。
19、本发明中的采用的上述具体增塑剂协同各自的优势能够起到高效的增塑作用,在保持胚体强度的同时提高胚体的柔韧性,提高成型性能,方便叠层、冲压。
20、本发明中的粘结剂,可辅助将粉体颗粒物质周围包裹聚合物,进一步在成型工艺中,将所有粉体和添加剂建成一个网络,是胚片中的唯一连续相,起到提高强度、柔韧性、增塑性和叠层性能的作用。
21、优选的,所述厚膜印刷金属浆料中的金属粉为钨、钼、钌、锰、铷、铼中的至少一种;所述粘结剂为pvb、乙基纤维素中的至少一种。
22、本发明还提供了一种高热震性陶瓷发热体的制备方法,包括如下步骤:
23、s1、按照重量份,向有机溶剂中加入氧化铝、氧化锆、陶瓷质纤维或晶须、分散剂、低热膨胀基料和烧结助剂混合搅拌均匀,得到混合物a,备用;
24、s2、将粘结剂、消泡剂和增塑剂加入步骤s1中得到的混合物a中混合搅拌均匀,得到流延浆料;流延浆料混料方式为高能球磨,粘度为10000-20000cps;
25、s3、将步骤s2中得到的流延浆料加热至30-50℃进行脱泡处理1-6h,流延成型后,流延生胚根据所需尺寸进行分切,冲片,备用;流延成型的流延速度为0.1-0.5m/min;
26、s4、按照重量份氧化铝、氧化锆、陶瓷质纤维或晶须混合,得到一次混合粉体,备用;
27、s5、将低热膨胀基料和烧结助剂加入步骤s4中得到的一次混合粉体中混合搅拌均匀,得到二次混合粉体,备用;
28、s6、步骤s5中得到的二次混合粉体加入去离子水中,再将塑化剂加入混合均匀,并采用高能球磨方式得到混合浆料,备用;
29、s7、将步骤s6中得到的混合浆料采用离心式喷雾造粒的方式制得造粒粉,备用;
30、s8、采用干压或等静压成型方式将步骤s7中得到的造粒粉制成陶瓷胚管,备用;
31、s9、将步骤s8中得到的陶瓷胚管放置在温度为1100-1300℃条件下进行烧结独立保温1-3h,烧结方式为空气烧结,得到烧结后的陶瓷胚管圆管,备用;
32、s10、将步骤s9中得到的陶瓷胚管圆管进行切割以及外圆磨,得到一次加工成型的陶瓷胚管;备用;
33、s11、按照重量份,将松油醇、柠檬酸三丁酯、丁基卡必醇、粘结剂、金属粉,瓷粉砸磨混合成厚膜印刷用发热浆料,备用;
34、s12、将无水乙醇、pvb和陶瓷瓷粉按照如下重量份比为8:1:1制成粘结用胶,备用;
35、s13、对步骤s3中得到的流延片使用步骤s11的金属发热浆料厚膜印刷,得到发热层,之后将印刷好发热层的流延片包裹于步骤s10中得到的陶瓷胚管的外表面,包裹之前流延片刷一层步骤s12制得的粘结用胶,经过等静压叠合,备用;
36、s14、将步骤s13中的产品在氮气氢气混合气氛中加热至500-800℃进行排胶,之后加热至1400-1700℃烧结,共烧制成陶瓷发热体,备用;
37、s15、将步骤s14中烧结好的产品在焊接炉中焊接电极,并在1200-1400℃的温度下烧结,烧结气氛为空气或氢气和氮气混合气氛,最后在电极的固定端子引出接电端子,制得陶瓷发热体成品。
38、本发明中的陶瓷发热体通过上述方法制得,而利用上述方法制得的陶瓷发热体具有高热震性、低膨胀系数、高强度、绝缘性能好的优点。该工艺操作简单,控制方便,生产效率高,生产成本低,制备过程中可将得到的流延浆料经脱泡、流延成型后、分切、冲片、印刷线路、将喷雾造粒制得的陶瓷胚管,经过1100-1300℃素烧后与刷胶后的基片等静压叠合、排胶共烧制成高热震性陶瓷发热体,最后接电极制成陶瓷发热体成品。
39、优选的,所述步骤s3中流延设备采用底部加热,底部温度为20-95℃,按照流延基片的流出方向依次设置:25-40℃,40-50℃,50-60℃,60-70℃,70-80℃,85-95℃六段加热,速度为0.1-0.5m/min,刀高根据设定基片厚度调节。
40、优选的,所述步骤s8、s13中等静压处理时的温度为60-80℃,压力为30-120mpa,时间为60-300s。
41、优选的,所述步骤s11中的砸磨混合时间为4-6h,砸磨间距由0.5-0.1mm,以0.1mm为梯度依次降低砸磨混合。
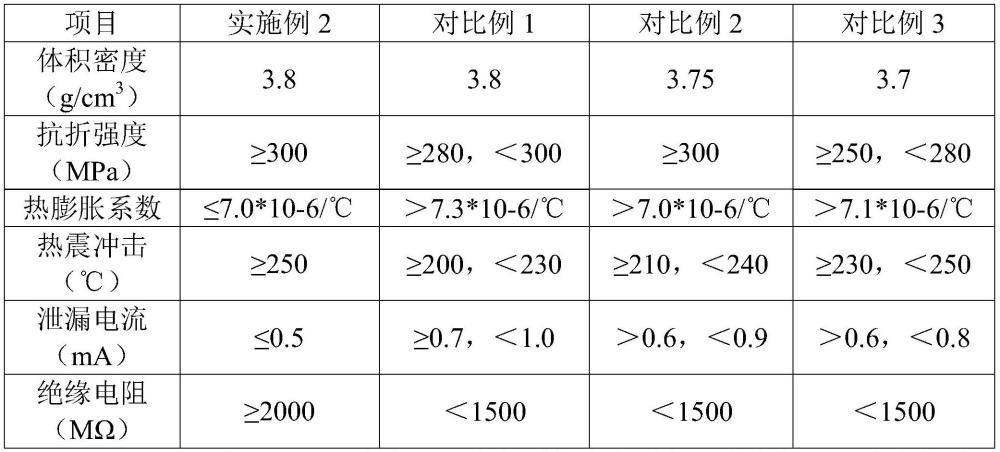
42、本发明的有益效果在于:本发明的陶瓷发热体将流延成型的流延基片与喷雾造粒等静压成型经素烧排胶后的陶瓷胚管、和厚膜印刷的发热层组合而成,氧化锆和晶须或纤维的添加提高了陶瓷材料的韧性;低膨胀系数的基料添加辅助降低陶瓷发热体的膨胀系数,而制备该发热体的工艺操作简单,控制方便,生产效率高,生产成本低,制备过程中可将得到的流延浆料经脱泡、流延成型后、分切、冲片、印刷线路、并与经喷雾造粒制得的陶瓷胚管,经过1100-1300℃素烧后与刷胶后的基片等静压叠合、共烧制成高热震性陶瓷发热体,最后接电极制成陶瓷发热体成品,制得的发热体具有高热震性、低膨胀系数、高强度、绝缘性能好的优点。
- 还没有人留言评论。精彩留言会获得点赞!