一种汽车钢化玻璃炉外成型装置的制作方法
本技术涉及玻璃炉外成型的,特别是涉及一种汽车钢化玻璃炉外成型装置。
背景技术:
1、在玻璃炉外成型领域,需要一种汽车钢化玻璃炉外成型装置,其常用技术手段是将钢化玻璃经过加热软化后,送至模具中挤压成型后进行冷却成型。
2、现有的汽车钢化玻璃炉外成型装置中,例如申请号为201420462994.4的实用新型专利中公开的一种汽车钢化玻璃炉外成型装置,通过增加共用底框大大降低了模具重量,节省了材料成本,缩短了模具开发周期;另外由于减轻了模具重量,从而缩短了换模时间,并且减少了人工成本,还使其定位更加准确,使设备的产能得到进一步的提升,更加有效的提高生产效率。
3、但是在汽车钢化玻璃炉外成型过程中,由于玻璃边缘粗糙,后续需要加工打磨,从而导致步骤繁琐,降低产出效率,并且加工过程中可能会出现玻璃破碎等情况,碎裂的残渣会使后续需加工的玻璃出现划伤,从而降低产出效率。
技术实现思路
1、为解决上述技术问题,本实用新型提供通过设计打磨机构使工件加工过程需更加紧密,通过设计风冷机构在冷却工件的同时也对辊式传送二进行了清理,从而减少了碎屑对工件的破坏,使工件的产出效率提高的一种汽车钢化玻璃炉外成型装置。
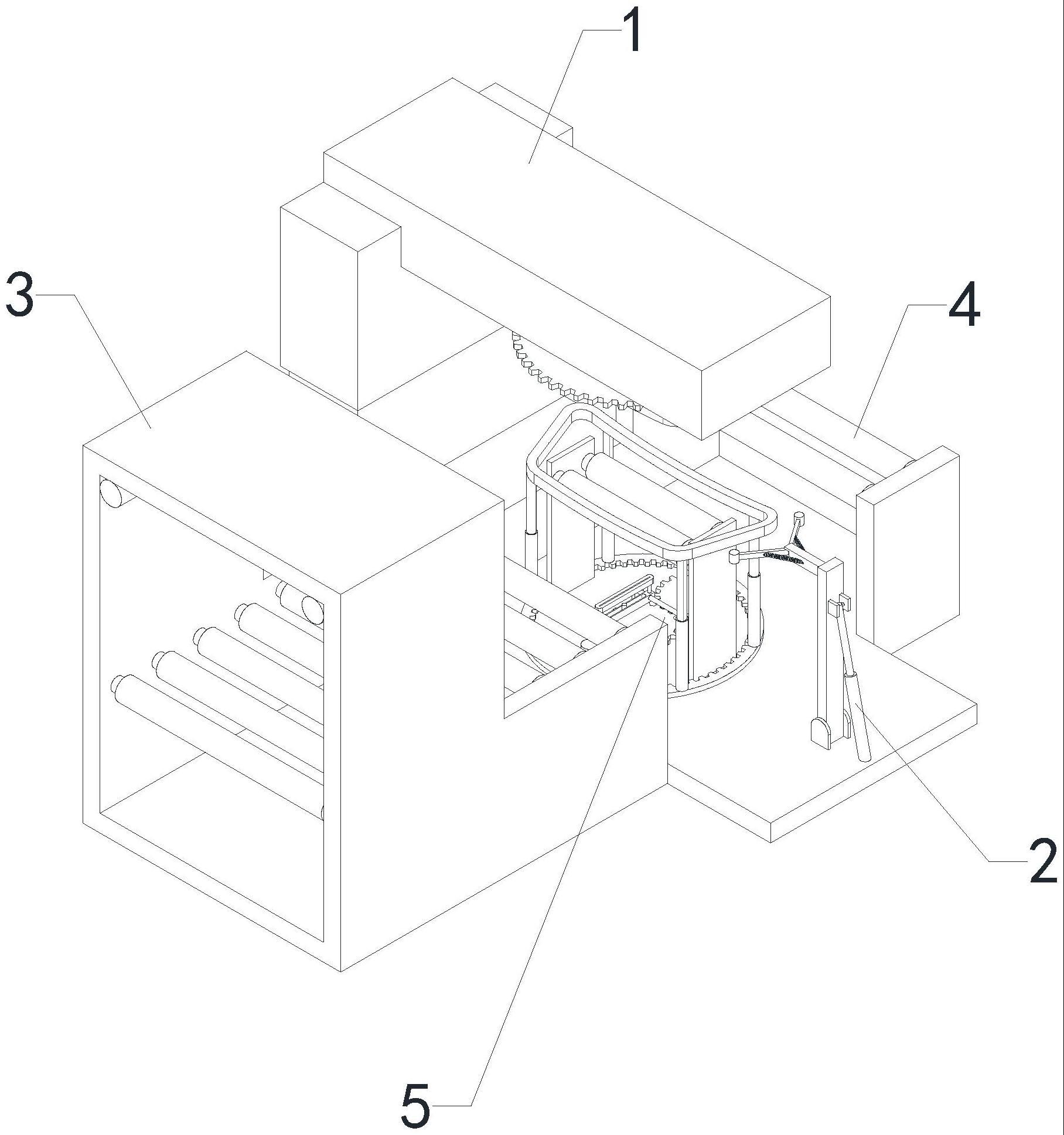
2、本实用新型的一种汽车钢化玻璃炉外成型装置,包括压模机构;还包括打磨机构、加热机构、运输机构和风冷机构,打磨机构安装在压模机构上端,运输机构安装在压模机构上端,加热机构安装在运输机构上端,风冷机构安装在压模机构上端;所述压模机构对工件进行挤压成型,打磨机构对工件边缘进行打磨,加热机构使工件加热,运输机构对工件进行运输,风冷机构对工件进行冷却并且对运输机构进行清理;打开加热机构对工件进行加热,由运输机构送至压模机构处进行挤压成型,同时收紧打磨机构对工件边缘进行打磨,完成后由风冷机构对工件进行冷却,从而使工件加工步骤简化,节约了时间,提高了产品的产出率。
3、优选的,压模机构包括底座、活动支架、液压杆一、齿轮盘、支柱、凸模、齿环、液压杆二、凹模、驱动机构一和驱动机构二,活动支架套装在底座上端,两组液压杆一安装在底座内部,并且液压杆一上端和活动支架上部底端连接,齿轮盘旋转安装在活动支架底部,多组支柱上端与齿轮盘底端相连接,凸模上端与多组支柱底端相连接,凸模上设置有气孔,齿环旋转安装在底座上端,并且齿环轴心与齿轮盘轴心共线,齿环上端安装有多组液压杆二,多组液压杆二上端与凹模下端相连接,驱动机构一安装在活动支架内部,并且驱动机构一与齿轮盘啮合,驱动机构二安装在底座内部,并且驱动机构二与齿环啮合;通过打开液压杆一和液压杆二使凸模和凹模相对运动,从而夹紧工件使工件成型,同时打开驱动机构一和驱动机构二分别配合齿轮盘和齿环带动凸模和凹模进行相同方向相同速度的旋转。
4、优选的,打磨机构包括支架一、连接杆、固定杆、液压杆三、支架二、打磨杆、砂轮和弹簧,支架一安装在底座上端,并且位于齿环右侧,连接杆下端转动安装在两组支架一中间,两组固定杆安装在连接杆右端,液压杆三支撑端安装在底座上端,并且液压杆三位于支架一右侧,液压杆三活动端转动安装在两组固定杆中间,支架二右端安装在连接杆左端上部,支架二左端与打磨杆中部转动连接,打磨杆两端各转动安装有一个砂轮,两组弹簧使支架二和打磨杆弹性连接;通过打开液压杆三抬升连接杆配合支架二使砂轮接触工件进行打磨,弹簧的设置以适应各种形状的工件。
5、优选的,加热机构包括保温仓和加热棒,保温仓安装在运输机构上端,保温仓内纵向安装有多组加热棒;通过加热棒对工件进行加热。
6、优选的,运输机构包括辊式传送一和辊式传送二,压模机构前端和后端各安装有一组辊式传送一,辊式传送二安装在齿环中间;辊式传送一对工件进行运输,辊式传送二在运输同时还对工件起支撑脱模作用。
7、优选的,风冷机构包括支撑板、滑杆、滑块、出风口、风机、导气管、齿轮三和限位柱,四组支撑板安装在底座上端,并且位于齿环中间,四组支撑板两两平行,每两组支撑板中间横向安装有一组滑杆,滑块两端分别与两组滑杆滑动连接,滑块上设置有滑槽,出风口下端与滑块上端连接,风机安装在支撑板前侧,并且风机安装在底座上端,导气管输入端风机输出端相连接,导气管输出端与出风口输入端相连接,齿轮三转动安装在底座上端,齿轮三与驱动机构二啮合,并且齿轮三轴心和齿环轴心共线,限位柱安装在齿轮三上端,并且限位柱与滑块上的滑槽配合;通过打开风机经由导气管使出风口吹风。
8、优选的,驱动机构一包括电机一和齿轮一,电机一安装在活动支架内部,并且电机一输出端延伸至活动支架下侧,齿轮一与电机一输出端相连接,并且齿轮一位于活动支架下侧,电机一与齿轮盘啮合;通过打开电机一带动齿轮一旋转。
9、优选的,驱动机构二包括电机二和齿轮二,电机二安装在底座内部,并且电机二输出端延伸至底座上侧,齿轮二与电机二输出端相连接,并且齿轮二位于底座上侧,齿轮二同时与齿环和齿轮三啮合;通过打开电机二带动齿轮二旋转。
10、与现有技术相比本实用新型的有益效果为:打开加热机构对工件进行加热,由运输机构送至压模机构处进行挤压成型,同时收紧打磨机构对工件边缘进行打磨,完成后由风冷机构对工件进行冷却,从而使工件加工步骤简化,节约了时间,提高了产品的产出率。
技术特征:
1.一种汽车钢化玻璃炉外成型装置,包括压模机构(1);其特征在于,还包括打磨机构(2)、加热机构(3)、运输机构(4)和风冷机构(5),打磨机构(2)安装在压模机构(1)上端,运输机构(4)安装在压模机构(1)上端,加热机构(3)安装在运输机构(4)上端,风冷机构(5)安装在压模机构(1)上端;
2.如权利要求1所述的一种汽车钢化玻璃炉外成型装置,其特征在于,压模机构(1)包括底座(11)、活动支架(12)、液压杆一(13)、齿轮盘(14)、支柱(15)、凸模(16)、齿环(17)、液压杆二(18)、凹模(19)、驱动机构一(6)和驱动机构二(7),活动支架(12)套装在底座(11)上端,两组液压杆一(13)安装在底座(11)内部,并且液压杆一(13)上端和活动支架(12)上部底端连接,齿轮盘(14)旋转安装在活动支架(12)底部,多组支柱(15)上端与齿轮盘(14)底端相连接,凸模(16)上端与多组支柱(15)底端相连接,凸模(16)上设置有气孔,齿环(17)旋转安装在底座(11)上端,并且齿环(17)轴心与齿轮盘(14)轴心共线,齿环(17)上端安装有多组液压杆二(18),多组液压杆二(18)上端与凹模(19)下端相连接,驱动机构一(6)安装在活动支架(12)内部,并且驱动机构一(6)与齿轮盘(14)啮合,驱动机构二(7)安装在底座(11)内部,并且驱动机构二(7)与齿环(17)啮合。
3.如权利要求2所述的一种汽车钢化玻璃炉外成型装置,其特征在于,打磨机构(2)包括支架一(21)、连接杆(22)、固定杆(23)、液压杆三(24)、支架二(25)、打磨杆(26)、砂轮(27)和弹簧(28),支架一(21)安装在底座(11)上端,并且位于齿环(17)右侧,连接杆(22)下端转动安装在两组支架一(21)中间,两组固定杆(23)安装在连接杆(22)右端,液压杆三(24)支撑端安装在底座(11)上端,并且液压杆三(24)位于支架一(21)右侧,液压杆三(24)活动端转动安装在两组固定杆(23)中间,支架二(25)右端安装在连接杆(22)左端上部,支架二(25)左端与打磨杆(26)中部转动连接,打磨杆(26)两端各转动安装有一个砂轮(27),两组弹簧(28)使支架二(25)和打磨杆(26)弹性连接。
4.如权利要求3所述的一种汽车钢化玻璃炉外成型装置,其特征在于,加热机构(3)包括保温仓(31)和加热棒(32),保温仓(31)安装在运输机构(4)上端,保温仓(31)内纵向安装有多组加热棒(32)。
5.如权利要求4所述的一种汽车钢化玻璃炉外成型装置,其特征在于,运输机构(4)包括辊式传送一(41)和辊式传送二(42),压模机构(1)前端和后端各安装有一组辊式传送一(41),辊式传送二(42)安装在齿环(17)中间。
6.如权利要求5所述的一种汽车钢化玻璃炉外成型装置,其特征在于,风冷机构(5)包括支撑板(51)、滑杆(52)、滑块(53)、出风口(54)、风机(55)、导气管(56)、齿轮三(57)和限位柱(58),四组支撑板(51)安装在底座(11)上端,并且位于齿环(17)中间,四组支撑板(51)两两平行,每两组支撑板(51)中间横向安装有一组滑杆(52),滑块(53)两端分别与两组滑杆(52)滑动连接,滑块(53)上设置有滑槽,出风口(54)下端与滑块(53)上端连接,风机(55)安装在支撑板(51)前侧,并且风机(55)安装在底座(11)上端,导气管(56)输入端风机(55)输出端相连接,导气管(56)输出端与出风口(54)输入端相连接,齿轮三(57)转动安装在底座(11)上端,齿轮三(57)与驱动机构二(7)啮合,并且齿轮三(57)轴心和齿环(17)轴心共线,限位柱(58)安装在齿轮三(57)上端,并且限位柱(58)与滑块(53)上的滑槽配合。
7.如权利要求6所述的一种汽车钢化玻璃炉外成型装置,其特征在于,驱动机构一(6)包括电机一(61)和齿轮一(62),电机一(61)安装在活动支架(12)内部,并且电机一(61)输出端延伸至活动支架(12)下侧,齿轮一(62)与电机一(61)输出端相连接,并且齿轮一(62)位于活动支架(12)下侧,电机一(61)与齿轮盘(14)啮合。
8.如权利要求7所述的一种汽车钢化玻璃炉外成型装置,其特征在于,驱动机构二(7)包括电机二(71)和齿轮二(72),电机二(71)安装在底座(11)内部,并且电机二(71)输出端延伸至底座(11)上侧,齿轮二(72)与电机二(71)输出端相连接,并且齿轮二(72)位于底座(11)上侧,齿轮二(72)同时与齿环(17)和齿轮三(57)啮合。
技术总结
本技术涉及玻璃炉外成型的技术领域,特别是涉及一种汽车钢化玻璃炉外成型装置,其通过设计打磨机构使工件加工过程需更加紧密,通过设计风冷机构在冷却工件的同时也对辊式传送二进行了清理,从而减少了碎屑对工件的破坏,使工件的产出效率提高;包括压模机构;还包括打磨机构、加热机构、运输机构和风冷机构,打磨机构安装在压模机构上端,运输机构安装在压模机构上端,加热机构安装在运输机构上端,风冷机构安装在压模机构上端;所述压模机构对工件进行挤压成型,打磨机构对工件边缘进行打磨,加热机构使工件加热,运输机构对工件进行运输,风冷机构对工件进行冷却并且对运输机构进行清理。
技术研发人员:罗光平
受保护的技术使用者:泰安市顺行汽车玻璃有限公司
技术研发日:20230704
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!