轻质玻璃瓶喷雾强化工艺的制作方法
本发明涉及玻璃瓶生产,尤其涉及一种轻质玻璃瓶喷雾强化工艺。
背景技术:
1、包装玻璃瓶产业是一个属于民生经济的传统工业,有着悠久的历史。作为我国整个国民经济不可或缺的配角,包装玻璃瓶产业的生存和发展直接影响着人民的日常生活和相关配套产业的发展,玻璃包装容器仍然是啤酒、饮料、药品的主要包装物。随着时代的发展,绿色包装成为全球包装发展的趋势,玻璃瓶轻质化是绿色包装的迫切要求。而玻璃瓶的轻质化则是以降低重量,减小玻璃瓶壁厚来达到效果的。但这些轻质化的工作如不能精准,玻璃瓶强度达不到要求,就会影响玻璃瓶的质量。因此,必须是在保证玻璃瓶强度的前提下进行。
2、刚制成的瓶子强度是最大的,但随着时间的推移,环境的改变和玻璃瓶表面受到划伤和磨损会都使强度逐渐降低,造成破损,特别是轻质玻璃瓶,在运输过程中、高速灌装作业线上和包装作业机实际使用过程中,由于玻璃瓶相互接触碰撞或与其他物体摩擦,划伤磨损的机会很多,因此对玻璃瓶必须采取适宜的表面增强措施加以保护;对刚成型后的新瓶施行表面增强,其效果最为理想。
3、现有技术在冷端喷涂时,直接对玻璃瓶进行喷涂处理,特别是未考虑固相试剂层的形成必须控制好喷雾温度、溶液浓度、喷雾时间、喷雾液滴大小,中国专利文件公开了一种基于玻璃瓶生产的多方位喷涂系统及喷涂工艺(申请公布号cn112718310a),包括安装座,所述安装座的顶部转动安装有两个对称设置的传动辊,所述安装座的一侧设置有驱动两个传动辊同时进行转动的驱动组件;本发明操作简单,结构紧凑,此喷涂系统本体机械自动化效率高,无需人工进行辅助操作,降低人工加工成本,对玻璃瓶的喷涂效率高,节省涂料,且喷涂完毕之后直接对其进行烘干,有效的提高了生产效率,具有广阔的市场推广前景。但是其不足之处在于:没有相应的措施控制好喷雾温度、溶液浓度、喷雾时间。
4、中国专利文件公开了一种基于玻璃瓶生产的多方位喷涂系统及喷涂工艺(申请公布号cn113926618b),包括处理箱和多个设置在处理箱内腔的喷涂构件;该基于玻璃瓶生产的多方位喷涂系统及喷涂工艺,可实现多方位喷涂,并方便上下料,喷涂构件与支撑圆板进行对应,从而实现一对一的喷涂,保证喷涂效果。但是其不足之处在于:没有相应的措施控制好喷雾温度、溶液浓度、喷雾时间。
5、因此针对这一现状,迫切需要设计一种轻质玻璃瓶喷雾强化工艺,以满足实际使用的需要。
技术实现思路
1、本发明的目的在于提供一种轻质玻璃瓶喷雾强化工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供了轻质玻璃瓶喷雾强化工艺,包括储液单元、混合搅拌单元、喷涂单元,所述储液单元通过第一输液泵与混合搅拌单元连接,所述混合搅拌单元通过第二输液泵与喷涂单元连接。
3、进一步地,所述储液单元包括储液桶、盖子、把手、第一进液管、第一蝶阀、第一输液泵。
4、进一步地,所述混合搅拌单元包括搅拌桶、第一出液管、第二进液管、第二蝶阀)、第二输液泵、筒体保温夹层、筒体隔热层、蒸汽盘管、搅拌泵、液位计、第一温度计、第一搅拌叶、第二搅拌叶。
5、进一步地,所述喷涂单元包括:喷涂箱、喷涂构件、箱体保温夹层、箱体隔热层、第二出液管、第二温度计、第二蒸汽进气管、第二蒸汽出气管、蒸汽进气阀、蒸汽出气阀、玻璃瓶进口、玻璃瓶出口,所述喷涂构件包括进液管、第一喷嘴组、第二喷嘴组。
6、进一步地,所述第一输液泵进液口与第一进液管和第一蝶阀连接,第一输液泵出液口与第一出液管连接。
7、进一步地,所述第二输液泵进液口与第二进液管和第二蝶阀连接,第二输液泵出液口与第二出液管连接;所述搅拌桶由内而外依次为筒体保温夹层、筒体隔热层,所述搅拌泵设置有第一搅拌叶、第二搅拌叶,所述筒体隔热层内设置有蒸汽盘管,所述蒸汽盘管进口与第一蒸汽进气管和球阀连接,蒸汽盘管出口与第一蒸汽出气管连接。
8、进一步地,所述喷涂箱由内而外依次为箱体保温夹层、箱体隔热层,所述喷涂箱上设置有第二蒸汽进气管、第二蒸汽出气管、玻璃瓶进口、玻璃瓶出口,所述第二蒸汽进气管设置有蒸汽进气阀、第二蒸汽出气管设置有蒸汽出气阀,所述第二蒸汽进气管、第二蒸汽出气管和箱体保温夹层连通;所述进液管设置在喷涂箱内壁上,进液管与第二出液管连接,所述第一喷嘴组、第二喷嘴组为对称排列,所述第二温度计用于显示第一喷嘴组和第二喷嘴组的喷雾温度。
9、进一步地,所述第一蒸汽进气管、第一蒸汽出气管、第二进液管、第二出液管、第二蒸汽出气管均设置有疏水阀;所述第一蒸汽进气管、第一蒸汽出气管、第二蒸汽进气管、第二蒸汽出气管管道外壁均包覆有隔热层;所述第二进液管、第二出液管、进液管管道外壁依次设置有蒸汽保温夹层(19)、隔热层。
10、进一步地,所述喷雾强化工艺包括以下步骤:
11、s1、配料:将质量百分数的各喷涂液原料硝酸钾80%~90%、亚硝酸钾5%~10%以及亚硝酸钠1%~5%依次投入到储液单元存储备用;
12、s2、调温:通过蒸汽将混合搅拌单元和喷涂单元温度调至最佳混合温度400~450℃和喷涂温度400~450℃,将玻璃瓶放置到喷涂单元;
13、s3、混料:启动第一输液泵,将储液单元的原料液送至混合搅拌单元,第一搅拌叶和第二搅拌叶将原料液混合均匀,得到喷涂液;
14、s4、喷涂:通过第二输液泵将混合搅拌单元中的喷涂液送至喷涂单元,喷涂完成;
15、s5、烘干:喷涂完毕关闭喷涂构件的进液管和喷嘴,通过第二蒸汽进气管上的蒸汽进气阀和第二蒸汽出气管上的蒸汽出气阀调节喷涂箱内温度至70~80℃进行烘干。
16、本发明的有益效果体现在:
17、1、本发明中,设置有蒸汽保温夹层和隔热层,确保喷涂液输送过程温度恒定,喷涂液经过喷嘴进行喷涂,喷涂单元箱体保温夹层、箱体隔热层和确保喷雾附着最佳温度,从而保证整个工艺的喷雾温度在可控范围内。
18、2、本发明中,设置有筒体保温夹层、筒体隔热层、蒸汽盘管、搅拌泵、第一温度计、第一搅拌叶、第二搅拌叶,搅拌泵的第一搅拌叶和第二搅拌叶设计为不同尺寸的搅拌叶,并设计为上下排列的两组搅拌叶,确保喷涂液充分搅拌均匀,保证了溶液浓度,筒体保温夹层设计有蒸汽盘管提供喷涂液最佳搅拌混合温度,筒体隔热层减少搅拌桶的热量损失,保温的同时避免蒸汽的使用量增加,节约蒸汽使用成本。
19、3、本发明中,设置有两组对称的第一喷嘴组和第二喷嘴组,喷涂时降低喷雾时间,箱体保温夹层确保喷涂时的温度可控,确保喷涂均匀的同时喷雾温度可控,第二蒸汽进气管、第二蒸汽出气管提供箱体保温夹层所需温度;设置的第二温度计用于显示第一喷嘴组和第二喷嘴组的喷雾温度,可确保第一喷嘴组和第二喷嘴组的喷雾温度相同,保证喷雾喷涂在玻璃瓶的效果一致;同时可提供玻璃瓶的烘干温度,温度可控,箱体隔热层减少喷涂箱的热量损失,保温的同时避免蒸汽的使用量增加,节约蒸汽使用成本。
技术特征:
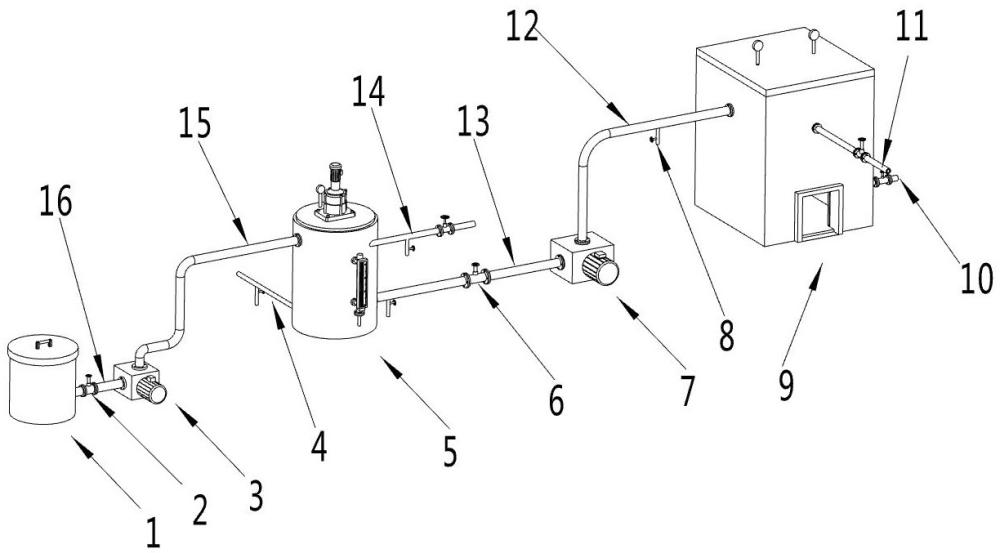
1.轻质玻璃瓶喷雾强化工艺,包括储液单元(1)、混合搅拌单元(5)、喷涂单元(9),其特征在于,所述储液单元(1)通过第一输液泵(3)与混合搅拌单元(5)连接,所述混合搅拌单元(5)通过第二输液泵(7)与喷涂单元(9)连接。
2.根据权利要求1所述的轻质玻璃瓶喷雾强化工艺,其特征在于,所述储液单元(1)包括储液桶(111)、盖子(112)、把手(113)、第一进液管(16)、第一蝶阀(2)、第一输液泵(3)。
3.根据权利要求1所述的轻质玻璃瓶喷雾强化工艺,其特征在于,所述混合搅拌单元(5)包括搅拌桶(52)、第一出液管(15)、第二进液管(13)、第二蝶阀(6)、第二输液泵(7)、筒体保温夹层(54)、筒体隔热层(59)、蒸汽盘管(58)、搅拌泵(55)、液位计(53)、第一温度计(56)、第一搅拌叶(57)、第二搅拌叶(51)。
4.根据权利要求1所述的轻质玻璃瓶喷雾强化工艺,其特征在于,所述喷涂单元(9)包括:喷涂箱(97)、喷涂构件、箱体保温夹层(94)、箱体隔热层(91)、第二出液管(12)、第二温度计(96)、第二蒸汽进气管(11)、第二蒸汽出气管(10)、蒸汽进气阀(17)、蒸汽出气阀(18)、玻璃瓶进口(99)、玻璃瓶出口(93),所述喷涂构件包括进液管(95)、第一喷嘴组(92)、第二喷嘴组(98)。
5.根据权利要求2所述的轻质玻璃瓶喷雾强化工艺,其特征在于,所述第一输液泵(3)进液口与第一进液管(16)和第一蝶阀(2)连接,第一输液泵(3)出液口与第一出液管(15)连接。
6.根据权利要求3所述的轻质玻璃瓶喷雾强化工艺,其特征在于,所述第二输液泵(7)进液口与第二进液管(13)和第二蝶阀(6)连接,第二输液泵(7)出液口与第二出液管(12)连接;所述搅拌桶(52)由内而外依次为筒体保温夹层(54)、筒体隔热层(59),所述搅拌泵(55)设置有第一搅拌叶(57)、第二搅拌叶(51),所述筒体隔热层(59)内设置有蒸汽盘管(58),所述蒸汽盘管(58)进口与第一蒸汽进气管(14)和球阀(21)连接,蒸汽盘管(58)出口与第一蒸汽出气管(4)连接。
7.根据权利要求4所述的轻质玻璃瓶喷雾强化工艺,其特征在于,所述喷涂箱(97)由内而外依次为箱体保温夹层(94)、箱体隔热层(91),所述喷涂箱(97)上设置有第二蒸汽进气管(11)、第二蒸汽出气管(10)、玻璃瓶进口(99)、玻璃瓶出口(93),所述第二蒸汽进气管(11)设置有蒸汽进气阀(17)、第二蒸汽出气管(10)设置有蒸汽出气阀(18),所述第二蒸汽进气管(11)、第二蒸汽出气管(10)和箱体保温夹层(94)连通;所述进液管(95)设置在喷涂箱(97)内壁上,进液管(95)与第二出液管(12)连接,所述第一喷嘴组(92)、第二喷嘴组(98)为对称排列,所述第二温度计(96)用于显示第一喷嘴组(92)和第二喷嘴组(98)的喷雾温度。
8.根据权利要求2、3、4所述的轻质玻璃瓶喷雾强化工艺,其特征在于,所述第一蒸汽进气管(14)、第一蒸汽出气管(4)、第二进液管(13)、第二出液管(12)、第二蒸汽出气管(10)均设置有疏水阀(8);所述第一蒸汽进气管(14)、第一蒸汽出气管(4)、第二蒸汽进气管(11)、第二蒸汽出气管(10)管道外壁均包覆有隔热层(20);所述第二进液管(13)、第二出液管(12)、进液管(95)管道外壁依次设置有蒸汽保温夹层(19)、隔热层(20)。
9.根据权利要求1-8中任意一项所述的轻质玻璃瓶喷雾强化工艺,其特征在于:所述喷雾强化工艺包括以下步骤:
技术总结
轻质玻璃瓶喷雾强化工艺,涉及玻璃瓶生产技术领域,包括依次连接的储液单元、混合搅拌单元、喷涂单元,所述储液单元通过第一输液泵与混合搅拌单元连接,所述混合搅拌单元通过第二输液泵与喷涂单元连接;所述储液单元包括储液桶、盖子、把手,所述混合搅拌单元包括搅拌桶、筒体保温夹层、筒体隔热层、蒸汽盘管、搅拌泵、液位计、第一温度计、第一搅拌叶、第二搅拌叶,所述喷涂单元包括:喷涂箱、喷涂构件、箱体保温夹层、箱体隔热层、第二温度计;所述第二进液管、第二出液管、进液管管道外壁依次设置有蒸汽保温夹层、隔热层。该轻质玻璃瓶喷雾强化工艺,实现准确控制喷雾温度、溶液浓度、喷雾时间。
技术研发人员:刘海,付振贤,刘裕兴,卢俊东,汪力
受保护的技术使用者:云南旺焱玻璃包装制品有限责任公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!