玻璃管生产系统及其玻璃液流量控制方法与流程
本公开涉及玻璃管生产,尤其涉及一种玻璃管生产系统及其玻璃液流量控制方法。
背景技术:
1、在药用中硼硅玻璃管生产中,窑炉工序将配合料熔解成玻璃液后到达料道进行温度调整和进一步均化。料道可采用耐火材料砌筑,但先进的料道需采用铂金通道。玻璃液经过料道工序以后到达成型工序被制成玻璃管;从料道供向成型工序的玻璃液流量的稳定性是影响玻璃管生产质量以及尺寸精度的重要因素。
2、目前,对于铂金通道流量控制,普遍的做法是通过手动控制供料管开度或调节通道温度的方式实现。手动调整供料管开度可以改变璃液流经通道的横截面积,从而实现料量控制,但手动调节难于做到精确控制,且调整量跳变,不能平缓的连续调整;调整温度可以改变玻璃液粘度,玻璃液流动速度发生变化,从而实现料量控制,但玻璃液温度和粘度的改变较大时,会造成生产工艺波动,影响成型质量。
3、因此,如何提供一种调节精度高且能够避免造成玻璃液温度和粘度的波动,满足成型工艺需求的玻璃液流量控制手段,是目前亟需解决的技术问题。
技术实现思路
1、本公开所要解决的一个技术问题是:如何提供一种调节精度高且能够避免造成玻璃液温度和粘度的波动,满足成型工艺需求,是目前亟需解决的技术问题。
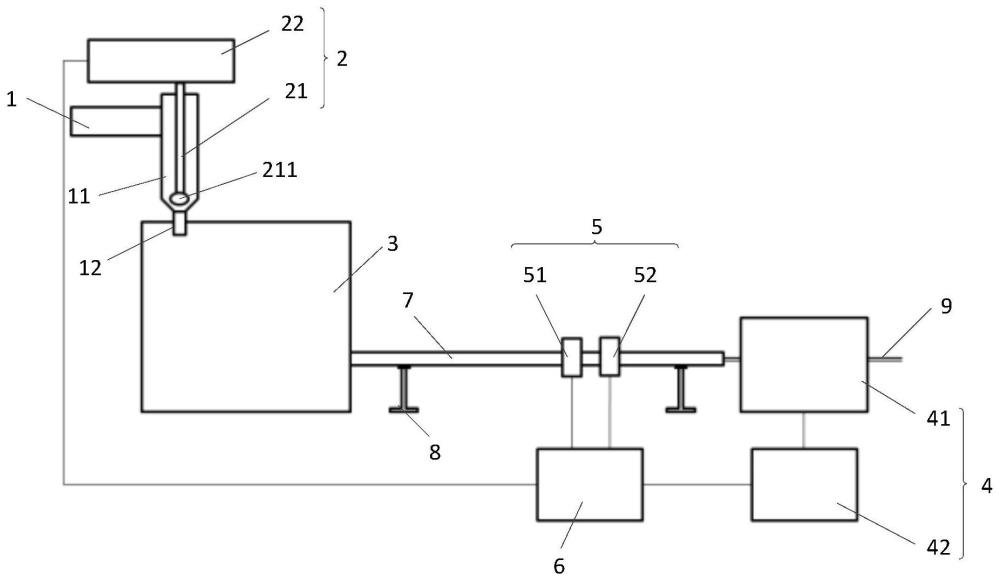
2、为解决上述技术问题,本公开实施例提供一种玻璃管生产系统,该玻璃管生产系统包括:铂金通道,其包括搅拌桶及连通于搅拌桶底部的供料管;
3、出料调节机构,设置于铂金通道的搅拌桶内且对应于供料管,用于调节供料管的出料流量;
4、玻管成型机构,供料管延伸至玻管成型机构内,玻管成型机构用于承接玻璃液并将玻璃液拉制形成玻璃管;
5、牵引机构,设置于玻管成型机构的出口所在的一侧,用于牵引玻璃管;
6、检测机构,用于检测由玻管成型机构的出口出料的玻璃管的壁厚和外径数据;和
7、控制机构,与出料调节机构、牵引机构及检测机构分别信号连接,用于接收检测机构的检测结果及牵引机构的牵引速度并计算供料管在单位时间内的玻璃液流量,并基于玻璃液流量控制出料调节机构调节出料流量。
8、在一些实施例中,出料调节机构包括:
9、搅拌棒,设置于搅拌桶内,其底部具有与供料管的入口端对应的闸料头,闸料头的直径大于供料管的内径;和
10、驱动电机,其驱动端与搅拌棒的顶部连接,用于调节搅拌棒的高度以调整闸料头与搅拌桶的内壁之间的间隙大小;
11、其中,驱动电机与控制机构信号连接。
12、在一些实施例中,还包括:支撑跑道,沿玻璃管的牵引方向延伸,且设置于玻管成型机构的出口与牵引机构之间,用于支撑玻璃管。
13、在一些实施例中,支撑跑道的底侧沿其延伸方向间隔设置有多个支撑件。
14、在一些实施例中,支撑跑道内沿其延伸方向设置有多个支撑轮,支撑轮与支撑跑道转动连接,且其转动轴线的延伸方向垂直于牵引方向和纵向,支撑轮的轮面用于与玻璃管接触。
15、在一些实施例中,牵引机构包括:
16、牵引机本体,用于牵引玻璃管;和
17、牵引控制部,与控制机构和牵引机本体分别信号连接,用于控制牵引机本体的牵引速度。
18、在一些实施例中,检测机构包括:
19、壁厚检测仪和外径检测仪,二者间隔设置于玻管成型机构的出口和牵引机构之间;
20、其中,在玻璃管的牵引方向上壁厚检测仪和外径检测仪之间的间隔距离小于预设距离值。
21、在一些实施例中,控制机构包括:
22、显示部和输入部,分别用于显示预设信息及用于输入预设指令。
23、本公开实施例还提供一种玻璃管生产系统的玻璃液流量控制方法,该玻璃管生产系统的控制方法包括:实时获取检测机构检测得到的玻璃管的壁厚和外径并获取牵引机构的牵引速度;
24、根据壁厚和外径数据、牵引速度及玻璃液的密度,计算铂金通道的供料管在单位时间内的玻璃液流量;
25、根据玻璃液流量向出料调节机构发送控制信号,以调节供料管的出料流量。
26、在一些实施例中,壁厚和外径数据为预设时间内检测机构测得的玻璃管的壁厚的平均值数据和外径的平均值数据。
27、通过上述技术方案,本公开提供的玻璃管生产系统及其玻璃液流量控制方法,加工系统的控制机构根据检测机构检测得到的玻璃管的壁厚、外径以及牵引机构的牵引速度,并结合玻璃液的密度,可计算出铂金通道的供料管在单位时间内出料的玻璃液流量,并能够向出料调节机构发送信号,以使出料调节机构调节供料管的出料流量,从而实现可出料流量的自动调节,无需人工频繁的对供料管出料的玻璃液流量的变化进行监测,且通过自动调节的方式可使流量的调节过程较为平缓和精准,解决了手动调节造成的流量突变的问题,且通过机械结构的调节,可避免通过温度调节的方式造成的玻璃液的温度和粘度的波动,能够使玻璃加工系统的玻璃液流量稳定,玻璃液组织均匀,能够最大程度的满足成型工艺需求。
技术特征:
1.一种玻璃管生产系统,其特征在于,包括:
2.根据权利要求1所述的玻璃管生产系统,其特征在于,
3.根据权利要求1所述的玻璃管生产系统,其特征在于,还包括:
4.根据权利要求3所述的玻璃管生产系统,其特征在于,
5.根据权利要求3所述的玻璃管生产系统,其特征在于,
6.根据权利要求1所述的玻璃管生产系统,其特征在于,
7.根据权利要求1所述的玻璃管生产系统,其特征在于,
8.根据权利要求1所述的玻璃管生产系统,其特征在于,
9.一种玻璃管生产系统的玻璃液流量控制方法,应用于如权利要求1-8中任一所述的玻璃管生产系统,其特征在于,包括:
10.根据权利要求9所述的玻璃管生产系统的玻璃液流量控制方法,其特征在于,
技术总结
本公开提供一种玻璃管生产系统及其玻璃液流量控制方法,涉及玻璃管生产技术领域。该玻璃管生产系统包括:铂金通道;出料调节机构,设置于铂金通道的搅拌桶内且对应于供料管,用于调节供料管的出料流量;玻管成型机构,用于承接玻璃液并将玻璃液拉制形成玻璃管;牵引机构,设置于玻管成型机构的出口所在的一侧,用于牵引玻璃管;检测机构,用于检测由玻管成型机构的出口出料的玻璃管的壁厚和外径数据;和控制机构,与出料调节机构、牵引机构及检测机构分别信号连接,用于接收检测机构的检测结果及牵引机构的牵引速度并计算供料管在单位时间内的玻璃液流量,并基于玻璃液流量控制出料调节机构调节出料流量。
技术研发人员:王建友,严永海
受保护的技术使用者:东旭药玻(北京)科技有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!