压颈组件和安瓿机的制作方法
本申请涉及玻璃加工的,尤其涉及一种压颈组件和安瓿机。
背景技术:
1、安瓿瓶在医疗行业中应用广泛,很多种药品都需要利用安瓿瓶进行封装。
2、一般安瓿瓶加工过程中,都是利用压颈轮对玻璃管进行压颈之后再将玻璃管分割为多个安瓿瓶。
3、现有技术中的,安瓿机在压颈过程中,压颈轮在高温环境下表面会形成一些物质导致压颈轮与玻璃管之间粘性增大,玻璃管与压颈轮粘接在一起导致瓶颈处失圆的问题。
技术实现思路
1、本申请所要解决的一个技术问题是:在安瓿机加工安瓿瓶过程中,存在着安瓿瓶瓶颈失圆的问题。
2、为解决上述技术问题,本申请提供了一种压颈组件和安瓿机。
3、根据本申请提供的一种压颈组件包括:压颈结构、喷火结构和吹气结构,压颈结构具有靠近玻璃管的压颈状态,或者远离玻璃管的待压颈状态,喷火结构与吹气结构均与玻璃管的待压颈位置对应设置。
4、在一些实施例中,吹气结构包括进气管路和多个出气管路,多个出气管路与进气管路相连通,多个出气管路具有出气口,多个出气口之间的距离根据玻璃管的待压颈位置设置。
5、在一些实施例中,进气管路一端具有进气口,进气口与二氧化硫气瓶相连接,二氧化硫气瓶上设置有压力表和阀门。
6、在一些实施例中,喷火结构具有多个喷火口,多个喷火口与多个出气口一一对应且均朝向玻璃管的待压颈位置设置。
7、在一些实施例中,压颈结构包括压颈轴和多个压颈轮,多个压颈轮沿压颈轴轴线方向设置在压颈轴上,压颈轮的与玻璃管的待压颈位置对应设置。
8、在一些实施例中,压颈组件还包括驱动结构,驱动结构包括连接架、转轴、连杆和凸轮,连接架的第一端与压颈结构相连接,连接架的第二端固定在转轴上,转轴与机架可转动地连接,转轴固定在连杆的第一端,连杆的第二端与凸轮配合设置。
9、在一些实施例中,压颈组件还包括至少两个支承结构,支承结构包括支承轴和多个支承轮,多个支承轮沿支承轴轴线方向设置在支承轴上,玻璃管设置在相邻支承结构之间。
10、在一些实施例中,喷火结构与吹气结构设置在两个支承结构之间。
11、在一些实施例中,支承结构包括多个,多个支承结构均匀排布在机架上,相邻支承结构之间具有预定的距离。
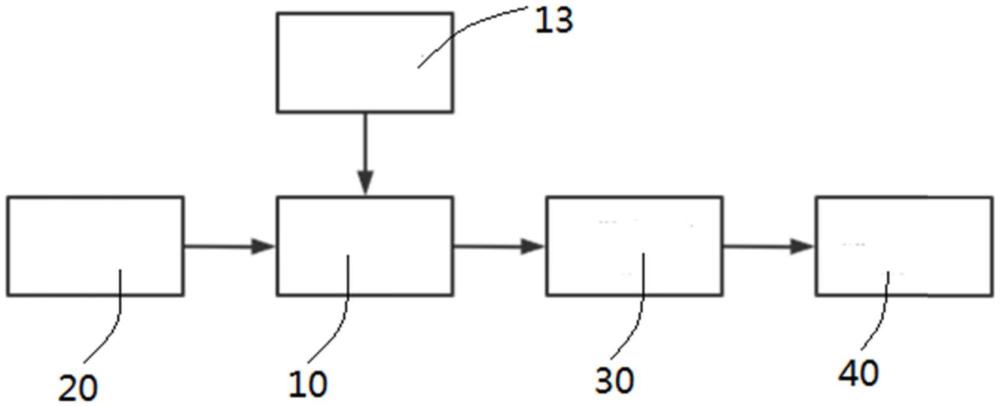
12、根据本申请的另一方面还提供了一种安瓿机,安瓿机采用上述的压颈组件,安瓿机还包括上管组件,熔断组件和瓶底及瓶口成型组件,上管组件与压颈组件相连接,压颈组件与熔断组件相连接,熔断组件与瓶底及瓶口成型组件相连接。
13、通过上述技术方案,本申请提供的压颈组件,喷火结构喷出火焰对玻璃管待压颈位置进行加热,同时,吹气结构朝向玻璃管待压颈位置吹出二氧化硫,玻璃管软化后利用压颈结构对玻璃管进行压颈,二氧化硫与火焰混合燃烧会在压颈结构上形成一种新的物质,该物质减小了压颈结构与玻璃管之间的粘性,避免了玻璃管粘连在压颈结构上导致玻璃管瓶颈变形。本申请的技术方案有效地解决了现有技术中的在安瓿机加工安瓿瓶过程中,存在着安瓿瓶瓶颈失圆的问题。
技术特征:
1.一种压颈组件,其特征在于,包括:
2.根据权利要求1所述的压颈组件,其特征在于,所述吹气结构(13)包括进气管路(131)和多个出气管路(132),多个所述出气管路(132)与所述进气管路(131)相连通,多个所述出气管路(132)具有出气口,多个所述出气口之间的距离根据所述玻璃管的待压颈位置设置。
3.根据权利要求2所述的压颈组件,其特征在于,所述进气管路(131)一端具有进气口,所述进气口与二氧化硫气瓶相连接,所述二氧化硫气瓶上设置有压力表和阀门。
4.根据权利要求3所述的压颈组件,其特征在于,所述喷火结构(12)具有多个喷火口,多个所述喷火口与多个所述出气口一一对应且均朝向所述玻璃管的待压颈位置设置。
5.根据权利要求1所述的压颈组件,其特征在于,所述压颈结构(11)包括压颈轴(111)和多个压颈轮(112),多个所述压颈轮(112)沿所述压颈轴(111)轴线方向设置在所述压颈轴(111)上,所述压颈轮(112)的与所述玻璃管的待压颈位置对应设置。
6.根据权利要求1所述的压颈组件,其特征在于,所述压颈组件(10)还包括驱动结构(14),所述驱动结构(14)包括连接架(141)、转轴(142)、连杆(143)和凸轮(144),所述连接架(141)的第一端与所述压颈结构(11)相连接,所述连接架(141)的第二端固定在所述转轴(142)上,所述转轴(142)与机架可转动地连接,所述转轴(142)固定在所述连杆(143)的第一端,所述连杆(143)的第二端与所述凸轮(144)配合设置。
7.根据权利要求1所述的压颈组件,其特征在于,所述压颈组件(10)还包括至少两个支承结构(15),所述支承结构(15)包括支承轴(151)和多个支承轮(152),多个所述支承轮(152)沿所述支承轴(151)轴线方向设置在所述支承轴(151)上,所述玻璃管设置在相邻所述支承结构(15)之间。
8.根据权利要求7所述的压颈组件,其特征在于,所述喷火结构(12)与所述吹气结构(13)设置在两个所述支承结构(15)之间。
9.根据权利要求7所述的压颈组件,其特征在于,所述支承结构(15)包括多个,多个所述支承结构(15)均匀排布在机架上,相邻所述支承结构(15)之间具有预定的距离。
10.一种安瓿机,所述安瓿机采用权利要求1至9中任一项所述的压颈组件(10),所述安瓿机还包括上管组件(20),熔断组件(30)和瓶底及瓶口成型组件(40),所述上管组件(20)与所述压颈组件(10)相连接,所述压颈组件(10)与所述熔断组件(30)相连接,所述熔断组件(30)与所述瓶底及瓶口成型组件(40)相连接。
技术总结
本申请提供一种压颈组件,包括压颈结构、喷火结构和吹气结构,压颈结构具有靠近玻璃管的压颈状态,或者远离玻璃管的待压颈状态,喷火结构与吹气结构均与玻璃管的待压颈位置对应设置。本申请的技术方案有效地解决了现有技术中的在安瓿机加工安瓿瓶过程中,存在着安瓿瓶瓶颈失圆的问题。
技术研发人员:张腾飞,吕新凯,刘乐强,张鑫宇,张小亮,刘奔
受保护的技术使用者:凯盛君恒有限公司
技术研发日:20230911
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!