一种降低玻璃板厚薄差的装置的制作方法
本发明涉及玻璃生产,尤其是涉及一种降低玻璃板厚薄差的装置。
背景技术:
1、在压延的生产过程中,如图5所示,玻璃液从供料设备1中流入压延设备过程中,受外部环境(压延辊3温度、湿度、周边的气流)的影响,玻璃液的粘度是不均匀的,玻璃液中心点的粘度低(玻璃液温度高),玻璃液边缘和外部空气接触的玻璃液的粘度大(玻璃液温度低),如图4所示,x轴和y轴的交点是玻璃液的中心点,该点的粘度最小(玻璃液温度最高),越向外玻璃液的粘度越大(玻璃液温度低)。
2、如图5所示,当从供料设备1中流入的玻璃液和压延辊3接触时,由于压延辊3的自身温度比玻璃液的温度低(使用液体或者气体对压延辊3进行冷却,保持压延辊3有一定的强度)以及外部环境的影响,玻璃液的流向会发生改变,粘度小的玻璃液流动快,粘度小的玻璃液会向压延辊3的两端(y轴的方向中心线两侧)流动(图5中小箭头示意粘度小的玻璃液向压延辊3的两侧流动),而原粘度大的玻璃液流动小,这样就会造成和压延辊3接触的玻璃液粘度很不均匀,压延辊3的两端(y轴的方向中心线两侧)的玻璃液粘度小(温度高),流动性好,中间部分的玻璃液粘度大(温度低),流动性差。
3、在压延辊3的压延后,当玻璃液离开压延辊3时,玻璃带(该处的玻璃带还处于流体状态)的中间玻璃液粘度大(温度低),流动性差,玻璃带两侧的璃液粘度小(温度高),流动性好。这样会造成玻璃带的两侧玻璃液聚集。玻璃带经过后续的退火形成玻璃板后,玻璃板的两侧厚度将比玻璃板中间的厚度厚。严重时会由于厚度不均使产品ng(废品),这样会造成资金、成本的浪费。
技术实现思路
1、本发明的目的在于提供一种降低玻璃板厚薄差的装置,以解决上述问题。
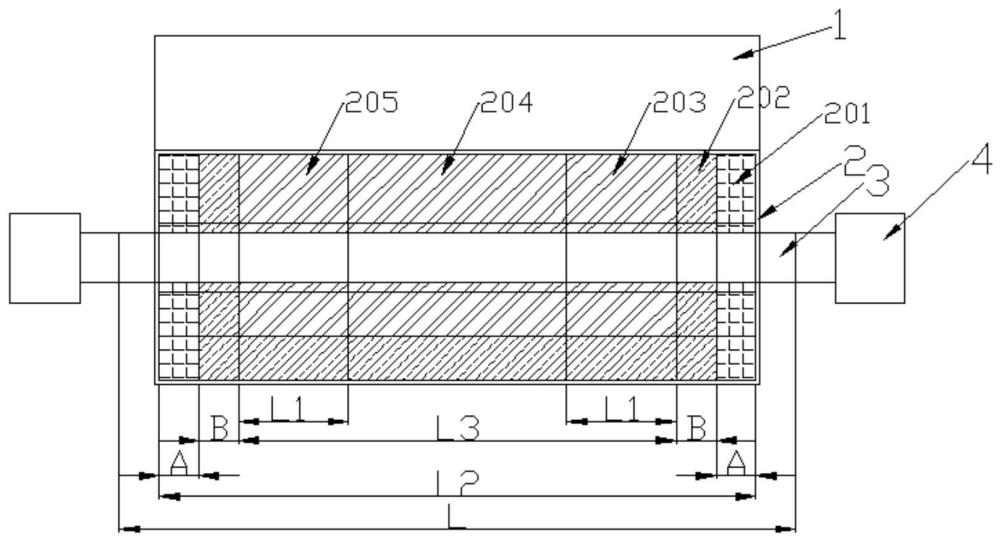
2、本发明提供一种降低玻璃板厚薄差的装置,包括加热机构、压延辊、以及驱动压延辊的驱动设备,所述加热机构包括壳体和多个功率可调的加热设备,所述壳体内开设有容置腔,所述压延辊与所述壳体配合连接,以使玻璃在容置腔中进行压延,所述的多个功率可调的加热设备设置在容置腔内部,并沿容置腔长度方向上依次相邻设置,以使得容置腔中所述的多个功率可调的加热设备沿高度方向上具有不同的加热温度区。
3、进一步的,所述压延辊的长度为l,容置腔的长度为l2,则lⅹ9/10<l2<lⅹ95/100。
4、进一步的,所述的多个功率可调的加热设备包括第一加热装置、第二加热装置、第三加热装置和两个第四加热装置,所述的第二加热装置和第三加热装置分别设置在第一加热装置的两端,所述的两个第四加热装置分别设置在第二加热装置和第三加热装置的另一端。
5、进一步的,所述压延辊位于容置腔内部的长度为l3,第二加热装置和第三加热装置的长度为l1,则l3ⅹ1/5<l1<l3ⅹ1/4,所述第一加热装置的长度为l3-2ⅹl1。
6、进一步的,所述的第一加热装置、第二加热装置、第三加热装置和第四加热装置分别包括两个第一加热结构、两个第二加热结构、两个第三加热结构和两个第四加热结构,且两个第一加热结构、两个第二加热结构、两个第三加热结构和两个第四加热结构分别对称设置。
7、进一步的,所述第一加热结构、第二加热结构、第三加热结构和第四加热结构分别包括竖向加热部和横向加热部,且横向加热部与竖向加热部的下端连接。
8、进一步的,若压延辊的直径为d,竖向加热部的宽度为b,横向加热部的宽度为c,则1.0d<b<1.2d,1.3d<c<2.0d。
9、进一步的,任意两个第一加热结构、两个第二加热结构、两个第三加热结构和两个第四加热结构的横向加热部之间距离为e,则5mm<e<30mm。
10、进一步的,所述的多个加热设备沿高度方向上分为h1加热温度区,h2加热温度区、h3加热温度区和h4加热温度区,且h1加热温度区,h2加热温度区、h3加热温度区和h4加热温度区的高度分别为h1、h2、h3、h4,若压延辊的直径为d,1.2d<h1<1.5d,1.0d<h2<1.1d,1.2d<h3<1.5d,1.0d<h4<1.1d。
11、进一步的,所述的多个加热设备与容置腔之间设有保温件,保温件的宽度为a,若压延辊的直径为d,则1.0d<a<1.2d。
12、本发明有益效果:
13、本发明提供一种降低玻璃板厚薄差的装置,包括加热机构、压延辊、以及驱动压延辊的驱动设备,所述加热机构包括壳体和多个功率可调的加热设备,通过功率的调整,来调节玻璃液的粘度和流动性,进而降低玻璃板的厚薄差,避免出现厚度不均使产品报废,减少资金、成本的浪费。
技术特征:
1.一种降低玻璃板厚薄差的装置,其特征在于:包括加热机构、压延辊、以及驱动压延辊的驱动设备,所述加热机构包括壳体和多个功率可调的加热设备,所述壳体内开设有容置腔,所述压延辊与所述壳体配合连接,以使玻璃在容置腔中进行压延,所述的多个功率可调的加热设备设置在容置腔内部,并沿容置腔长度方向上依次相邻设置,以使得容置腔中所述的多个功率可调的加热设备沿高度方向上具有不同的加热温度区。
2.根据权利要求1所述降低玻璃板厚薄差的装置,其特征在于:所述压延辊的长度为l,容置腔的长度为l2,则lⅹ9/10<l2<lⅹ95/100。
3.根据权利要求1所述降低玻璃板厚薄差的装置,其特征在于:所述的多个功率可调的加热设备包括第一加热装置、第二加热装置、第三加热装置和两个第四加热装置,所述的第二加热装置和第三加热装置分别设置在第一加热装置竖直方向上的两端,所述的两个第四加热装置分别设置在第二加热装置竖直方向上和第三加热装置竖直方向上的另一端。
4.根据权利要求3所述降低玻璃板厚薄差的装置,其特征在于:所述压延辊位于容置腔内部的长度为l3,第二加热装置和第三加热装置的长度为l1,则l3ⅹ1/5<l1<l3ⅹ1/4,所述第一加热装置的长度为l3-2ⅹl1。
5.根据权利要求3所述降低玻璃板厚薄差的装置,其特征在于:所述的第一加热装置、第二加热装置、第三加热装置和第四加热装置分别包括两个第一加热结构、两个第二加热结构、两个第三加热结构和两个第四加热结构,且两个第一加热结构、两个第二加热结构、两个第三加热结构和两个第四加热结构分别对称设置。
6.根据权利要求5所述降低玻璃板厚薄差的装置,其特征在于:所述第一加热结构、第二加热结构、第三加热结构和第四加热结构分别包括竖向加热部和横向加热部,且横向加热部与竖向加热部的下端连接。
7.根据权利要求6所述降低玻璃板厚薄差的装置,其特征在于:若压延辊的直径为d,竖向加热部的宽度为b,横向加热部的宽度为c,则1.0d<b<1.2d,1.3d<c<2.0d。
8.根据权利要求6所述降低玻璃板厚薄差的装置,其特征在于:任意两个第一加热结构、两个第二加热结构、两个第三加热结构和两个第四加热结构的横向加热部之间距离为e,则5mm<e<30mm。
9.根据权利要求1所述降低玻璃板厚薄差的装置,其特征在于:所述的多个加热设备沿高度方向上分为h1加热温度区,h2加热温度区、h3加热温度区和h4加热温度区,且h1加热温度区,h2加热温度区、h3加热温度区和h4加热温度区的高度分别为h1、h2、h3、h4,若压延辊的直径为d,1.2d<h1<1.5d,1.0d<h2<1.1d,1.2d<h3<1.5d,1.0d<h4<1.1d。
10.根据权利要求1所述降低玻璃板厚薄差的装置,其特征在于:所述的多个加热设备与所述容置腔之间设有保温件,保温件的宽度为a,若压延辊的直径为d,则1.0d<a<1.2d。
技术总结
本发明涉及玻璃生产技术领域,尤其是涉及一种降低玻璃板厚薄差的装置。本发明提供的降低玻璃板厚薄差的装置包括加热机构、压延辊、以及驱动压延辊的驱动设备,所述加热机构包括壳体和多个功率可调的加热设备,所述壳体内开设有容置腔,所述压延辊与所述壳体配合连接,以使玻璃在容置腔中进行压延,所述的多个功率可调的加热设备设置在容置腔内部,并沿容置腔长度方向上依次相邻设置,使得容置腔中的加热设备沿高度方向上具有不同的加热温度区。本发明提供的装置中加热机构包括壳体和多个功率可调的加热设备,通过功率的调整,来调节玻璃液的粘度和流动性,进而降低玻璃板的厚薄差,避免出现厚度不均使产品报废,减少资金、成本的浪费。
技术研发人员:刘涛,张延起
受保护的技术使用者:重庆鑫景特种玻璃有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!