热压机的制作方法
本技术涉及一种压型装置,特别是涉及一种热压机。
背景技术:
1、目前,各系列贵重玻璃材料的加工工艺造成材料利用率较低,材料成本非常高,大大限制了该类材料的商业化推广。需要使各系列贵重玻璃材料在广泛领域得到普遍应用,必须提高材料利用率。
2、采用将玻璃材料切块后热压成型的加工方法,可大幅提高材料利用率、极大简化加工工序、减少人员和设备的投入,缩短加工周期、显著提高产品品质,直接省去了磨边、铣磨等工序,为后续发展做好技术探索和技术储备。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种可提高材料利用率的热压机。
2、本实用新型解决技术问题所采用的技术方案是:热压机,包括机架、压型气缸、主轴、加热腔和加热组件,所述压型气缸与主轴连接,所述加热腔设置在机架上,所述加热组件设置在加热腔内,所述加热组件包括上加热组件和下加热组件,所述下加热组件与主轴连接。
3、进一步的,所述加热腔包括壳体、升降气缸、导轨付、观察窗和加热腔面板,所述观察窗一侧与升降气缸连接,所述观察窗另一侧与导轨付连接,所述导轨付设置在加热腔面板上,所述上加热组件与调节螺杆连接,所述加热腔面板、升降气缸和调节螺杆设置在壳体上。
4、更进一步的,所述调节螺杆控制上加热组件上下移动,调节所述上加热组件和下加热组件之间的距离为0~140mm。
5、更进一步的,所述升降气缸控制观察窗在导轨付上做上下移动。
6、更进一步的,所述壳体为三层结构,最外层为外板,中间层为隔热层,内层为防尘层。
7、进一步的,所述上加热组件和下加热组件由外到里分别包括加热面板、加热体、隔热板、隔热环、底板和第二法兰,所述加热面板、加热体、隔热板和隔热环通过螺栓固定在一起,并与第二法兰连接。
8、更进一步的,所述隔热板的一半厚度为若干小方块,所述若干小方块与加热体接触,所述若干小方块之间具有间隙。
9、进一步的,所述压型气缸与主轴通过一对第一法兰连接,所述第一法兰内嵌有弹簧,所述一对第一法兰之间具有间隙。
10、进一步的,还包括机架面板,所述机架面板设置在机架上,所述加热腔设置在机架面板上。
11、进一步的,还包括冷却板,所述冷却板设置在机架面板上,所述冷却板下部通冷却循环水。
12、本实用新型的有益效果是:将等体积的玻璃毛坯块料高温软化后热压成型,可提高材料利用率,提升压型成品的精度,极大地减小产品尺寸公差和形位公差。
技术特征:
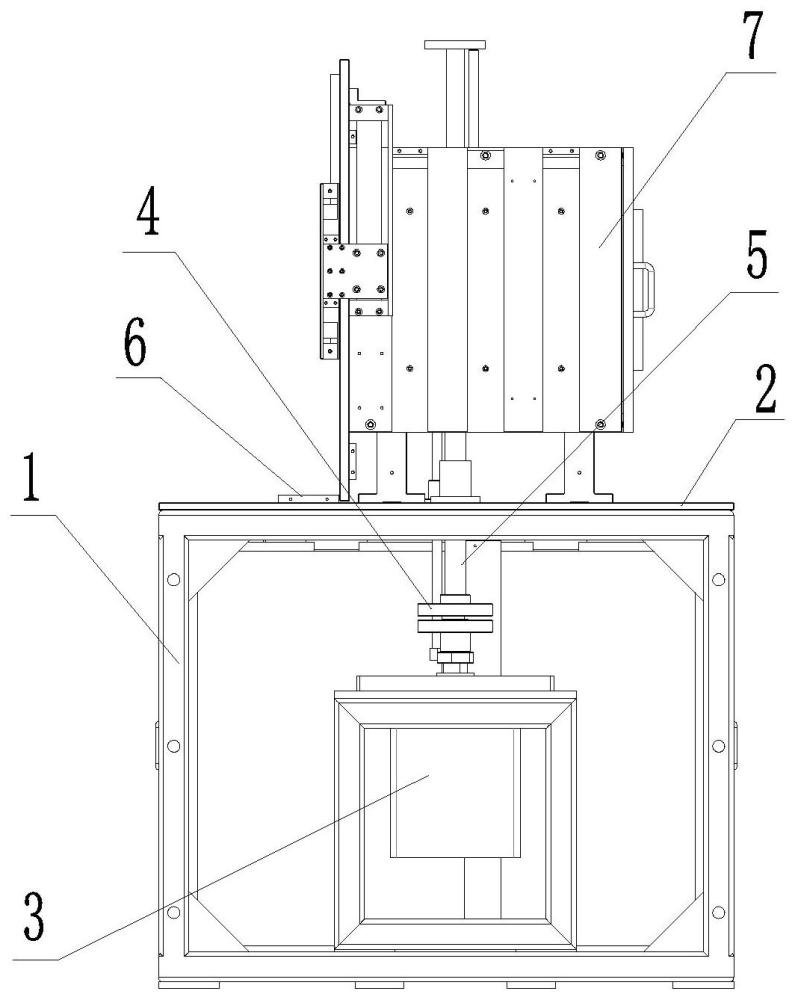
1.热压机,其特征在于:包括机架(1)、压型气缸(3)、主轴(5)、加热腔(7)和加热组件(8),所述压型气缸(3)与主轴(5)连接,所述加热腔(7)设置在机架(1)上,所述加热组件(8)设置在加热腔(7)内,所述加热组件(8)包括上加热组件和下加热组件,所述下加热组件与主轴(5)连接。
2.如权利要求1所述的热压机,其特征在于:所述加热腔(7)包括壳体(71)、升降气缸(72)、导轨付(73)、观察窗(74)和加热腔面板(75),所述观察窗(74)一侧与升降气缸(72)连接,所述观察窗(74)另一侧与导轨付(73)连接,所述导轨付(73)设置在加热腔面板(75)上,所述上加热组件与调节螺杆(23)连接,所述加热腔面板(75)、升降气缸(72)和调节螺杆(23)设置在壳体(71)上。
3.如权利要求2所述的热压机,其特征在于:所述调节螺杆(23)控制上加热组件上下移动,调节所述上加热组件和下加热组件之间的距离为0~140mm。
4.如权利要求2所述的热压机,其特征在于:所述升降气缸(72)控制观察窗(74)在导轨付(73)上做上下移动。
5.如权利要求2所述的热压机,其特征在于:所述壳体(71)为三层结构,最外层为外板(14),中间层为隔热层(15),内层为防尘层(16)。
6.如权利要求1或2所述的热压机,其特征在于:所述上加热组件和下加热组件由外到里分别包括加热面板(17)、加热体(18)、隔热板(19)、隔热环(20)、底板(21)和第二法兰(22),所述加热面板(17)、加热体(18)、隔热板(19)和隔热环(20)通过螺栓固定在一起,并与第二法兰(22)连接。
7.如权利要求6所述的热压机,其特征在于:所述隔热板(19)的一半厚度为若干小方块,所述若干小方块与加热体(18)接触,所述若干小方块之间具有间隙。
8.如权利要求1或2所述的热压机,其特征在于:所述压型气缸(3)与主轴(5)通过一对第一法兰(4)连接,所述第一法兰(4)内嵌有弹簧,所述一对第一法兰(4)之间具有间隙。
9.如权利要求1或2所述的热压机,其特征在于:还包括机架面板(2),所述机架面板(2)设置在机架(1)上,所述加热腔(7)设置在机架面板(2)上。
10.如权利要求1或2所述的热压机,其特征在于:还包括冷却板(6),所述冷却板(6)设置在机架面板(2)上,所述冷却板(6)下部通冷却循环水。
技术总结
本技术提供一种可提高材料利用率的热压机。热压机,包括机架、压型气缸、主轴、加热腔和加热组件,所述压型气缸与主轴连接,所述加热腔设置在机架上,所述加热组件设置在加热腔内,所述加热组件包括上加热组件和下加热组件,所述下加热组件与主轴连接。本技术将等体积的玻璃毛坯块料高温软化后热压成型,可提高材料利用率,提升压型成品的精度,极大地减小产品尺寸公差和形位公差。
技术研发人员:王凯
受保护的技术使用者:成都光明光学元件有限公司
技术研发日:20230811
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!