一种高硬度耐刮擦聚丙烯组合物及其制备方法与流程
1.本发明涉及高分子组合物加工技术领域,特别涉及一种高硬度耐刮擦聚丙烯组合物及其制备方法。
背景技术:
2.相对于工程塑料来说,聚丙烯(pp)、橡胶改性pp、热塑性聚烯烃(tpos)和热塑性弹性体(tpes)等聚烯烃材料具有可回收、重量轻、成本低的优势,因而被越来越多地应用于汽车以及其它领域。然而聚烯烃材料的耐刮擦性能明显较差,而这一性能却是仪表板、操控台和门板表皮等汽车内部应用部件的关键性能。抗刮性是汽车外部应用部件、atvs(全地形车辆)等车辆、耐用品和家具等的重要性能之一。塑料和汽车工业正积极寻找解决方案以提高聚烯烃材料的耐刮擦性能。
3.耐刮擦性是指基材受到外力作用时,对外力的抵抗能力和形变吸收能力。而当这种抵抗能力小或这种形变吸收(产生塑性形变)不能恢复到原来状态时,基材表面就被破坏,产生划痕。刮擦是组合物表面的一种破坏方式,影响因素有很多。目前提高聚丙烯组合物耐刮擦性能使用较多的是添加润滑剂和新型非迁移性表面改性剂。润滑剂可以选择的种类较多,但效率比较低下,加入量较大,产品表面容易出现各种问题;新型非迁移性表面改性剂添加量通常在2%-5%,耐刮擦性能随着添加量的增加而提高,但是成本通常很高,且材料的综合力学性能有大幅度的下降,添加量越多材料的力学性能下降越明显。
技术实现要素:
4.本发明的目的是提供一种高硬度耐刮擦聚丙烯组合物及其制备方法,以解决现有技术中的问题。
5.本发明的目的是通过以下技术方案来实现的:
6.一种高硬度耐刮擦聚丙烯组合物,由以下组分按重量份制备而成:
[0007][0008][0009]
所述预处理纳米氮化硅的制备方法为:将聚四氢呋喃醚二醇溶解在溶剂中,搅拌均匀后得到预处理溶液;将纳米氮化硅加入预处理溶液中,超声分散后,过滤、干燥得到预处理纳米氮化硅。
[0010]
进一步方案,所述溶剂为无水乙醇。
[0011]
进一步方案,所述聚四氢呋喃醚二醇与纳米氮化硅的重量比为(3-5):100;优选为3:1000,4:100,或5:100。
[0012]
进一步方案,所述纳米氮化硅为非晶纳米氮化硅,粒度为20-40nm。
[0013]
进一步方案,所述聚丙烯在230℃、2.16kg条件下的熔融指数为20-30g/10min。
[0014]
进一步方案,所述主抗氧剂为四[甲基-β-(3,5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯;所述辅助抗氧剂为三[2.4-二叔丁基苯基]亚磷酸酯。
[0015]
进一步方案,所述光稳定剂为光稳定剂hals 770。
[0016]
本发明的另一个目的是提供上述所述的高硬度耐刮擦聚丙烯组合物的制备方法,包括以下步骤:将1000份聚丙烯、1-5份预处理纳米氮化硅、5-10份光稳剂hals 770、3-5份主抗氧剂、3-5份辅助抗氧剂,加入高混机中混合均匀后,从双螺杆挤出机的加料口加入,熔融挤出造粒即得最终产物。
[0017]
进一步方案,所述双螺杆挤出机的各段温度分别为:200℃-210℃、220℃-230℃、220℃-230℃、220℃-230℃、220℃-230℃、220℃-230℃,机头温度为235℃。
[0018]
与现有技术相比,本发明有益效果体现在:
[0019]
(1)本发明通过聚四氢呋喃醚二醇对纳米氮化硅进行预处理,组合物加入挤出机熔融挤出时,温度设置均等化,能够解决纳米氮化硅易团聚,分散性差等问题。制备的组合物具有优异的硬度、耐刮擦性能。
[0020]
(2)本发明通过在聚丙烯组合物中添加预处理纳米氮化硅,在较小加入量的情况下,材料具有良好的硬度和耐刮擦性;同时对材料的力学性能影响较小,材料具有良好的综合力学性能。
具体实施方式
[0021]
下面结合实施例对本发明作更进一步的说明。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0022]
本实施例中所用试剂的型号以及供应商如下:
[0023]
聚丙烯生产商燕山石化,牌号k2526;在230℃、2.16kg条件下的熔融指数为25g/10min;
[0024]
纳米氮化硅生产商为秦皇岛一诺高新材料开发有限公司,非晶纳米氮化硅,粒度25nm;
[0025]
光稳定剂hals 770生产商为常州新策高分子材料有限公司,白色粉末,加热减重小于0.5%。
[0026]
聚四氢呋喃醚二醇生产商为韩国ptg公司,牌号ptmeg3000。
[0027]
上述试剂只是为了说明本发明实验时所采用的试剂来源和成分,以便充分公开,并不表示采用其他同类试剂或其他供应商提供的试剂就不能实现本发明。
[0028]
预处理纳米氮化硅制备方法如下:
[0029]
取4重量份的聚四氢呋喃醚二醇至1000重量份的无水乙醇中常温搅拌,搅拌速度500转/分钟,搅拌5分钟;再加入100重量份的纳米氮化硅,超声分散40分钟,超声频率20khz。过滤,80℃真空干燥2小时,得到预处理纳米氮化硅。
[0030]
下列实施例中所述主抗氧剂为四[甲基-β-(3,5-二叔丁基-4-羟基苯基)丙酸酯]季戊四醇酯;所述辅助抗氧剂为三[2.4-二叔丁基苯基]亚磷酸酯.
[0031]
实施例1
[0032]
把1000份聚丙烯、1份预处理的纳米氮化硅、5份光稳剂hals 770、3份主抗氧剂、3份辅助抗氧剂,加入高混机中混合均匀,从挤出机加料口加入,熔融挤出造粒。双螺杆挤出机各段温度分别为:200℃、220℃、220℃、220℃℃、220℃、220℃,机头温度为235℃;
[0033]
实施例2:
[0034]
把1000份聚丙烯、2份预处理的纳米氮化硅、6份光稳剂hals 770、4份主抗氧剂、4份辅助抗氧剂,加入高混机中混合均匀,从挤出机加料口加入,熔融挤出造粒。双螺杆挤出机各段温度分别为:200℃、230℃、230℃、230℃、230℃、230℃,机头温度为235℃;
[0035]
实施例3:
[0036]
把1000份聚丙烯、3份预处理的纳米氮化硅、7份光稳剂hals 770、5份主抗氧剂、5份辅助抗氧剂,加入高混机中混合均匀,从挤出机加料口加入,熔融挤出造粒。双螺杆挤出机各段温度分别为:210℃、230℃、230℃、230℃、230℃、230℃,机头温度为235℃;
[0037]
实施例4:
[0038]
把1000份聚丙烯、5份预处理的纳米氮化硅、10份光稳剂hals 770、5份主抗氧剂、5份辅助抗氧剂,加入高混机中混合均匀,从挤出机加料口加入,熔融挤出造粒。双螺杆挤出机各段温度分别为:210℃、230℃、230℃、230℃、230℃、230℃,机头温度为235℃;
[0039]
对比例1:
[0040]
以实施例3作为对比,纳米氮化硅不做处理。
[0041]
把1000份聚丙烯、3份纳米氮化硅、7份光稳剂hals 770、5份主抗氧剂、5份辅助抗氧剂,加入高混机中混合均匀,从挤出机加料口加入,熔融挤出造粒。双螺杆挤出机各段温度分别为:210℃、230℃、230℃、230℃、230℃、230℃,机头温度为235℃;
[0042]
对比例2:
[0043]
以实施例3作为对比,纳米氮化硅不做处理,加入偶联剂kh550。
[0044]
把1000份聚丙烯、3份纳米氮化硅、0.1份偶联剂kh550、7份光稳剂hals 770、5份主抗氧剂、5份辅助抗氧剂,加入高混机中混合均匀,从挤出机加料口加入,熔融挤出造粒。双螺杆挤出机各段温度分别为:210℃、230℃、230℃、230℃、230℃、230℃,机头温度为235℃;
[0045]
对比例3:
[0046]
以实施例3作为对比,采用常规加工温度。
[0047]
把1000份聚丙烯、3份预处理纳米氮化硅、7份光稳剂hals 770、5份主抗氧剂、5份辅助抗氧剂,加入高混机中混合均匀,从挤出机加料口加入,熔融挤出造粒。双螺杆挤出机各段温度分别为:150℃、170℃、190℃、200℃、210℃、210℃,机头温度为210℃;
[0048]
性能测试方法:
[0049]
本发明的组合物采用astm标准注塑。样条尺寸(长度
×
宽度
×
厚度)分别为:拉伸强度、洛氏硬度测试样条(哑铃型),170mm
×
13mm
×
3.2mm;悬臂梁缺口冲击强度测试样条,127mm
×
13mm
×
3.2mm,v型缺口,缺口深度为1/5。
[0050]
拉伸强度:按astm d638测试,拉伸速度为5mm/min。
[0051]
简支梁缺口冲击强度:按astm d6110-2018测试。
[0052]
洛氏硬度测试方法astm d785。
[0053]
耐刮擦性能测试:用网格切割机,网格间隔2mm,刮划速度1000mm/min;负荷为10n,
刮划刀刃直径为1mm;在样板表面进行十字划痕试验,测试刮划前后色相l值的变化,变化值越小,耐刮擦性能越好。
[0054]
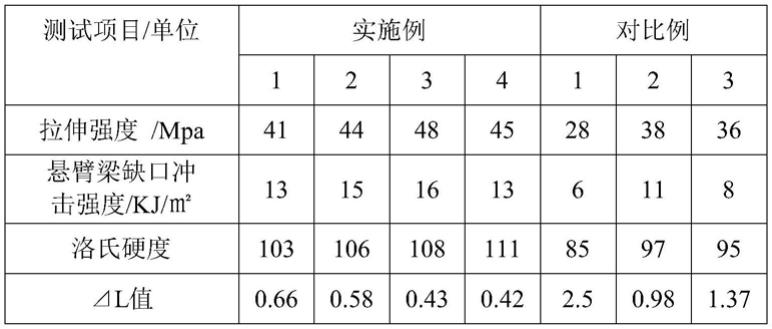
各实施例及对比例制得的产物的性能测试数据如表1所示:
[0055]
表1实施例及对比例制得的产物的性能测试数据
[0056][0057]
从表1可知,通过把纳米氮化硅进行特殊处理,组合物加入挤出机熔融挤出时,温度设置均等化,能够解决纳米氮化硅易团聚,分散性差等问题。制备的组合物具有优异的硬度、耐刮擦性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1