一种用于新能源汽车水室的玻纤增强PP/PA66复合材料及制备方法与流程
一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及制备方法
技术领域
[0001]
本发明属于聚丙烯材料及其制备领域,特别涉及一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及制备方法。
背景技术:
[0002]
聚丙烯材料具有低密度、耐化学性以及优异的性价比等特性,使其在汽车、家用电器、食品、医疗、建筑等多个领域都有广泛的应用。但是由于其熔点低,限制了其在高温工作环境的使用,尤其在汽车发动机周边的使用。
[0003]
尼龙具有非常好机械强度高,且熔点高,非常适合在汽车发动机周边的高温工作环境中使用。但是由于其高分子链上有加多的极性基团,容易出现“醇解”现象,导致尼龙分子链断裂,氢键破坏,机械性能下降的问题。
[0004]
汽车散热器在汽车冷却系统中主要起冷却降温发动机系统作用,散热器水室中的介质为冷却液,主要成分是乙二醇。传统的散热器水室采用的是玻纤增强尼龙,尼龙作为水室长时间处于高温乙二醇浸泡的环境中,加速了醇解的速度,使水室在压力循环的关键实验中容易出现开裂失效的问题。目前按水室材料优选pa66-g30,较pa6等其他尼龙材料,耐醇解性能相对好一些。随着热管理系统技术上的改进及新能源车的动力系统革命式的改变,整个散热器的温度较之前有了明显的降低,传统的高温水室试验温度达到130℃,而低温水室的温度仅仅为70-100℃左右,这给水室的轻量化带来了新的机遇,越来越多的oem在考虑用短玻纤增强pp材料来替代玻纤增强pa66。由于pp优异的耐乙二醇性能,如果pp能够替代pa66材料,醇解的问题将得到彻底的解决。但是作为水室零件,这种替代一个主要的问题是耐温性,pp很难完全满足水室高温工作环境的要求,pp在高温条件下拉伸强度、弯曲模量等刚性的指标较常温低很多,这就限制了pp在水室应用的大面积推广。
[0005]
中国专利cn111269490a公开了一种高刚性阻燃聚丙烯合金材料及其制备方法,该合金材料按重量份数包括如下组分:聚丙烯20~63份,聚酰胺15~58份,玻璃纤维10~30份,无卤阻燃剂10~30份、相容剂1~10份、微交联剂1~5份、改性无机纳米填料0.2~3份,偶联剂0.1~1份,流动改性剂0.1~1份和其他助剂0.2~2份。该合金材料兼具高强度、高模量等优点。但是该合金材料的耐热性、耐水解和耐乙二醇还不够。
技术实现要素:
[0006]
本发明所要解决的技术问题是提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及制备方法,以克服现有技术中聚丙烯材料耐热性、耐水解和耐乙二醇不佳的缺陷。
[0007]
本发明提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料,所述复合材料按重量份包括如下组分:聚丙烯树脂24~66.5份,pa66树脂10~25份,玻璃纤维20~40份,相容剂3~5份,颜料0.2~2份,抗氧剂0.2~2份,其中相容剂为齐聚物,所述齐聚物分子
链上含有极性链段和非极性链段,所述极性链段为含有三嗪环的极性链段,所述非极性链段为含有20~30个碳原子的烯烃链段。
[0008]
所述聚丙烯树脂为均聚聚丙烯,聚丙烯树脂熔体质量流动速率(mfr)为3~30g/10min,测试条件为230℃,2.16kg负荷下。
[0009]
所述pa66树脂为中粘pa66树脂,相对粘度为2.5~2.8。
[0010]
所述复合材料中pa66树脂的重量份为15~20份。所述玻璃纤维为无碱短切玻璃纤维,所述无碱短切玻璃纤维的长度为3.0-9.0mm,直径为7-17μm。
[0011]
所述颜料为炭黑母粒。
[0012]
所述抗氧剂为受阻酚类抗氧剂和亚磷酸酯类抗氧剂中的至少一种,具体可以是抗氧剂1010、抗氧剂1076、抗氧剂168、抗氧剂pep-36中的一种或者几种。
[0013]
本发明还提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料的制备方法,包括以下步骤:
[0014]
将聚丙烯树脂、pa66树脂、相容剂、颜料和抗氧剂预混合均匀,从主喂料口中投入双螺杆挤出机,玻璃纤维从侧喂料口投入双螺杆挤出机,熔融挤出后切粒,得到用于新能源汽车水室的pp/pa66复合材料。
[0015]
所述双螺杆挤出机的工艺参数为:主机一区温度为100~120℃,二区温度为180~200℃,三区温度为260~280℃,四区温度为260~280℃,五区温度为260~280℃,六区温度为240~260℃,七区温度为240~260℃,八区温度为240~260℃,九区温度为240~260℃,十区温度为240~260℃,主机转速200~350rpm。
[0016]
本发明还提供一种pp/pa66复合材料在新能源汽车水室中的应用。
[0017]
有益效果
[0018]
本发明以pp为主体,加入pa66,一方面改善了pp材料的耐热性和力学性能,比如热变形温度、拉伸强度、弯曲模量等指标都得到了明显的提升。另一方面,随着pp的加入,pa66耐醇解性能差的问题也可以得到一定的缓解,比如高温耐醇解实验后的拉伸性能保持率和质量变化率都较pa66有明显改善。而将pa66的添加量控制在一定的范围内,可以同时满足水室耐热性和耐醇解的性能。并且采用齐聚物作为pp和pa66及pp和玻纤的相容剂,该齐聚物分子链上同时含有极性链段和非极性链段,能够很好的起到pp和pa66相容的作用,从而使得pp/pa66复合材料具有优异的耐水解和耐乙二醇,满足水室零件长期和高温冷却液接触的工况。
具体实施方式
[0019]
下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
[0020]
实施例和对比例中原料如下所示,但不限于以下原料:
[0021]
聚丙烯树脂:均聚聚丙烯,hp500n,中海壳牌生产,熔融指数为10g/10min(iso 1133)。
[0022]
pa66树脂:中粘pa66,ep-158,浙江华峰生产,相对粘度为2.5-2.8。
[0023]
相容剂:齐聚物np-512,分子量为2000-8000,韩国m&b greenus生产。
[0024]
玻璃纤维:选用泰山玻璃纤维有限公司生产的型号为ecs13-4.5-t538d的产品,长度为4.5mm,平均直径为13μm。
[0025]
颜料:pe载体炭黑色母粒,pe 2772美国卡波特生产,炭黑含量为45%。
[0026]
抗氧剂:受阻酚类抗氧剂1010和亚磷酸酯168重量比1:1的混合物(抗氧剂sonox 225g),营口风光生产。
[0027]
实施例1
[0028]
本实施例提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂66.5份,pa66树脂10份,玻璃纤维20.1份,相容剂3份,颜料0.2份,抗氧剂0.2份。
[0029]
上述复合材料的制备方法为:按照配方中重量份将聚丙烯树脂、pa66树脂、相容剂、颜料和抗氧剂预混合均匀,从主喂料口中投入双螺杆挤出机,玻璃纤维从侧喂料口投入双螺杆挤出机(长径比l/d=40),加工温度(从喂料口到模头)分别是:120℃,200℃,280℃,260℃,280℃,240℃,260℃,240℃,260℃,240℃,主机转速是350rpm。熔融挤出后切粒,得到用于新能源汽车水室的玻纤增强pp/pa66复合材料,使用注塑机制备标准样条,注塑温度为270℃、280℃、280℃、280℃。
[0030]
实施例2
[0031]
本实施例提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂59份,pa66树脂12份,玻璃纤维20份,相容剂5份,颜料2份,抗氧剂2份。
[0032]
上述复合材料的制备方法为:按照配方中重量份将聚丙烯树脂、pa66树脂、相容剂、颜料和抗氧剂预混合均匀,从主喂料口中投入双螺杆挤出机,玻璃纤维从侧喂料口投入双螺杆挤出机(长径比l/d=40),加工温度(从喂料口到模头)分别是:100℃,180℃,240℃,260℃,260℃,260℃,260℃,230℃,260℃,260℃,主机转速是300rpm。熔融挤出后切粒,得到用于新能源汽车水室的玻纤增强pp/pa66复合材料,使用注塑机制备标准样条,注塑温度为270℃、280℃、280℃、280℃。
[0033]
实施例3
[0034]
本实施例提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂38份,pa66树脂15份,玻璃纤维40份,相容剂4份,颜料2份,抗氧剂1份。
[0035]
上述复合材料的制备方法与实施例1相同。
[0036]
实施例4
[0037]
本实施例提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂45份,pa66树脂15份,玻璃纤维35份,相容剂3份,颜料1份,抗氧剂1份。
[0038]
上述复合材料的制备方法与实施例1相同。
[0039]
实施例5
[0040]
本实施例提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂44.5份,pa66树脂20份,玻璃纤维30份,
相容剂4份,颜料1份,抗氧剂0.5份。
[0041]
上述复合材料的制备方法与实施例1相同。
[0042]
实施例6
[0043]
本实施例提供一种用于新能源汽车水室的玻纤增强pp/pa66复合材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂43.5份,pa66树脂25份,玻璃纤维25份,相容剂4份,颜料0.5份,抗氧剂2份。
[0044]
上述复合材料的制备方法与实施例1相同。
[0045]
对比例1
[0046]
本对比例提供一种玻纤增强pp/pa66复合材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂47.5份,pa66树脂25份,玻璃纤维25份,颜料0.5份,抗氧剂2份。上述复合材料的制备方法与实施例6相同。
[0047]
对比例2
[0048]
本对比例提供一种玻纤增强pp/pa66复合材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂43.5份,pa66树脂25份,玻璃纤维25份,马来酸酐接枝聚丙烯4份,颜料0.5份,抗氧剂2份。上述复合材料的制备方法与实施例6相同。
[0049]
对比例3
[0050]
本对比例提供一种玻纤增强pp材料及其制备方法,该复合材料按重量份包括如下组分:聚丙烯树脂64.5份,玻璃纤维30份,相容剂4份,颜料1份,抗氧剂0.5份。
[0051]
上述复合材料的制备方法为:按照配方中重量份将聚丙烯树脂、相容剂、颜料和抗氧剂预混合均匀,从主喂料口中投入双螺杆挤出机,玻璃纤维从侧喂料口投入双螺杆挤出机(长径比l/d=40),加工温度(从喂料口到模头)分别是:100℃,180℃,180℃,200℃,200℃,200℃,200℃,200℃,200℃,200℃,主机转速是350rpm。使用注塑机制备标准样条,注塑温度为190℃、200℃、200℃、200℃。(虽然对比例3和实施例5的加工温度和注塑温度不同,但是该加工温度和注塑温度的不同不会影响表1中效果)
[0052]
对比例4
[0053]
本对比例提供一种玻纤增强pa66材料及其制备方法,该复合材料按重量份包括如下组分:pa66树脂64.5份,玻璃纤维30份,相容剂4份,颜料1份,抗氧剂0.5份。上述复合材料制备方法与实施例5相同。
[0054]
将实施例和对比例中标准样条进行如下性能测试(测试结果如表1所示):
[0055]
①
拉伸性能:按iso 527方法,拉伸速度10毫米/分钟;高温测试需在120℃的烘箱中烘烤4h后测试。
[0056]
②
弯曲性能:按iso 178方法,试验速度2毫米/分钟;高温测试需在120℃的烘箱中烘烤4h后测试。
[0057]
③
冲击性能:按iso 179方法,4毫米厚试样。
[0058]
④
耐冷却液拉伸性能保持率和质量变化,实验条件如下:
[0059]
a)实验介质:体积比为50/50乙二醇冷却液/水(保持最高液位,样条完全浸泡在乙二醇冷却液中)。
[0060]
b)实验介质温度120℃,实验周期1000小时。实验结束后,对拉伸样条进行称重,比较实验后拉伸样条的质量和实验前质量的变化。
[0061]
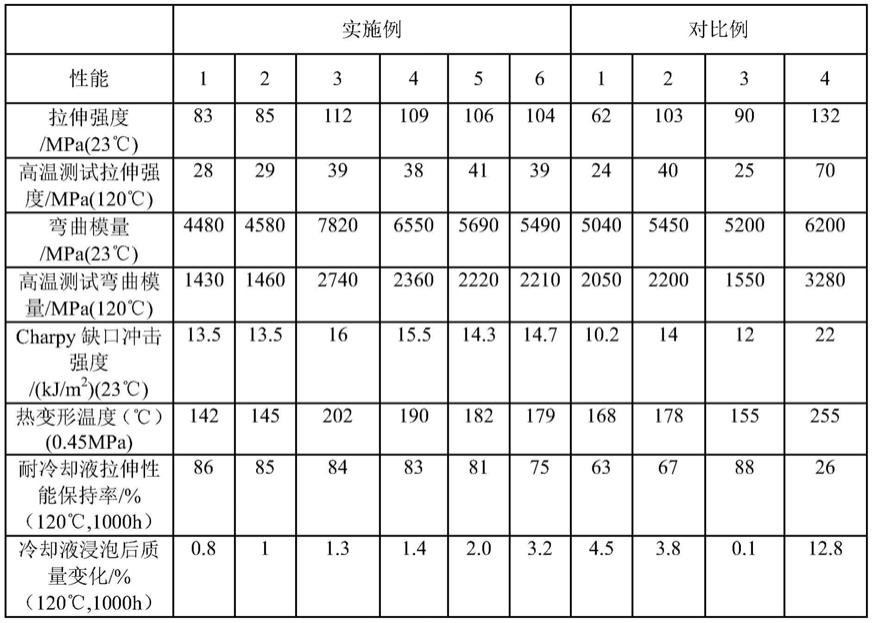
表1
[0062][0063]
由表1可知,对比例3不添加pa66树脂,材料的拉伸强度、高温测试拉伸强度、弯曲模量、高温测试弯曲模量、冲击强度和热形变温度均低于实施例5,并且由实施例1-6可知,随着pa66含量的增加,材料的拉伸强度、冲击强度、热变形温度和冷却液浸泡后质量变化都出现了上升的现象,而耐冷却液拉伸性能保持率出现了下降。对比例4不添加聚丙烯树脂,耐冷却液拉伸性能保持率远低于实施例5,而质量的变化也远大于实施例5。
[0064]
对比例1不添加相容剂,材料的拉伸强度、高温测试拉伸强度、弯曲模量、高温测试弯曲模量、冲击强度和热形变温度、耐冷却液拉伸性能保持率均低于实施例6,而对比例1的冷却液浸泡后质量变化明显高于实施例6。对比例2添加马来酸酐接枝聚丙烯,pp/pa66复合材料力学性能与实施例6差不多,但是耐冷却液拉伸性能保持率明显低于实施例6,而对比例2冷却液浸泡后质量变化明显高于实施例6。由此可见,本发明添加齐聚物np-512,使得pp/pa66复合材料具有优异的耐乙二醇性和耐水解性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1